PLC Presentation Contents
Introduction
Whatis a PLC
Why Use PLCs? Advantages
Industrial and PLC control system
PLC Types
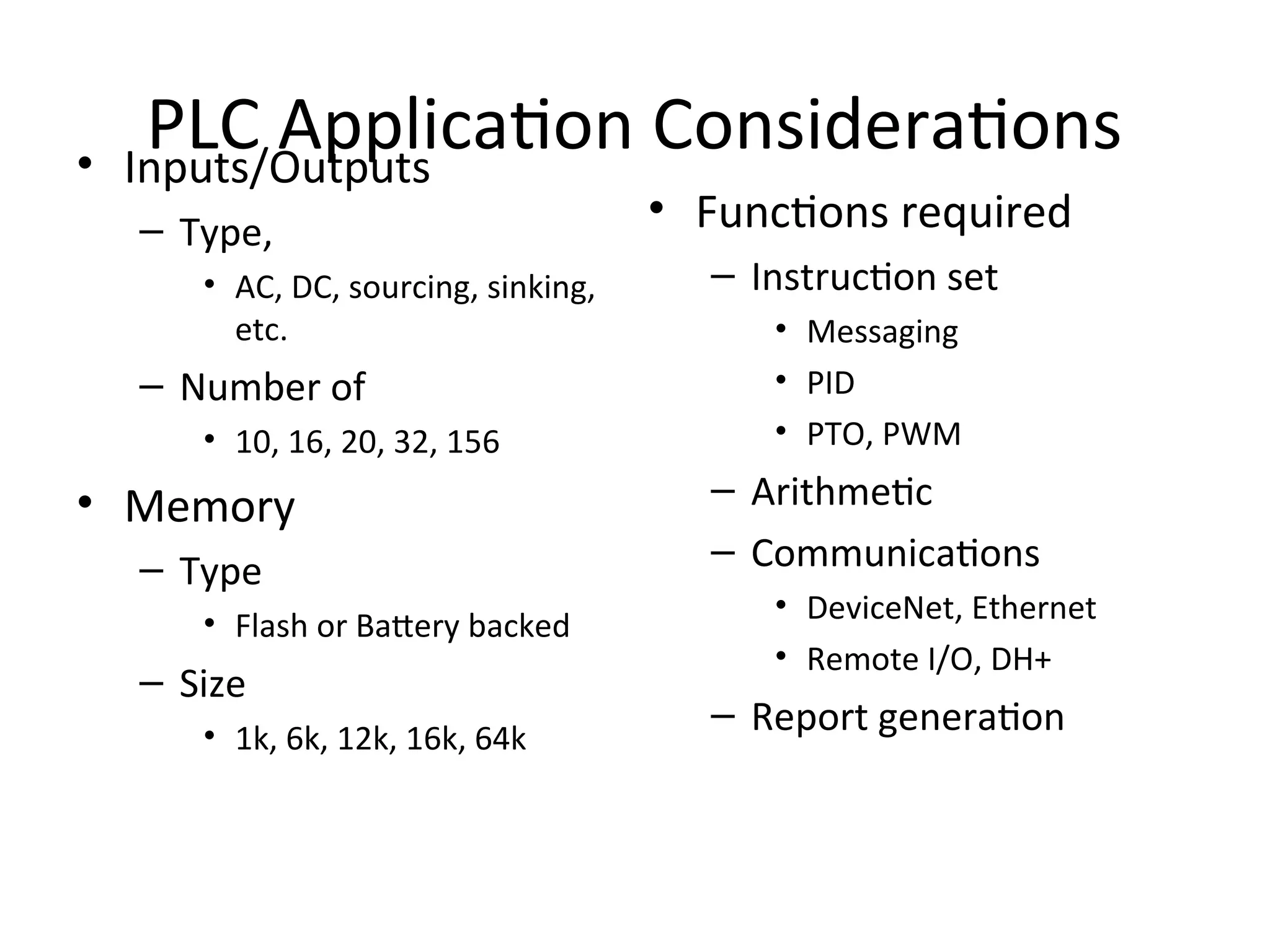
Choosing PLC Hardware
PLC Applications
Programming PLC’s
Advantages of PLCs
Questions
3.
GM Criteria forPLCs - 1968
Easy to program
Easy to maintain
Highly reliable in an industrial
environment
Expandable
Cost competitive
Compact
Communicate
Accept 120 VAC input signals
Operate 120 VAC devices
4.
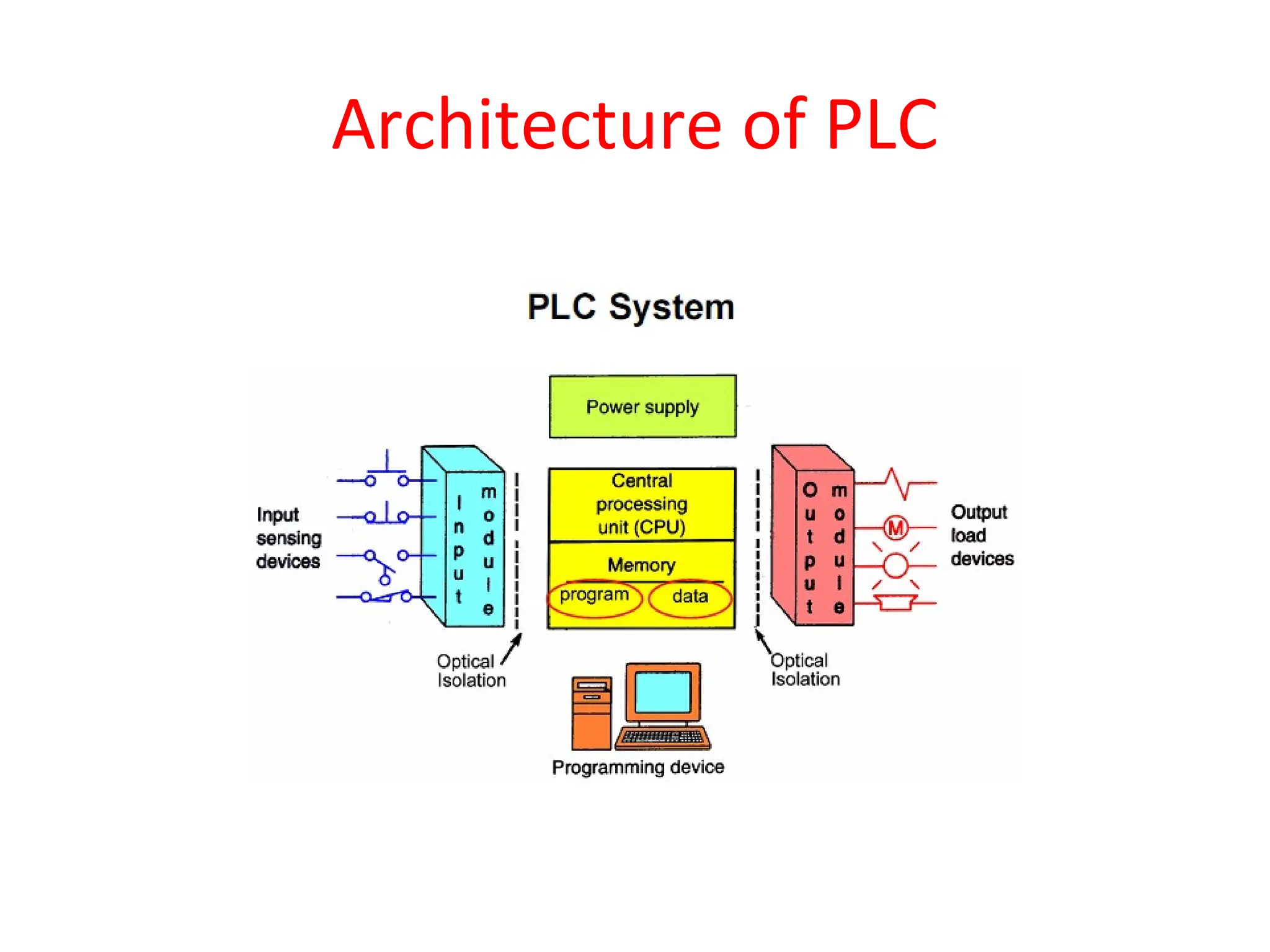
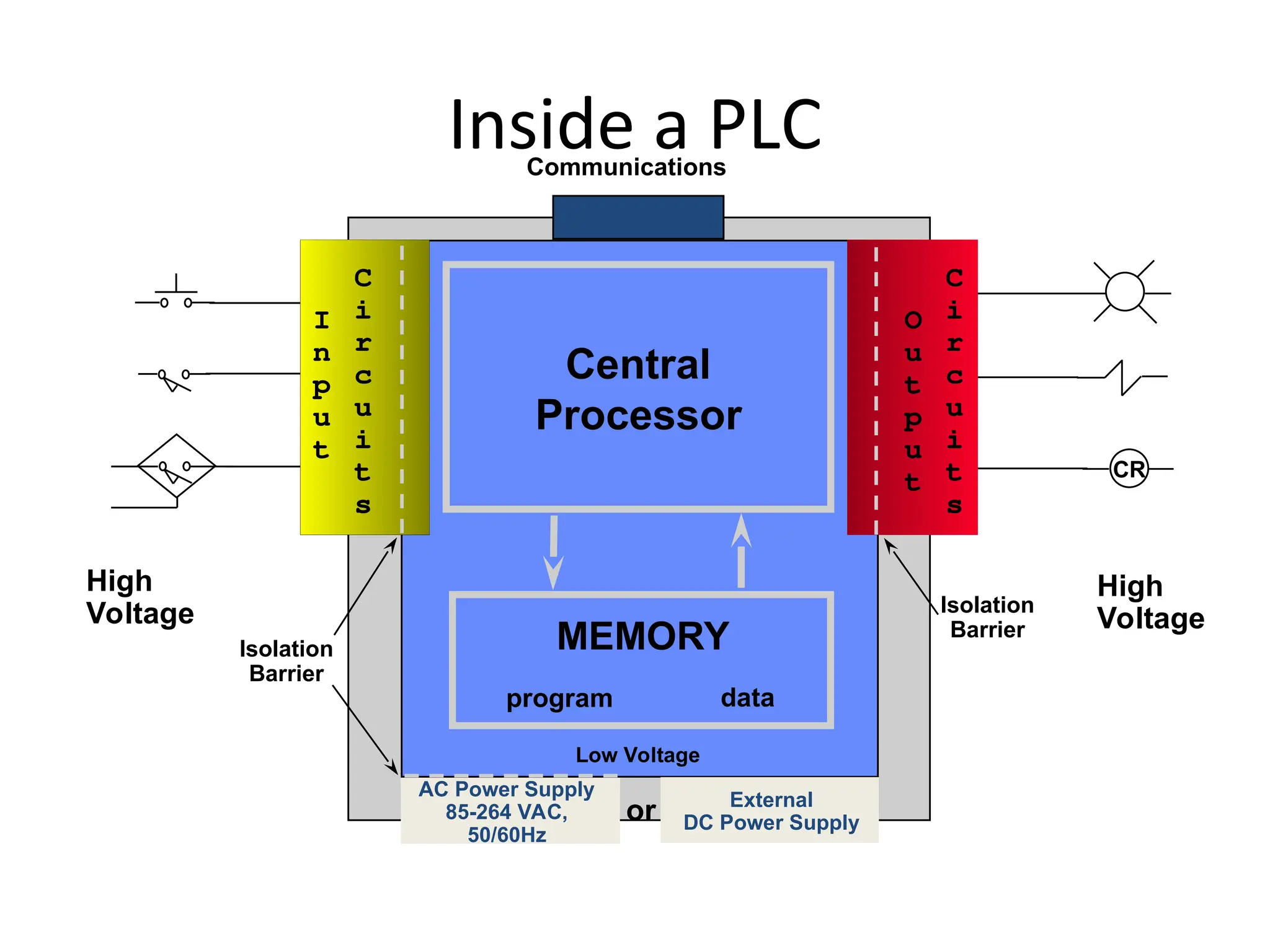
What is aPLC?
Nema Definition circa 1978
The PLC, also known as programmable controller is
defined by the National Electrical Manufacturers
Association (NEMA) in 1978 as:
"a digitally operating electronic apparatus which
uses a programmable memory for the internal
storage of instructions for implementing specific
functions, such as logic, sequencing, timing,
counting and arithmetic, to control through
digital or analog input/output, various types of
machines or process".
