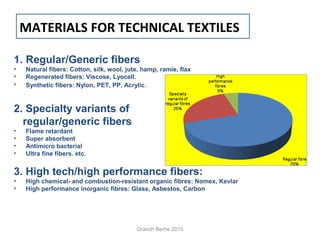
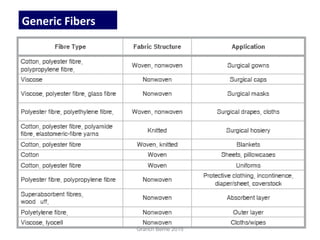
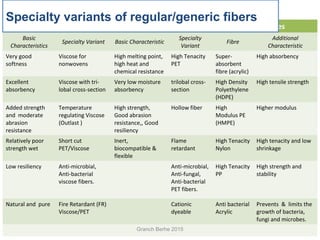
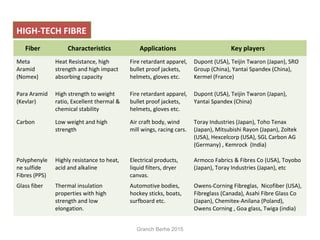
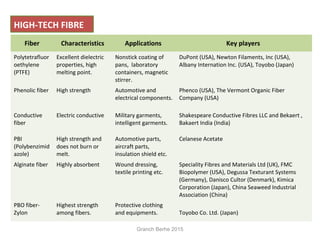
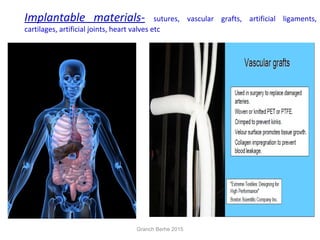
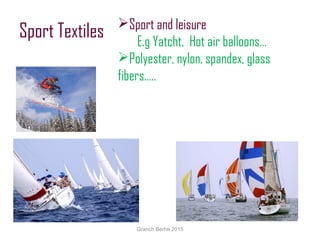
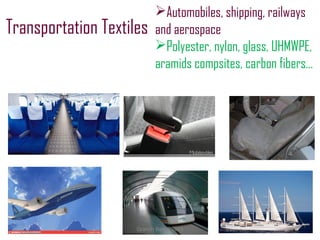
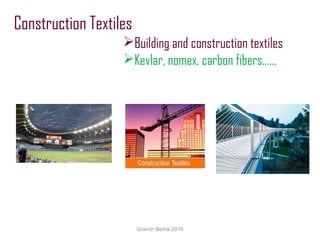
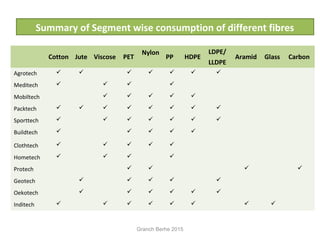
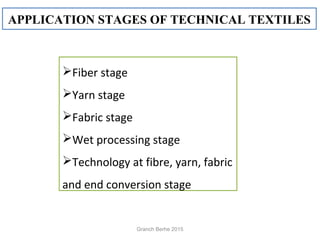
This document discusses technical textiles. It begins by defining technical textiles as textile products manufactured primarily for their performance and functional properties rather than aesthetic or decorative characteristics. It then discusses various segments of technical textiles including agro-tech, build-tech, cloth-tech, geo-tech, home-tech, industrials textiles, medi-tech, mobil-tech, oeko-tech, pack-tech, pro-tech and sport-tech. It provides examples of materials used for different technical textile segments including natural fibers, regenerated fibers, synthetic fibers, specialty fibers and high-tech fibers. The document concludes with discussing the application stages and uses of technical fibers.