Downloaded 31 times













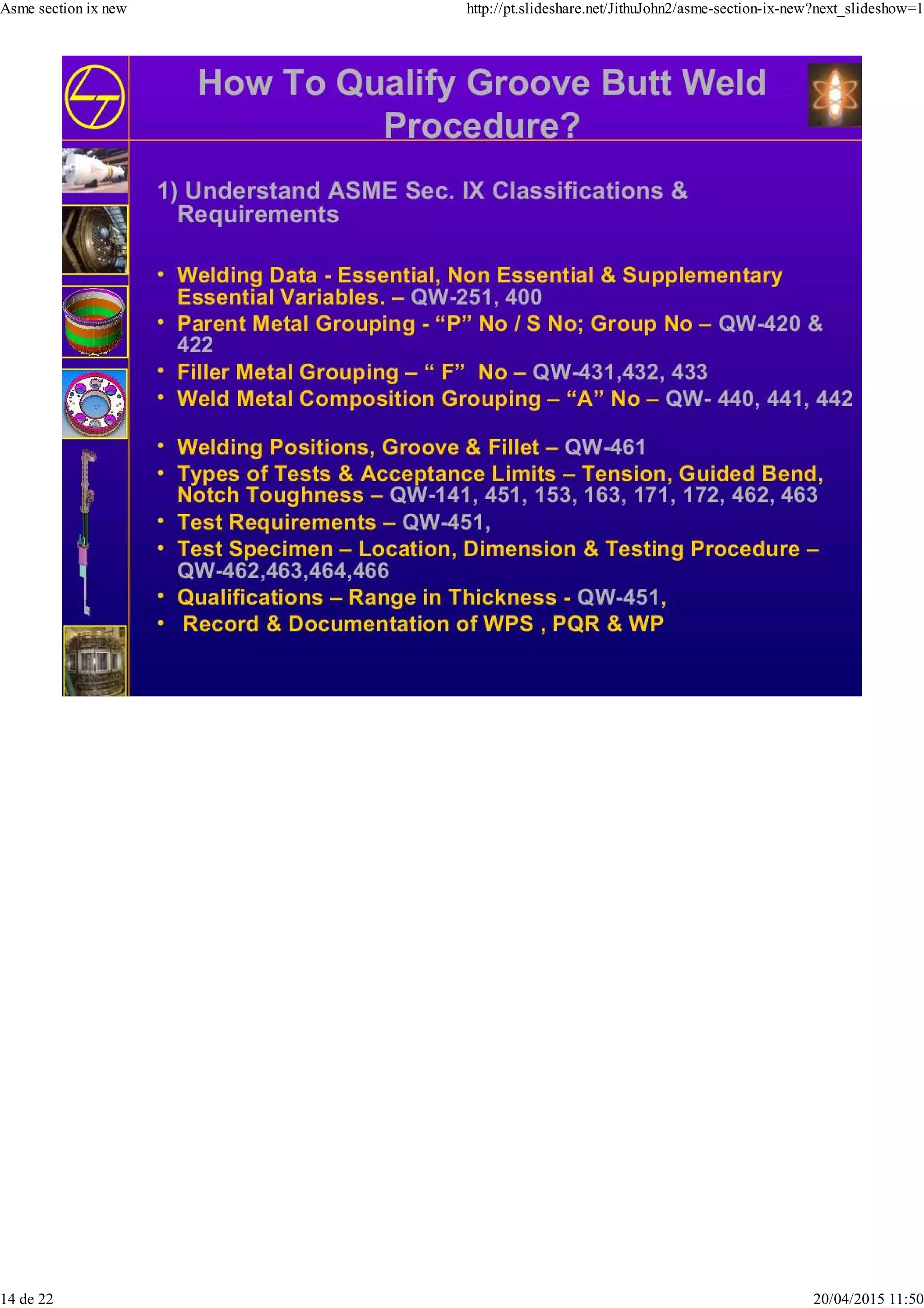









This document provides an overview of ASME Section IX, which establishes requirements for welding qualifications. It discusses the requirements for welding procedure and performance qualifications according to Section IX, including essential variables, test methods, acceptance criteria and documentation requirements. The document also provides examples of procedure qualification records and explanations of ASME Section IX grouping numbers for base metals and filler metals used in welding qualifications.






























