5.
Traditional PLC Concept
PLCperforms relay equivalent functions
PLC performs ON/OFF control
Ladder diagram programming
Designed for industrial environment
6.
Industrial Control systems
•In a traditional industrial control system, all
control devices are wired directly
• .
7.
In a PLCSystem:
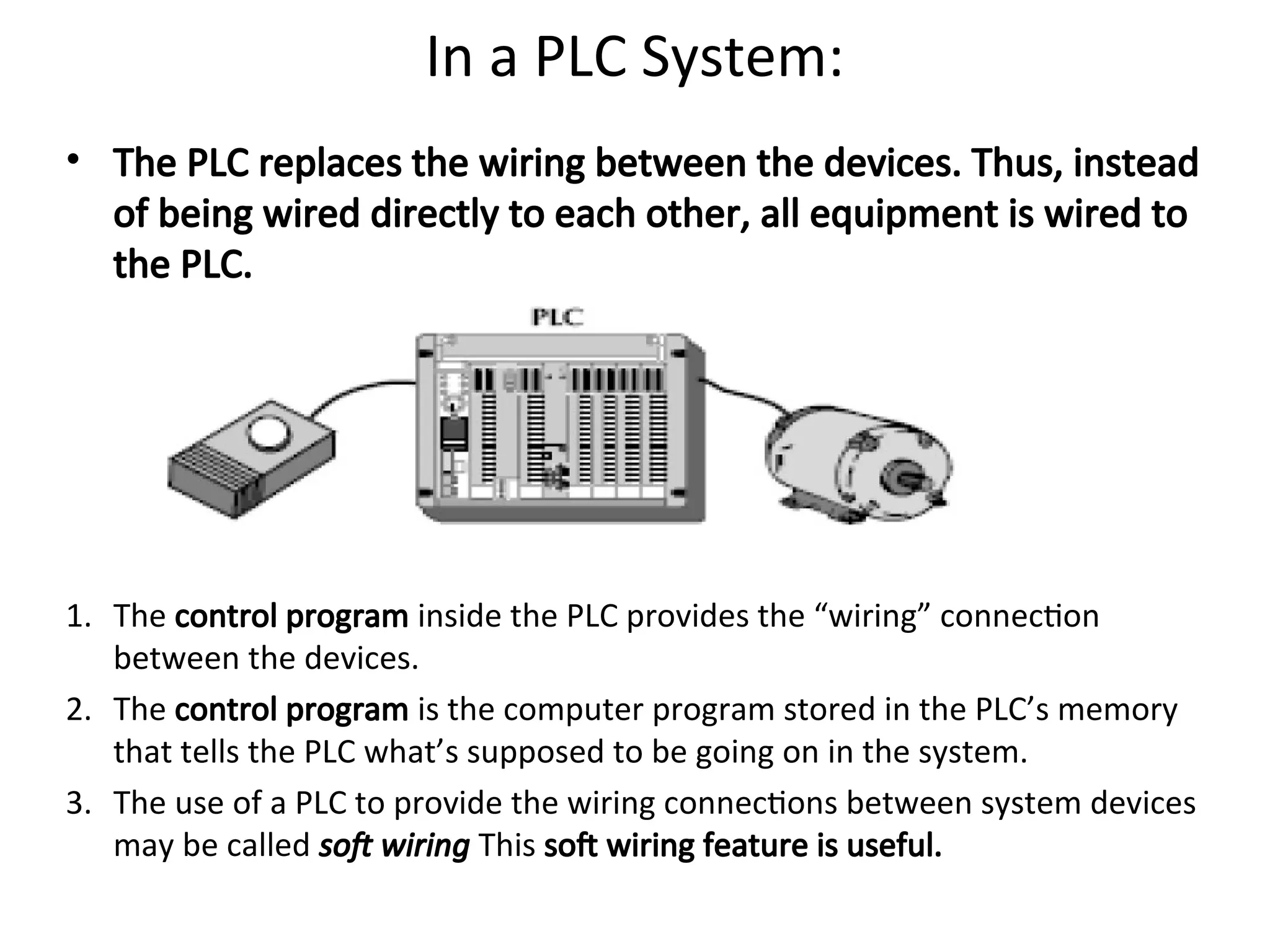
• The PLC replaces the wiring between the devices. Thus, instead
of being wired directly to each other, all equipment is wired to
the PLC.
1. The control program inside the PLC provides the “wiring” connection
between the devices.
2. The control program is the computer program stored in the PLC’s memory
that tells the PLC what’s supposed to be going on in the system.
3. The use of a PLC to provide the wiring connections between system devices
may be called soft wiring This soft wiring feature is useful.
8.
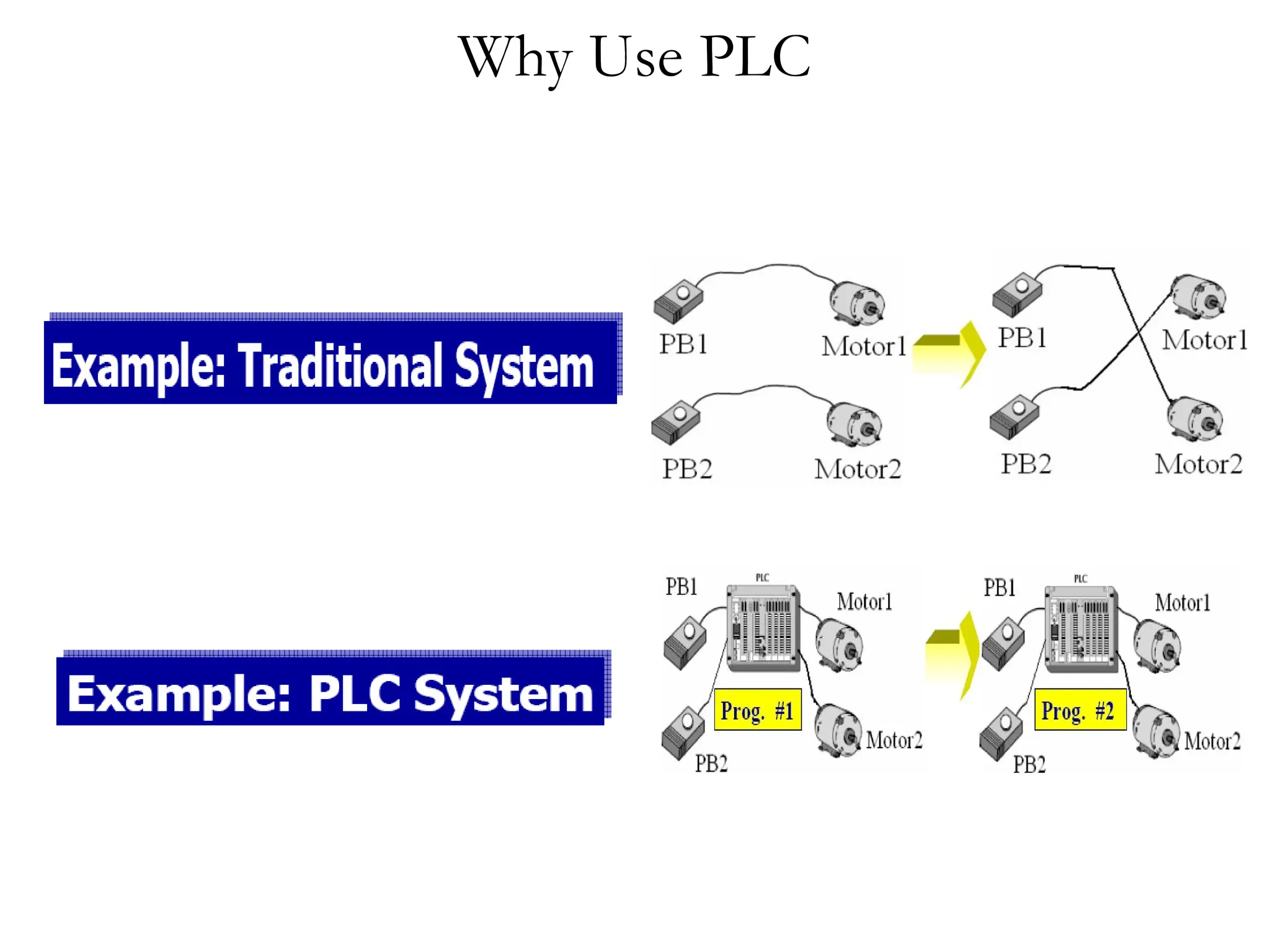
Why Use PLC?
Traditionalsystem
• control function is
modified by physically
changing the wiring
between the devices
• This is costly and time
consuming endeavor
PLC system
• Soft wiring
• control function is modified
by just changing the control
program inside the PLC
• These changes are easy and
cheap
Basic PLC Advantages
•Ease of programming
• Ease of maintenance
• Designed for industrial environment
• Quick installation
• Adaptable to change
13.
Other Advantages ofPLC
In addition programming flexibility, PLC System
offers:
• High reliability
• Reduced costs
• Expandability
• Computing capabilities
• Small space requirements
• Ability to withstand harsh operating conditions
14.
Advantages over Relays
•All the capabilities of the earlier systems
• Dramatic performance increase over the relay
logic systems
• Greater reliability
• Little maintenance due to no moving parts
• No special programming skills required by
maintenance personnel
• Physical size of the PLC system is much smaller
than the conventional relay based logic
• And most importantly much lower cost
Source: C.Maynard@curtin.edu.au
15.
Advantages over SBC’s(single board computers)
• SBC’s have high design costs
– Contract or Staff with overhead and maintenance issues associated with each
• SBC’s are Repair / Service nightmare for customers
– Depending on markets served supplier must develop/support services
• SBC’s requires high level of technical expertise by technicians
– Specialized circuit boards require specialized equipment and technical staff
• SBC’s not stocked through local distributors
– Suppliers sell the controller imbedded, replacement parts are not readily available even in
emergency situations
• SBC’s typically do not meet worldwide standards
– Certifications cost money, typically a single controller does not warrant the investment.
Volumes are not high enough and re-certification on each revision is unrealistic
• SBC’s typically a “Domestic” product
– Because of these issues many manufacturers limit themselves to a single market.
16.
Advantages over Computerbased
Software
• Maintenance personnel already experienced in PLC
troubleshooting and servicing relay latter logic programming,
not PC software
• Better power failure response
• Cost advantages for simple machine control
• Higher reliability that minimizes the expense of shutdown,
troubleshooting, repair, & startup
• Industrially hardened packaging
• Long availability and support for product models without the
rapid obsolescence of PCs.
