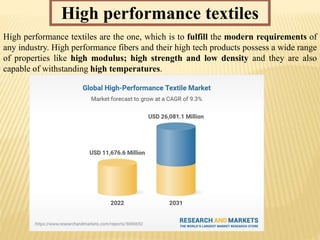
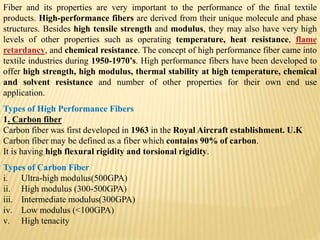
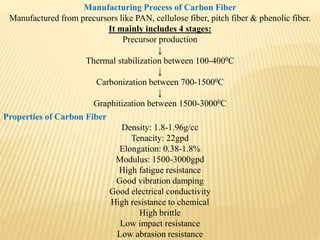
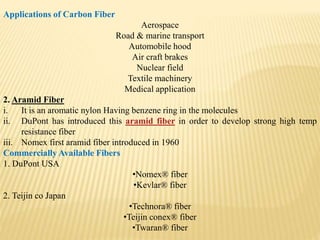
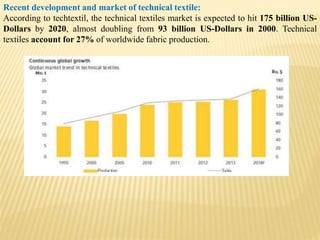
High performance textiles provide properties like high strength, modulus, and heat resistance. They are derived from unique molecular and phase structures of fibers like carbon, aramid, and high-performance polyethylene. Carbon fiber specifically was developed in the 1960s and provides benefits such as light weight, high tensile strength, and resistance to heat and chemicals. It has a wide range of applications including aerospace, automotive, sports equipment, and medical devices due to these advantages. The market for technical textiles like carbon fiber is growing and expected to reach $175 billion by 2020.