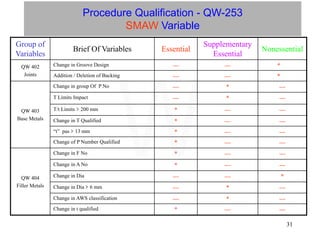
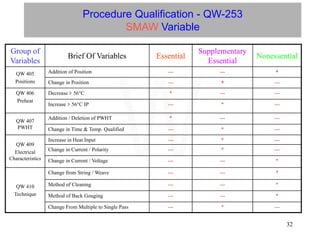
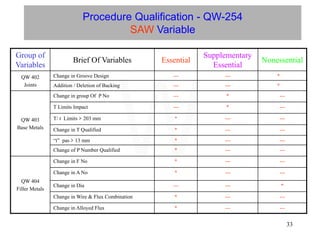
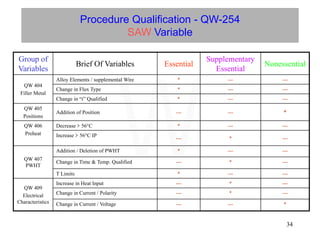
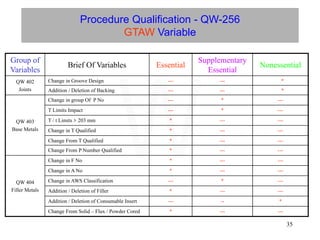
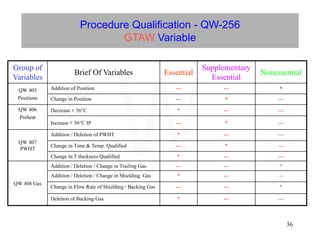
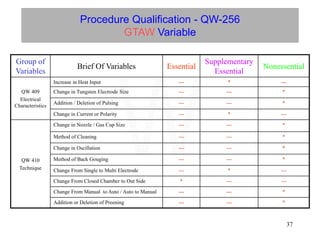
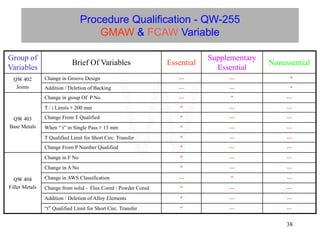
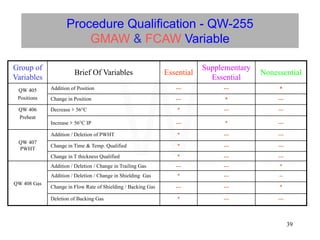
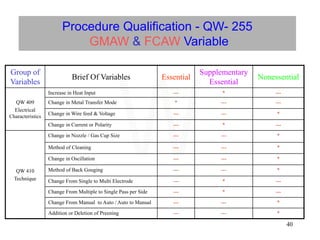
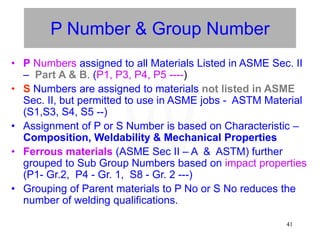
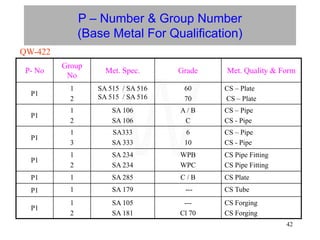
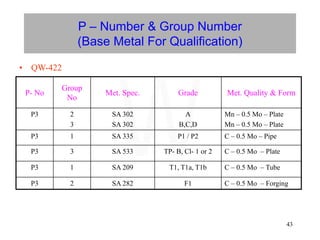
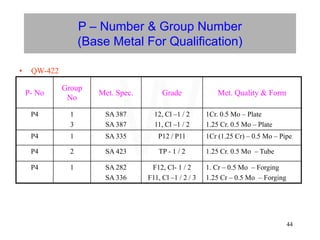
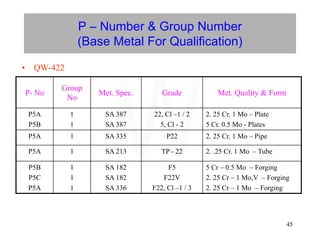
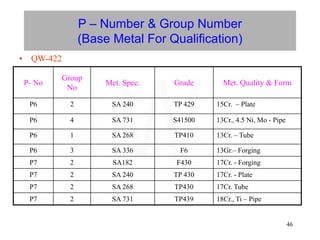
This document discusses the requirements and process for welding procedure and performance qualifications according to the ASME Boiler and Pressure Vessel Code. It explains that qualifications are required to prove the quality of welds and performance of welders. The process involves writing a welding procedure specification, making a test coupon according to the specification, conducting mechanical tests on the coupon, and documenting the results in a procedure qualification record. It provides details on various variables that need to be considered for different welding processes and their classification as essential, supplementary essential, or nonessential for qualifications.