OUT 1
Output Devices
L2
L2
L1
OUT1
OUT 2
OUT 2
OUT 3
OUT 3
OUT 4
OUT 4
OUT 5
OUT 5
OUT 6
OUT 6
CR
L1
P
L
C
Terminal
Block
Isolation
Barrier
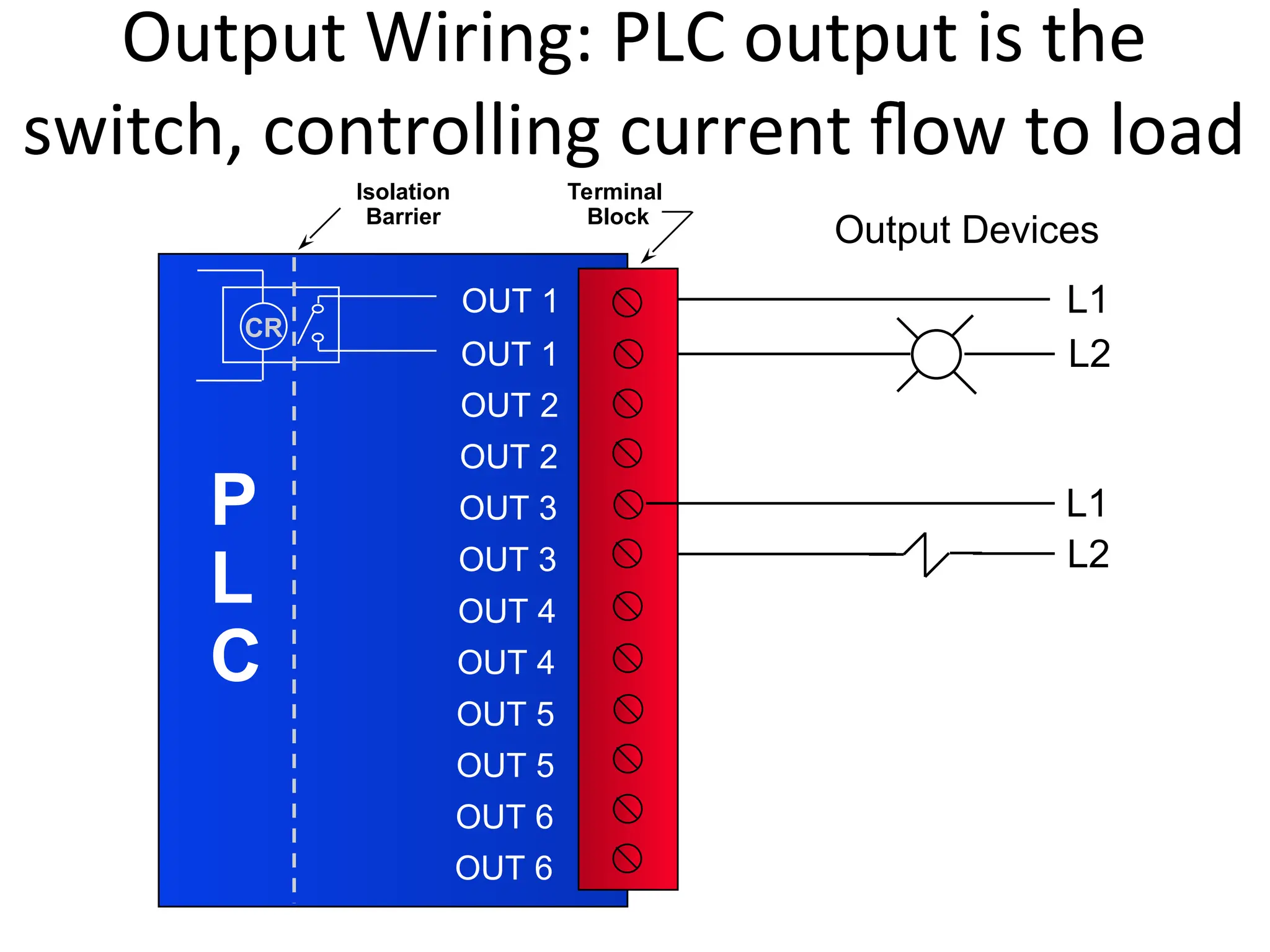
Output Wiring: PLC output is the
switch, controlling current flow to load
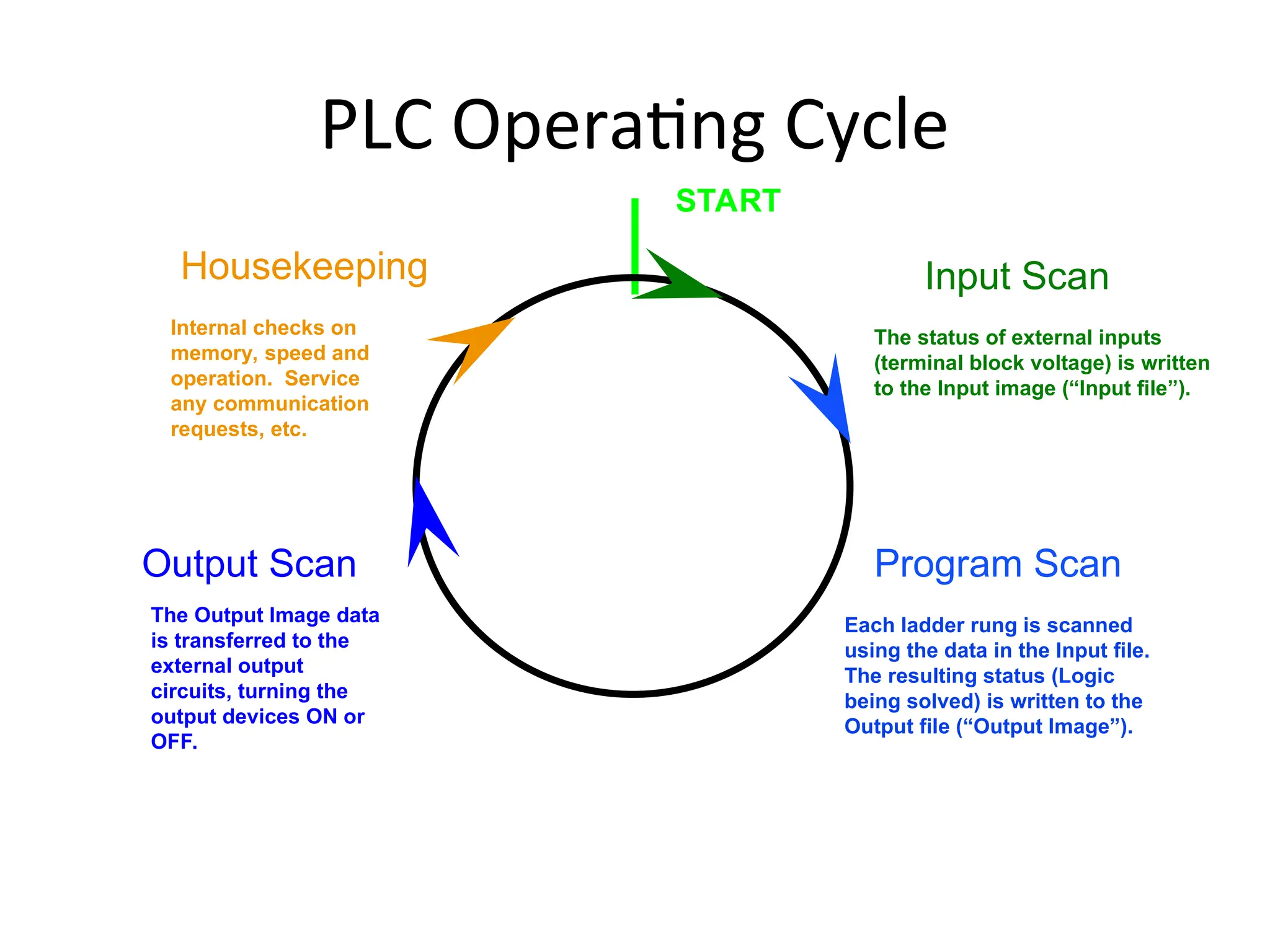
Input Scan
Program Scan
OutputScan
Housekeeping
START
Each ladder rung is scanned
using the data in the Input file.
The resulting status (Logic
being solved) is written to the
Output file (“Output Image”).
The status of external inputs
(terminal block voltage) is written
to the Input image (“Input file”).
The Output Image data
is transferred to the
external output
circuits, turning the
output devices ON or
OFF.
Internal checks on
memory, speed and
operation. Service
any communication
requests, etc.
PLC Operating Cycle
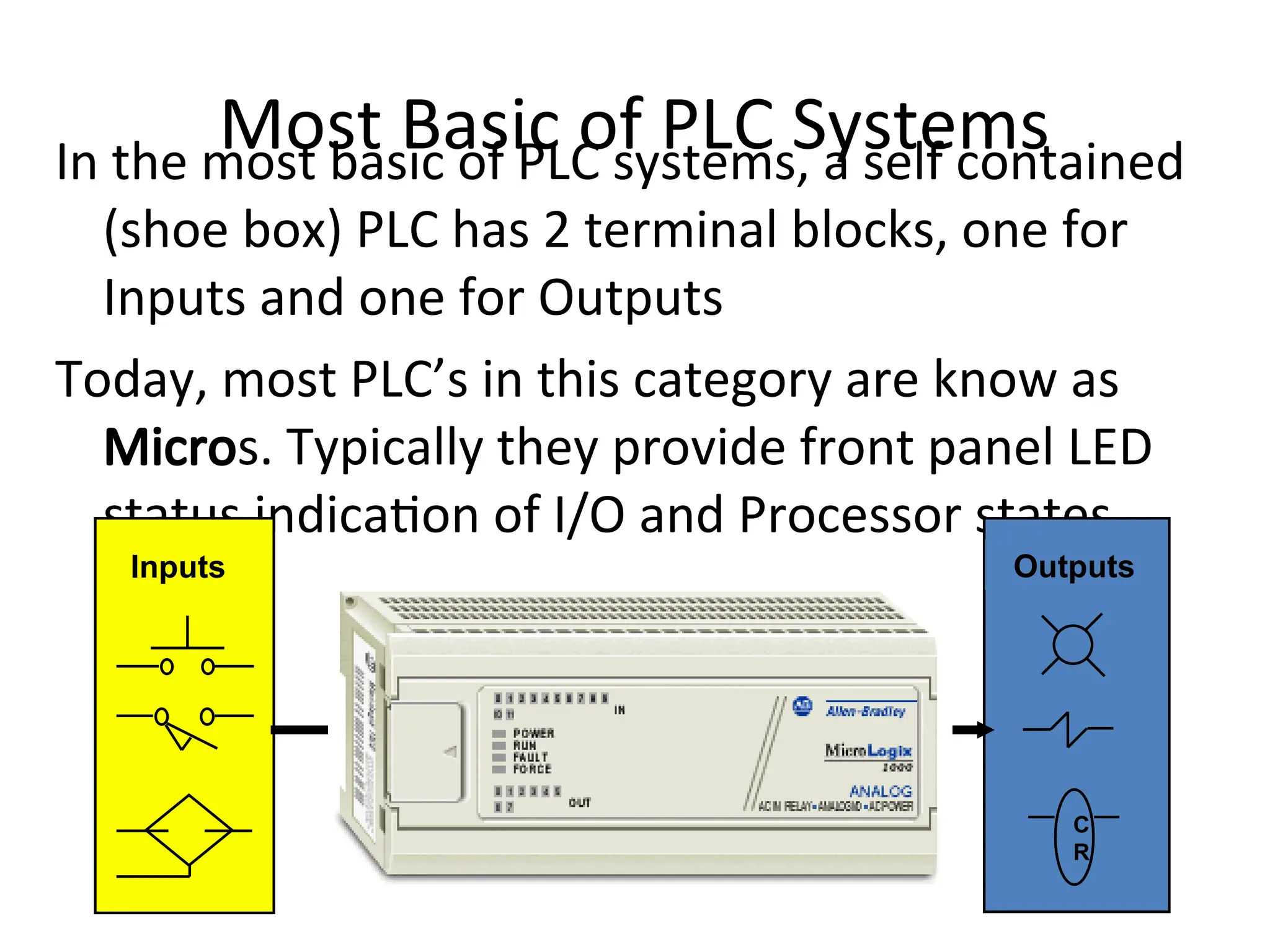
Most Basic ofPLC Systems
In the most basic of PLC systems, a self contained
(shoe box) PLC has 2 terminal blocks, one for
Inputs and one for Outputs
Today, most PLC’s in this category are know as
Micros. Typically they provide front panel LED
status indication of I/O and Processor states
Programmable
Controller
Inputs Outputs
C
R
26.
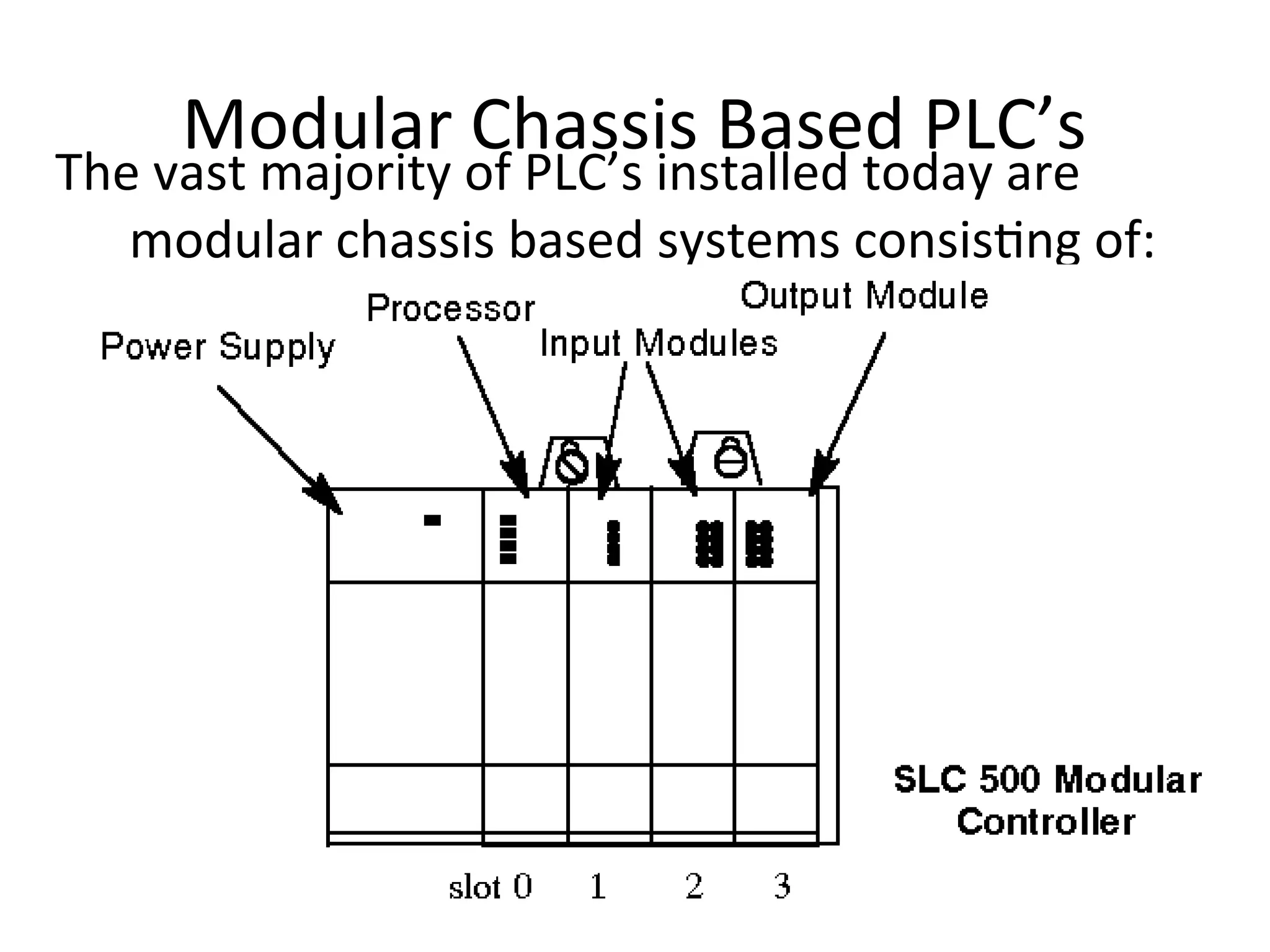
Modular Chassis BasedPLC’s
The vast majority of PLC’s installed today are
modular chassis based systems consisting of:
1. Processor Module (CPU)
2. Input & Output Modules
3. Chassis
4. Power Supply
27.
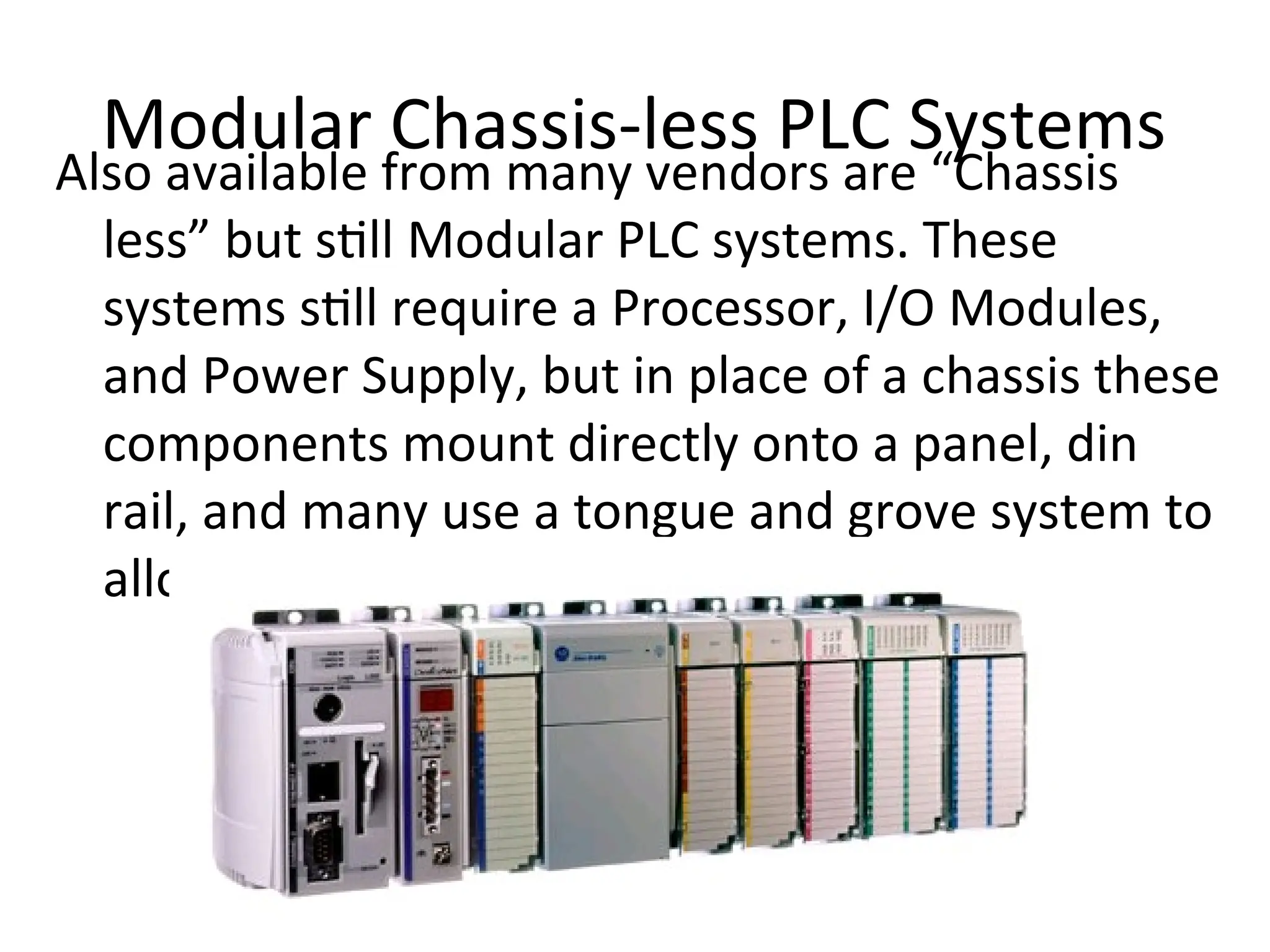
Modular Chassis-less PLCSystems
Also available from many vendors are “Chassis
less” but still Modular PLC systems. These
systems still require a Processor, I/O Modules,
and Power Supply, but in place of a chassis these
components mount directly onto a panel, din
rail, and many use a tongue and grove system to
allow easy insertion and removal
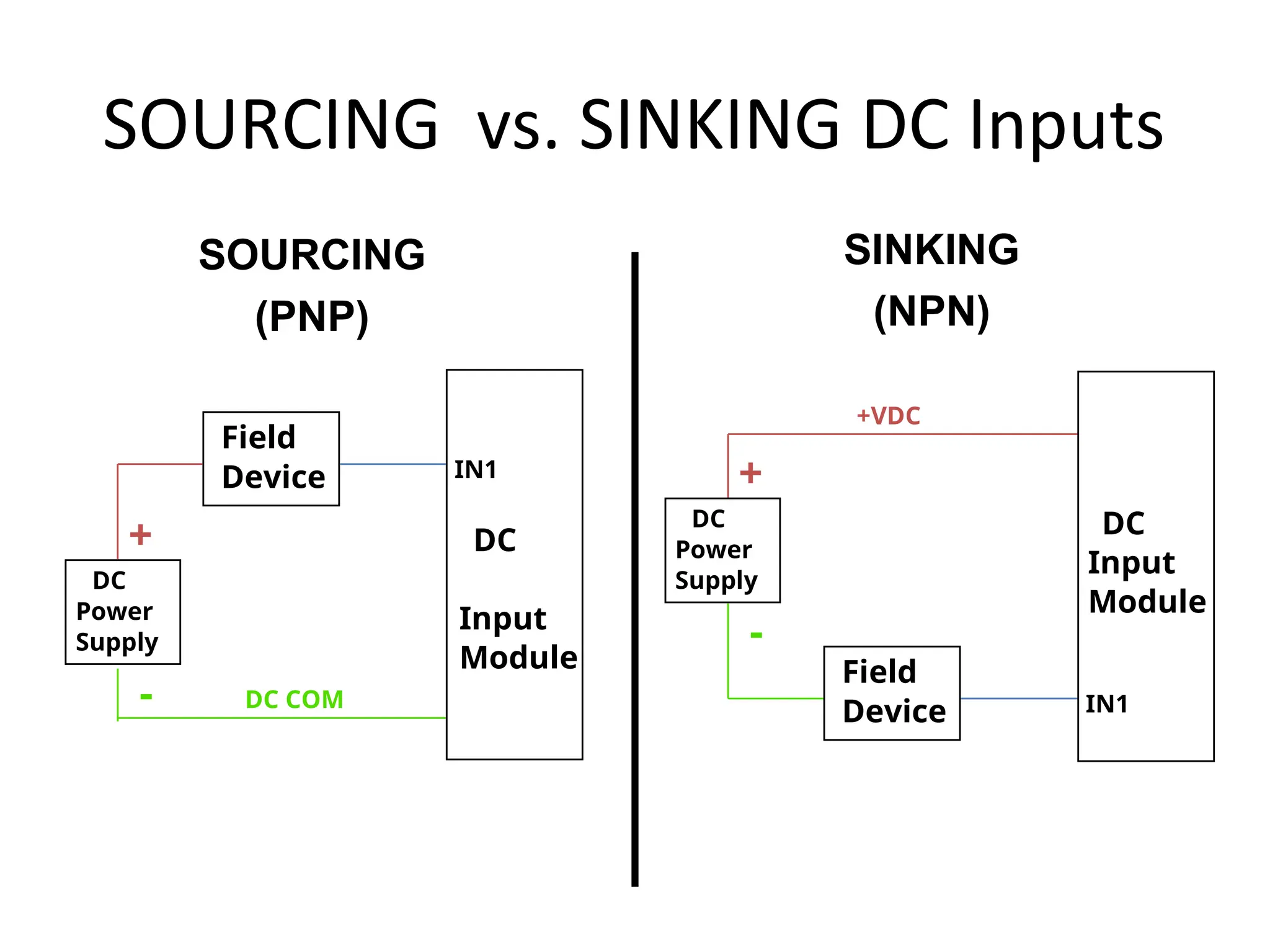
SOURCING vs. SINKINGDC Inputs
DC
Power
Supply
Field
Device
DC
Input
Module
+
- DC COM
IN1
DC
Input
Module
Field
Device
DC
Power
Supply
+
-
+VDC
IN1
SOURCING
(PNP)
SINKING
(NPN)
32.
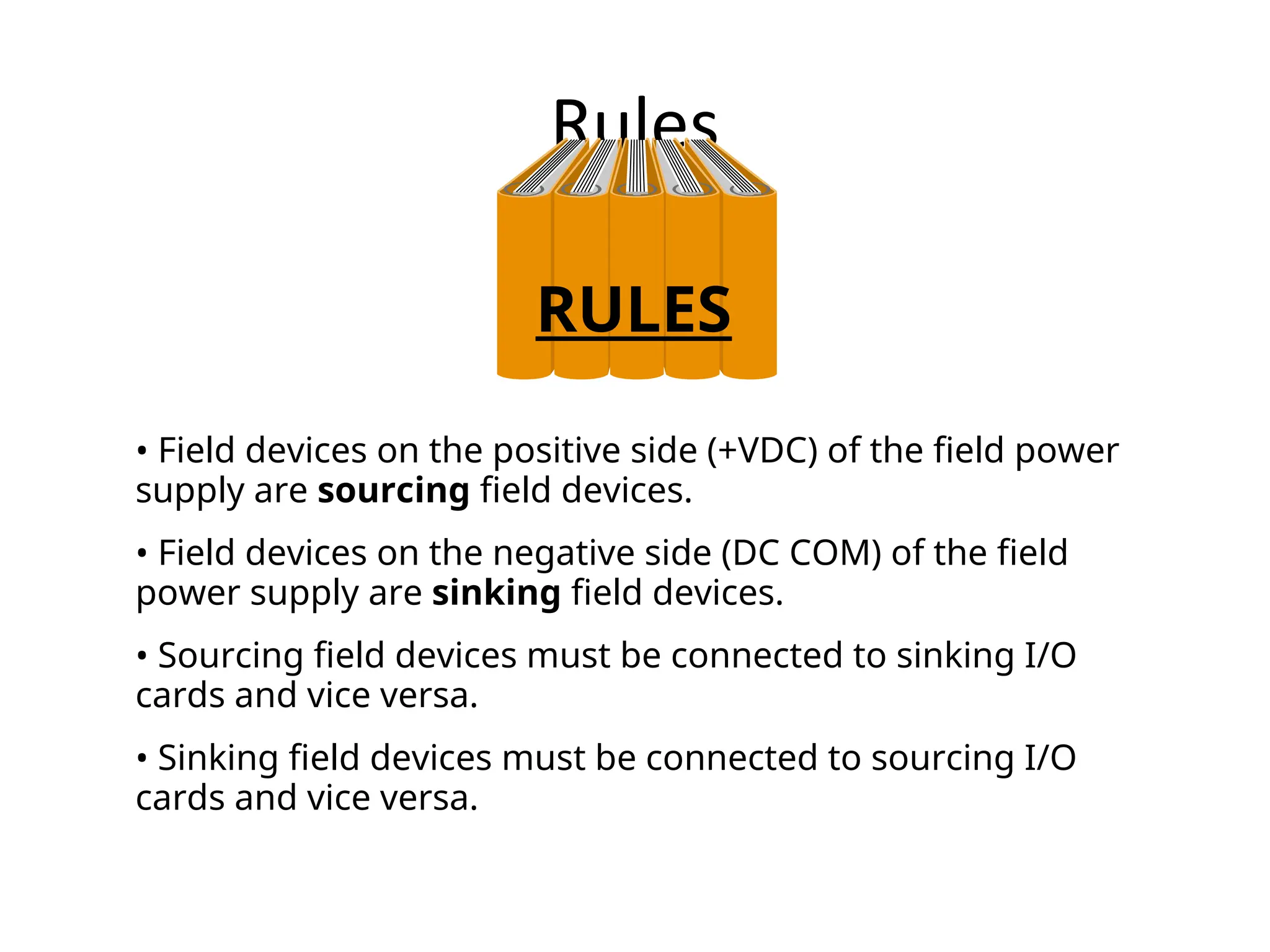
Rules
• Field deviceson the positive side (+VDC) of the field power
supply are sourcing field devices.
• Field devices on the negative side (DC COM) of the field
power supply are sinking field devices.
• Sourcing field devices must be connected to sinking I/O
cards and vice versa.
• Sinking field devices must be connected to sourcing I/O
cards and vice versa.
RULES
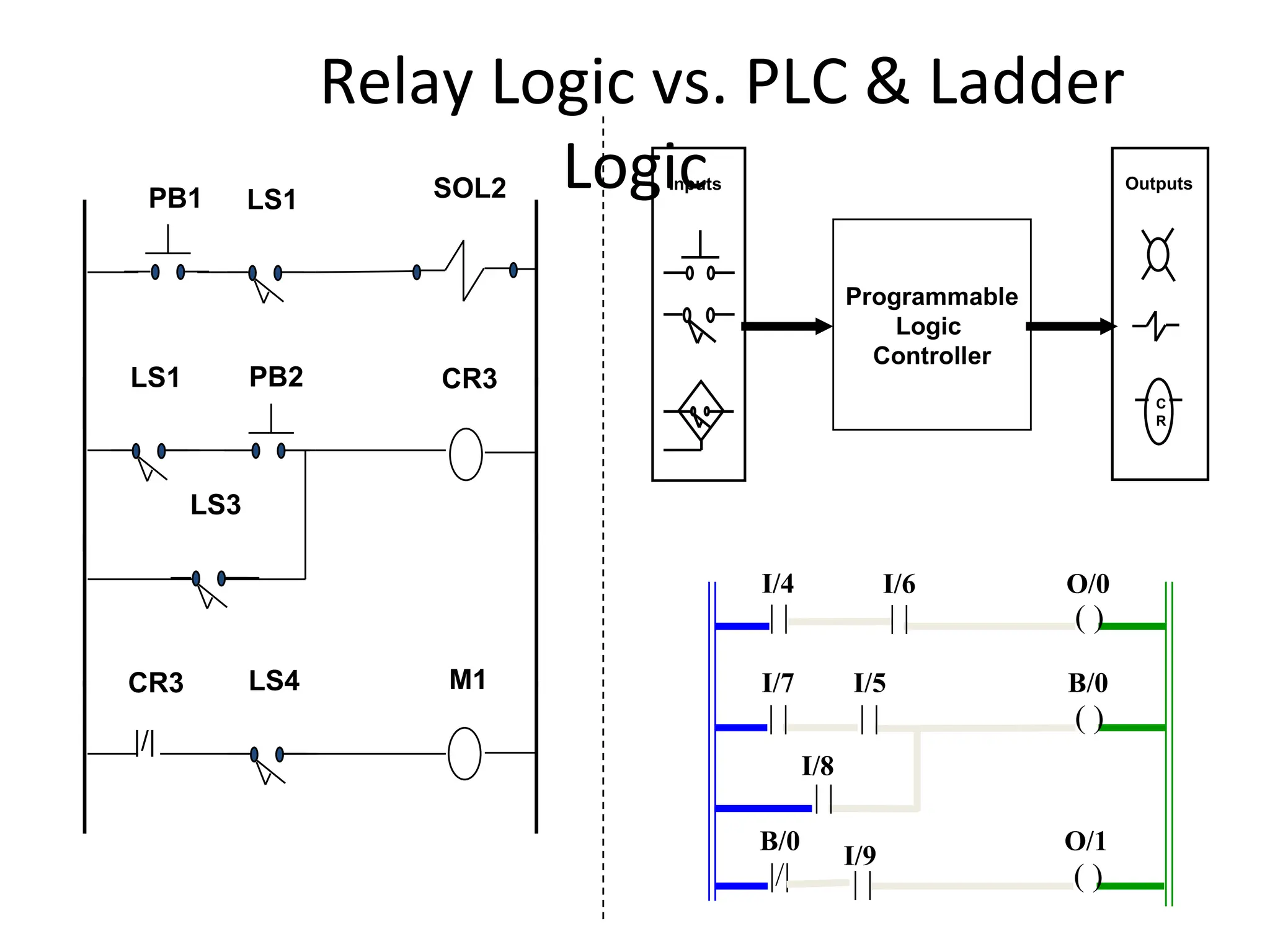
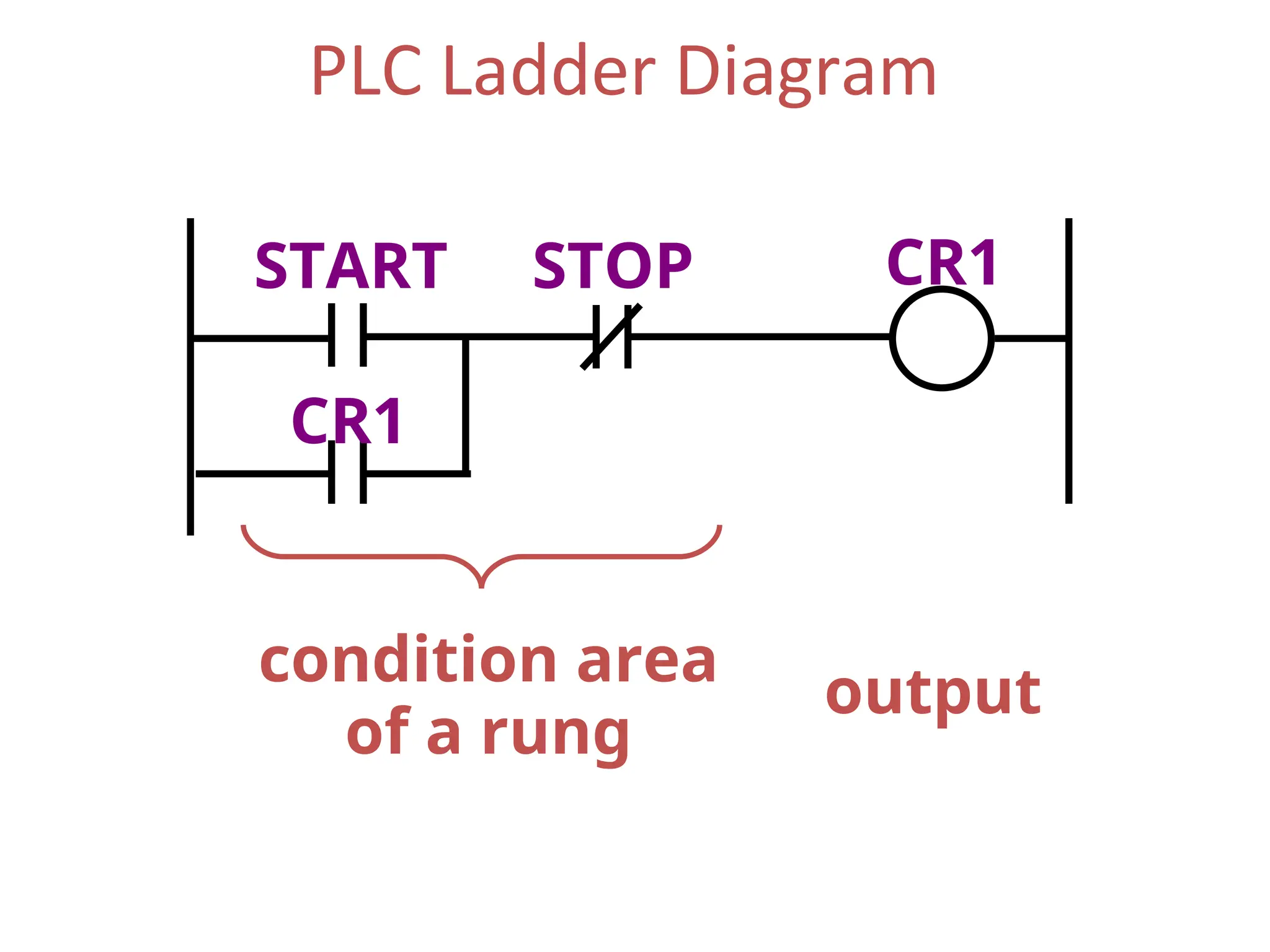
Programming PLC’s
The purposeof a PLC Program is to control the
state of PLC outputs based on the current
condition of PLC Inputs
Different PLC’s support different languages, but
the most popular PLC language is know as
“Ladder Logic”.
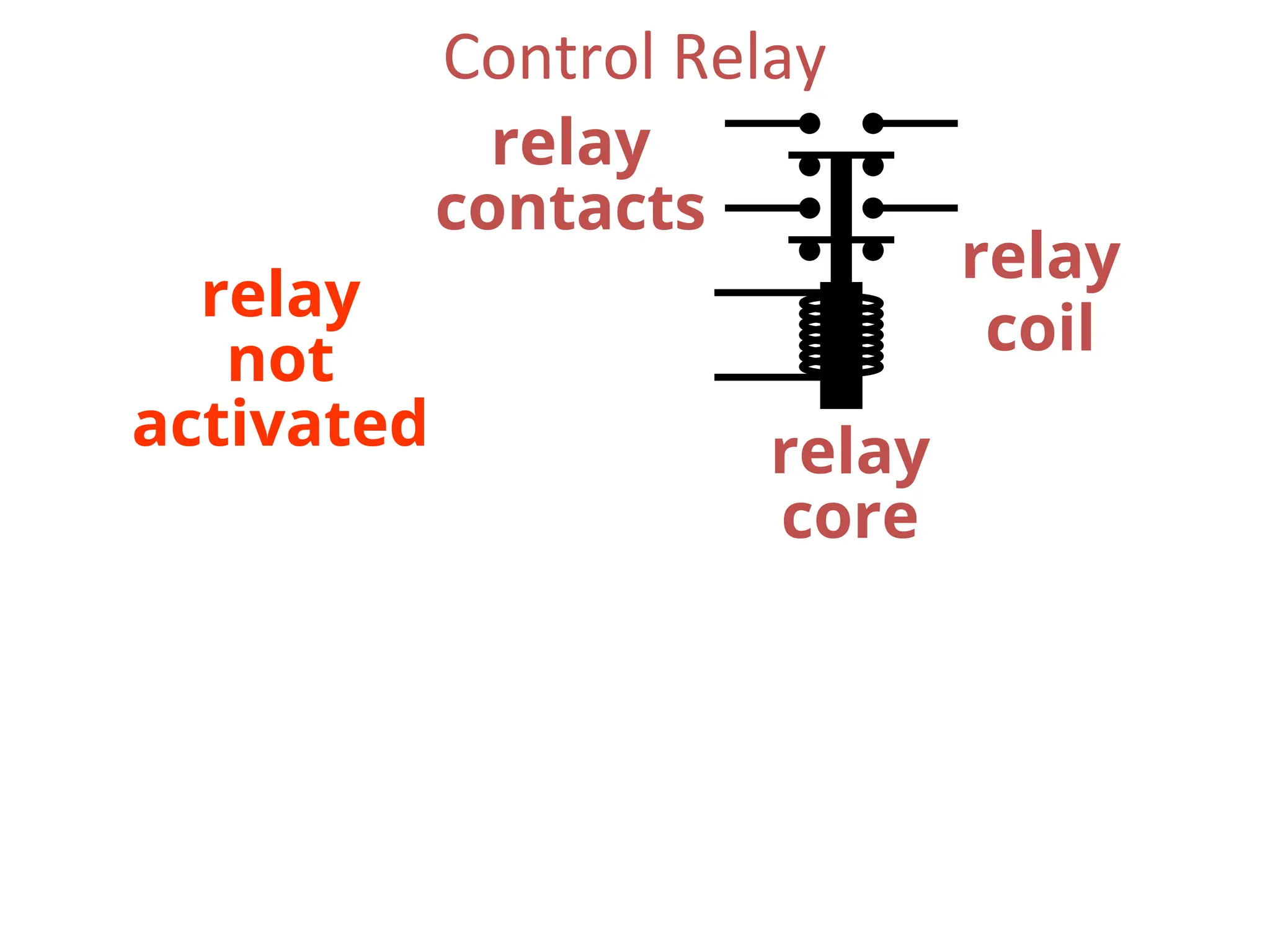
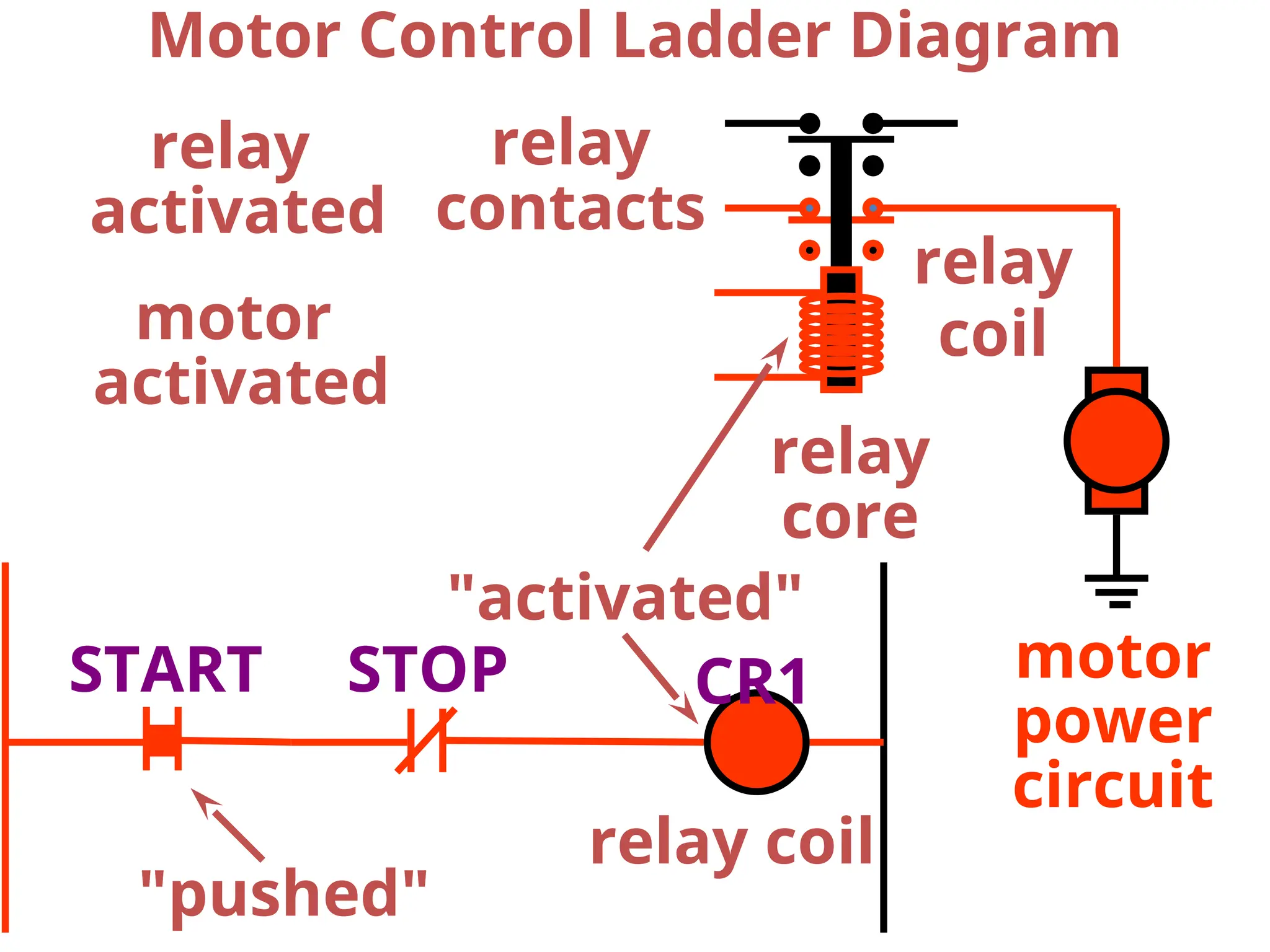
PLC Ladder Logic purposely resembles Relay Logic
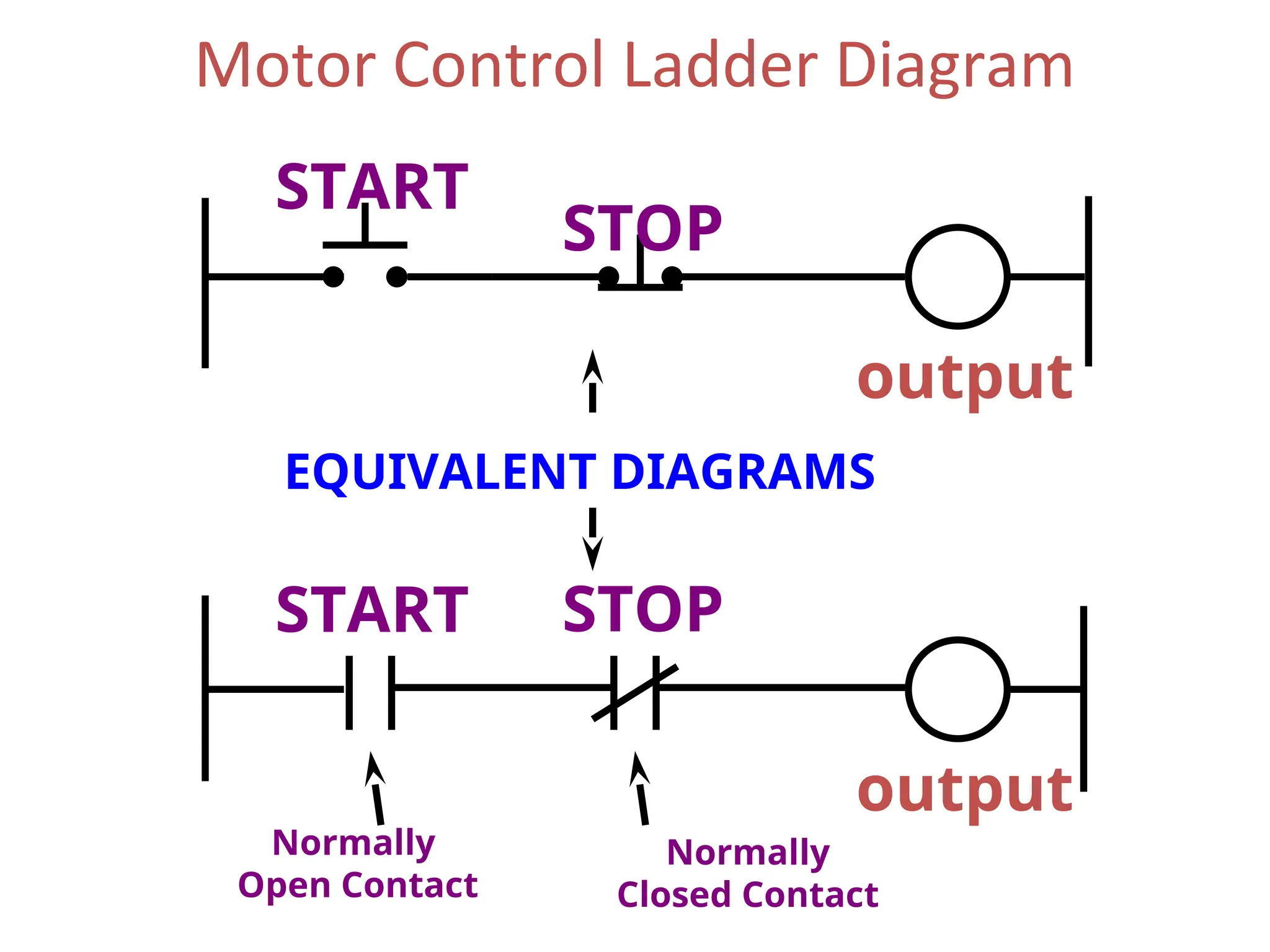
Motor Control LadderDiagram
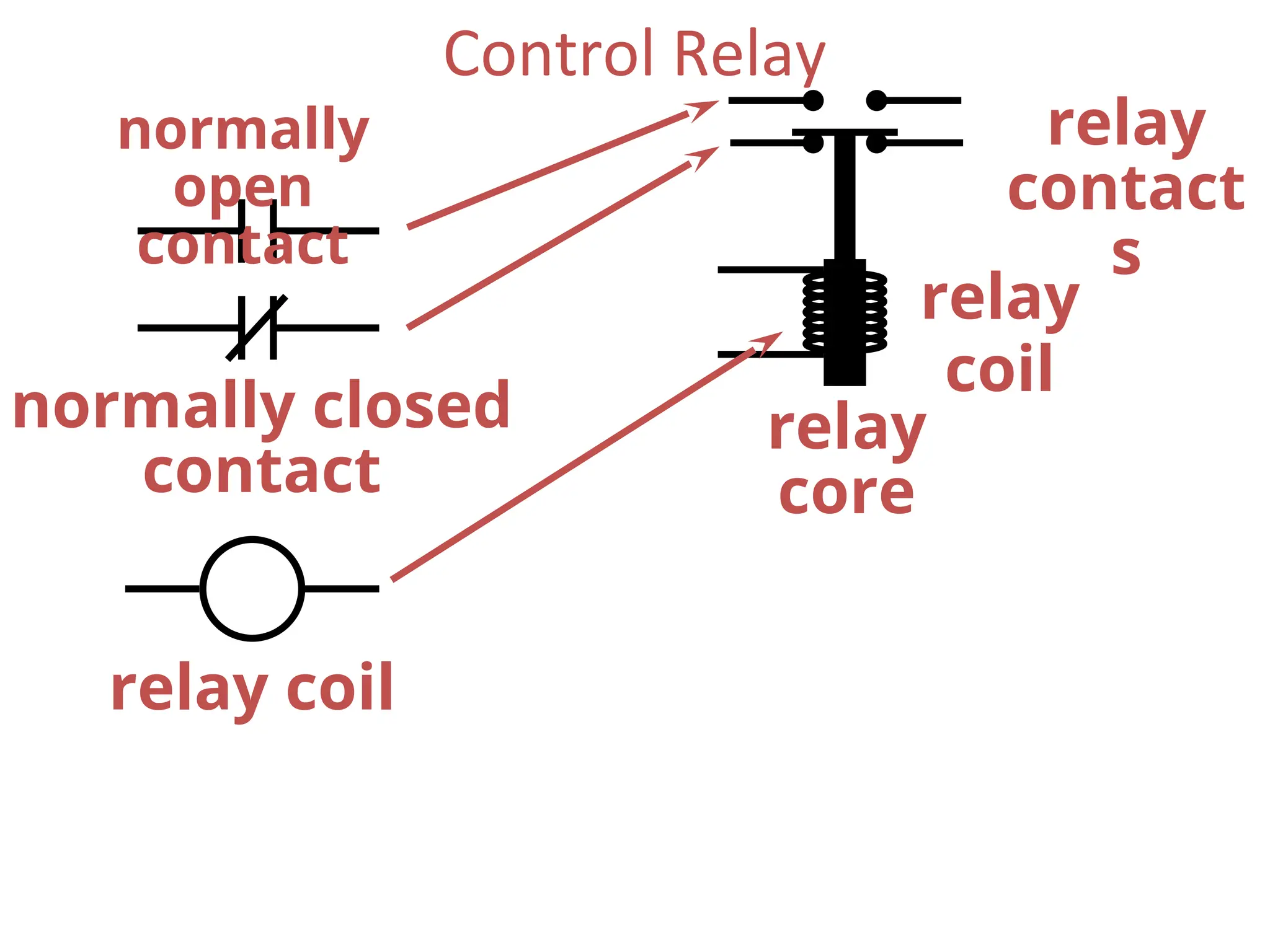
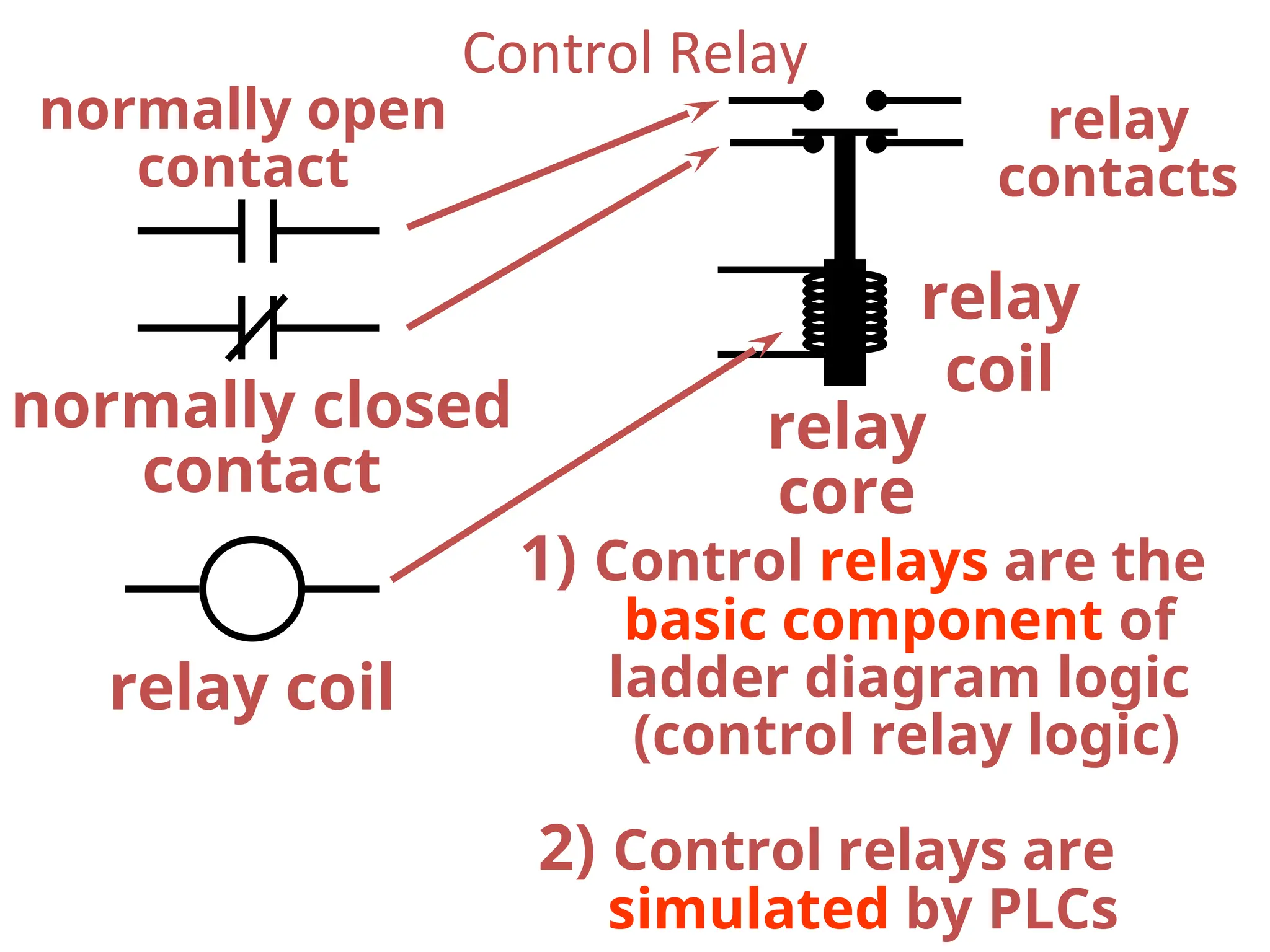
relay coil
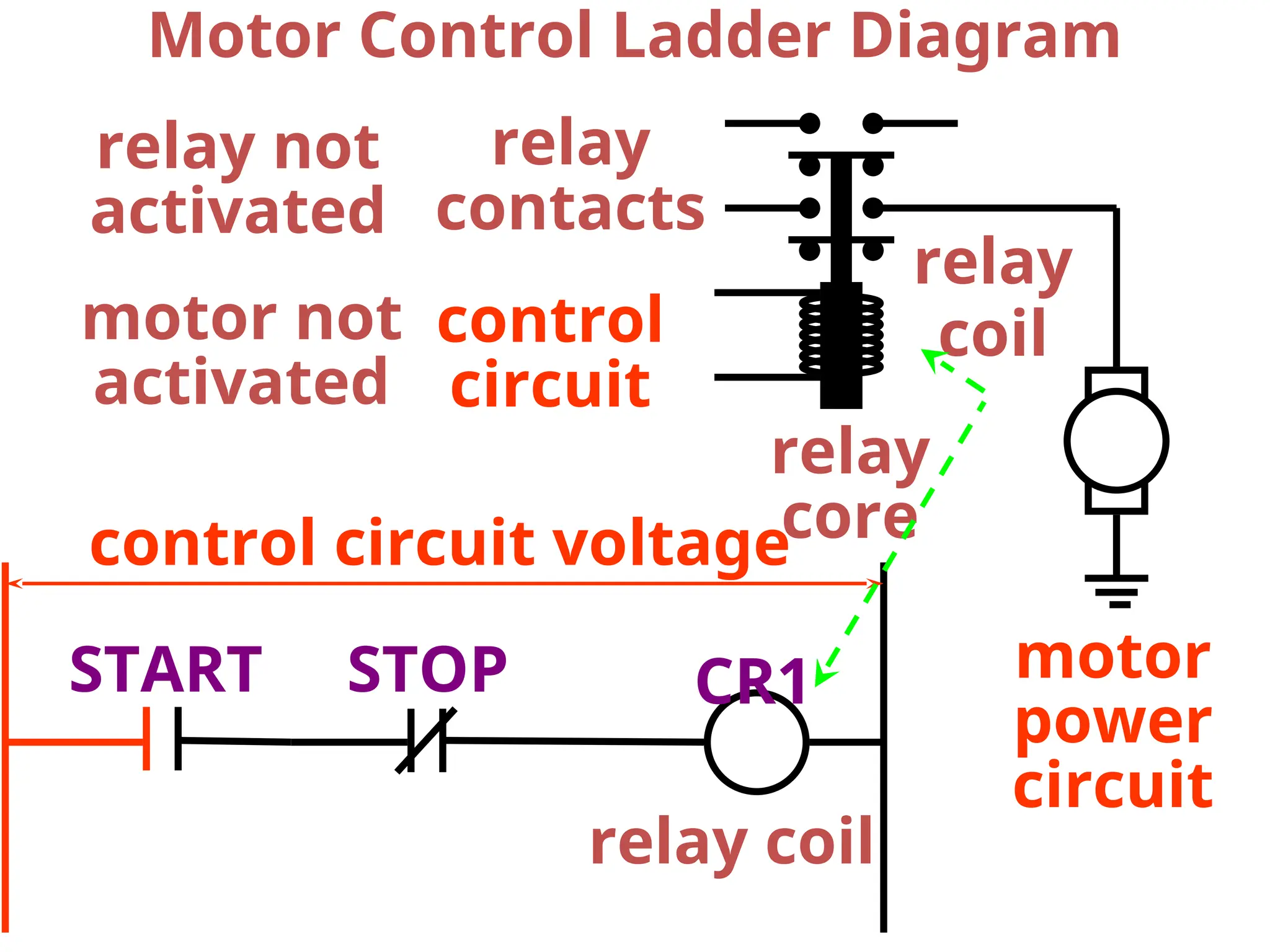
control circuit voltage
relay
coil
motor
power
circuit
control
circuit
relay
contacts
relay
core
relay not
activated
motor not
activated
CR1
START STOP
42.
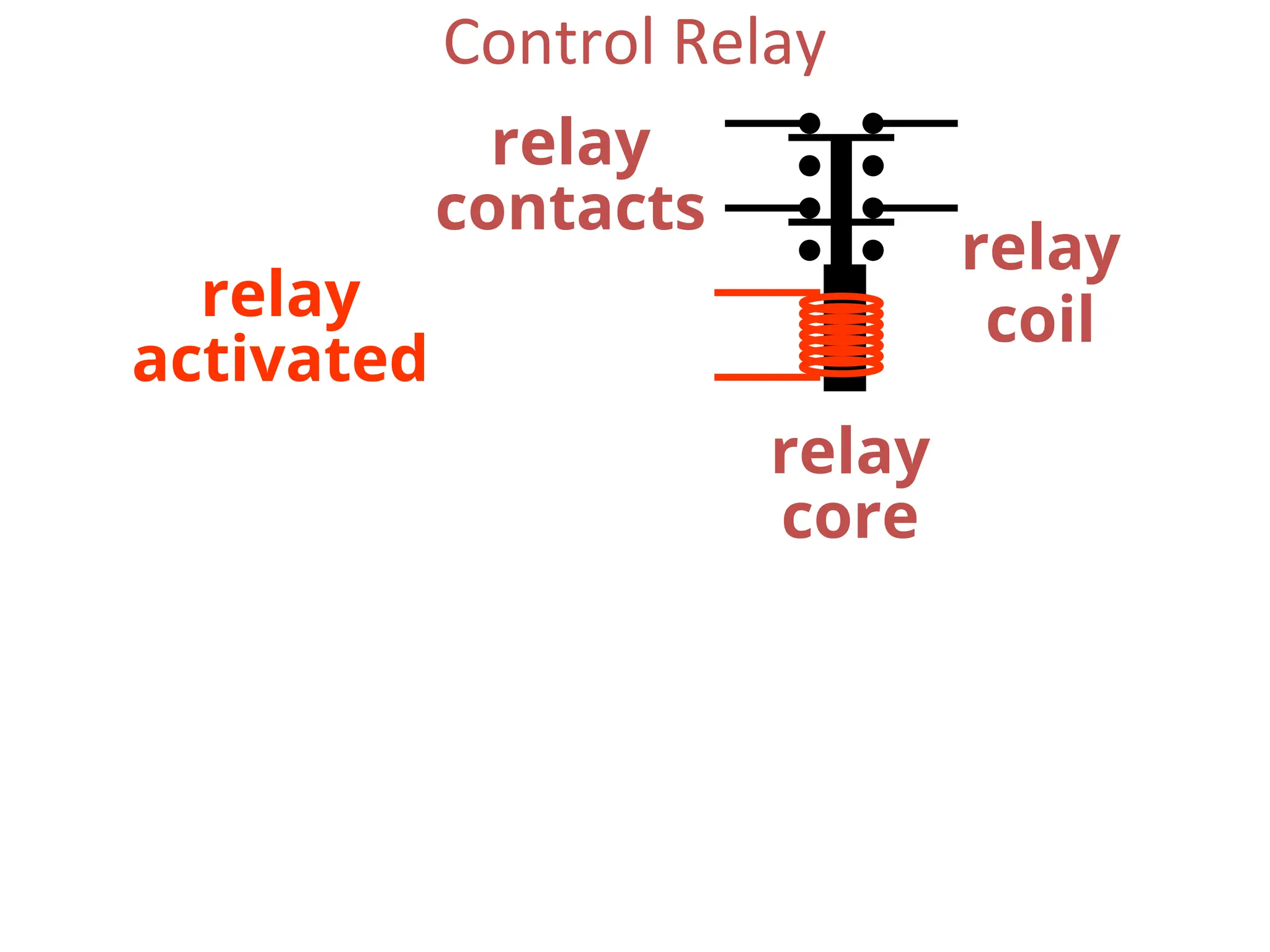
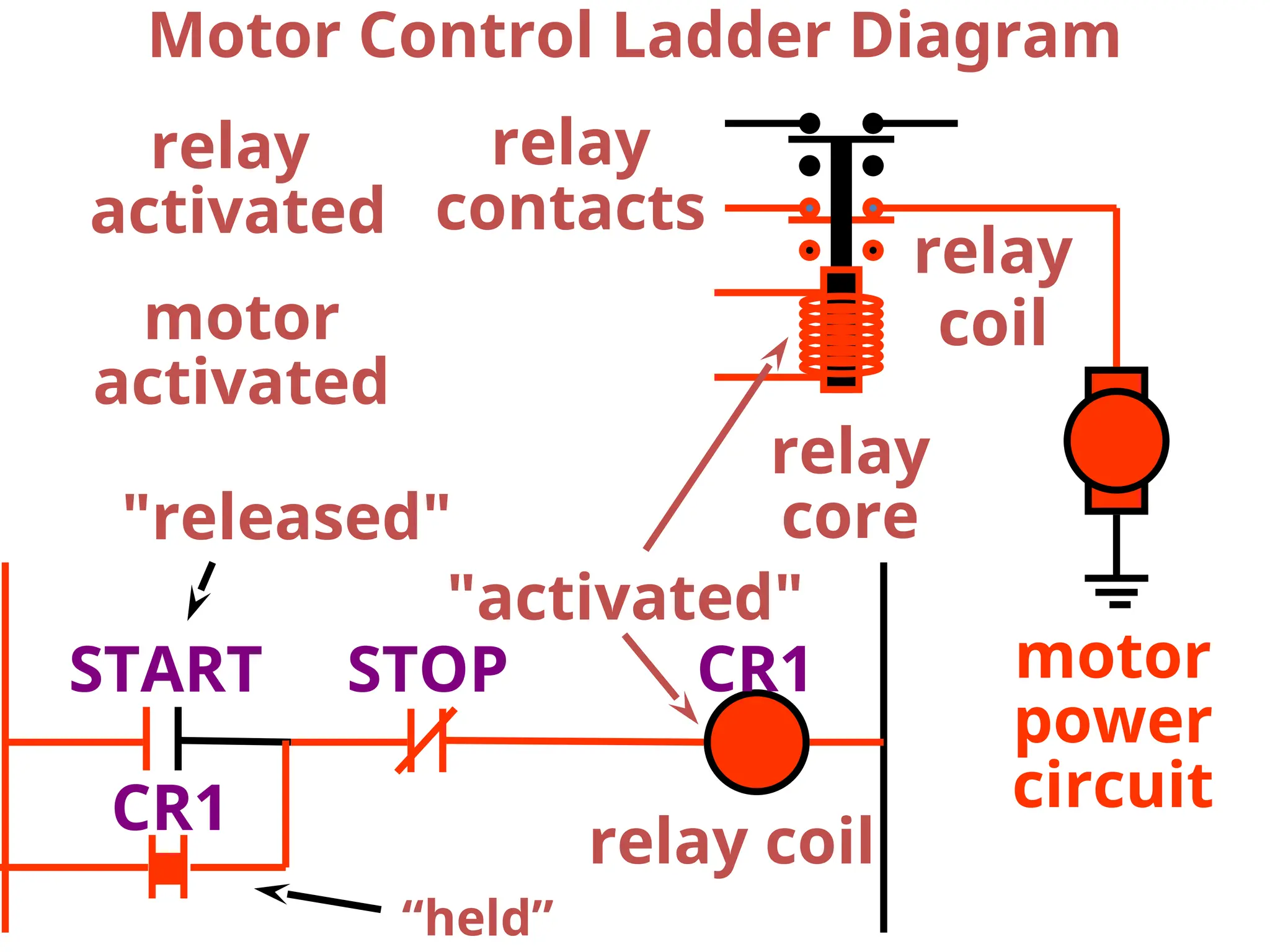
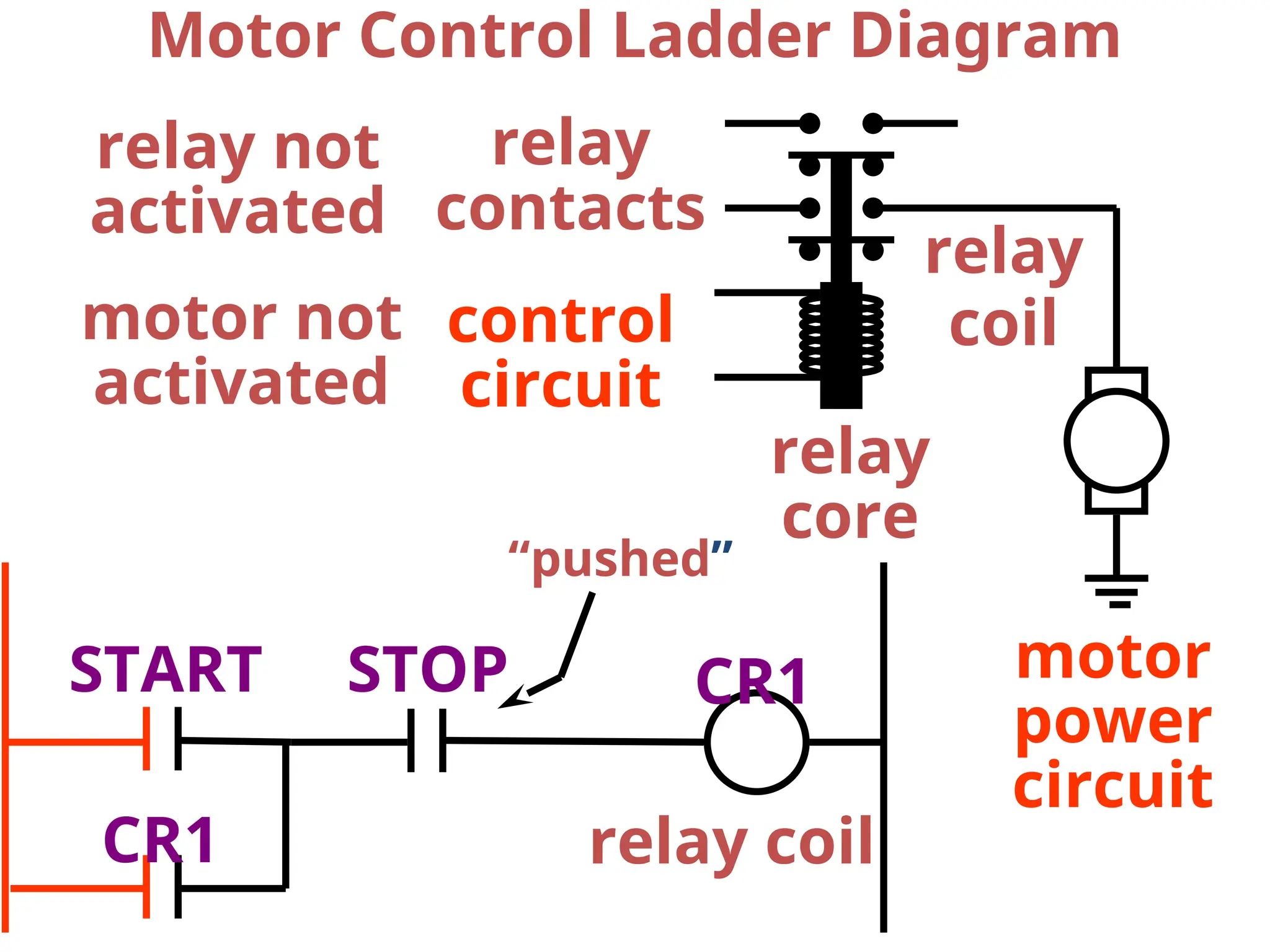
Motor Control LadderDiagram
relay coil
relay
coil
motor
power
circuit
relay
contacts
relay
core
relay
activated
motor
activated
CR1
START STOP
relay
core
"pushed"
"activated"
43.
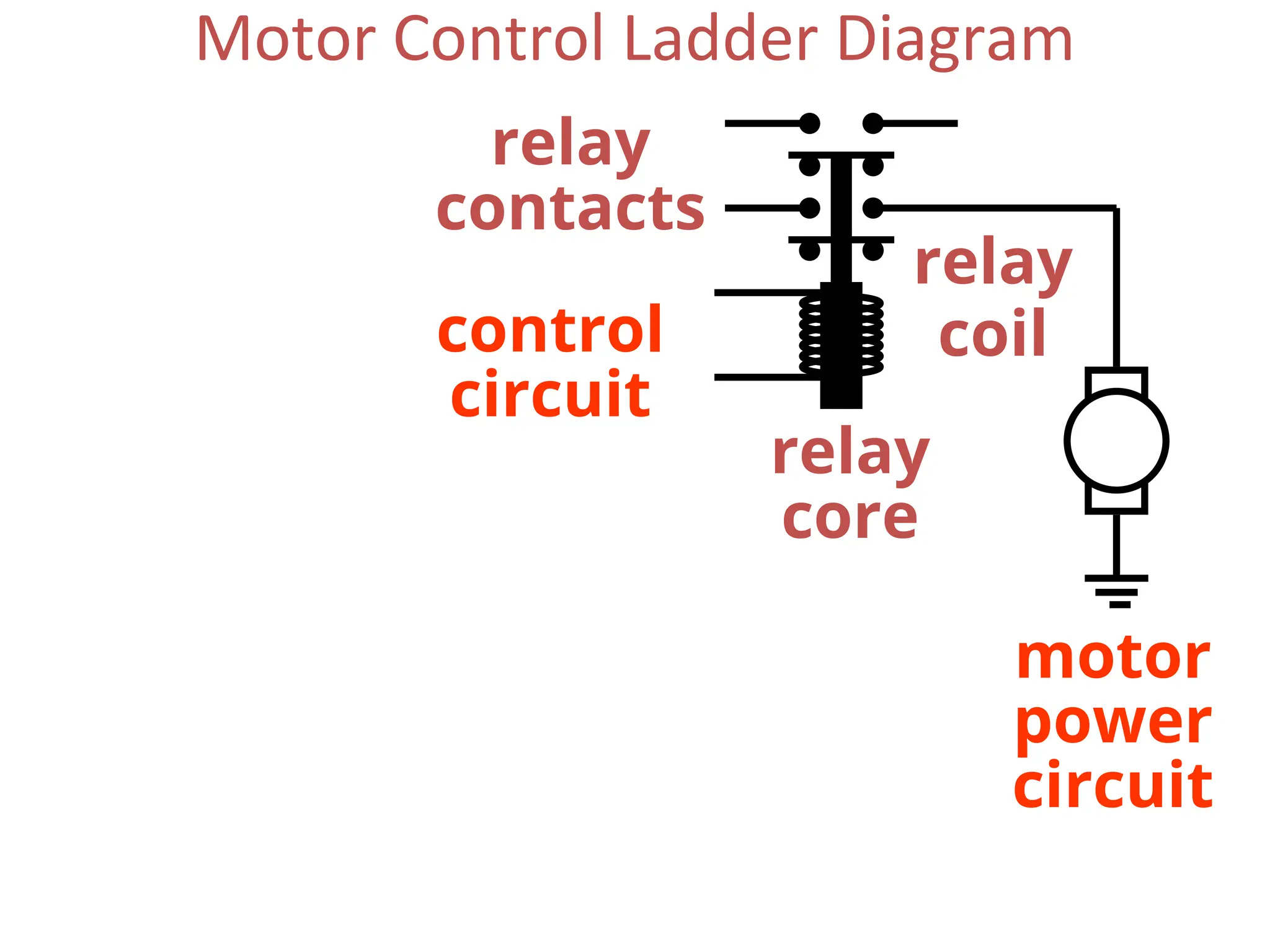
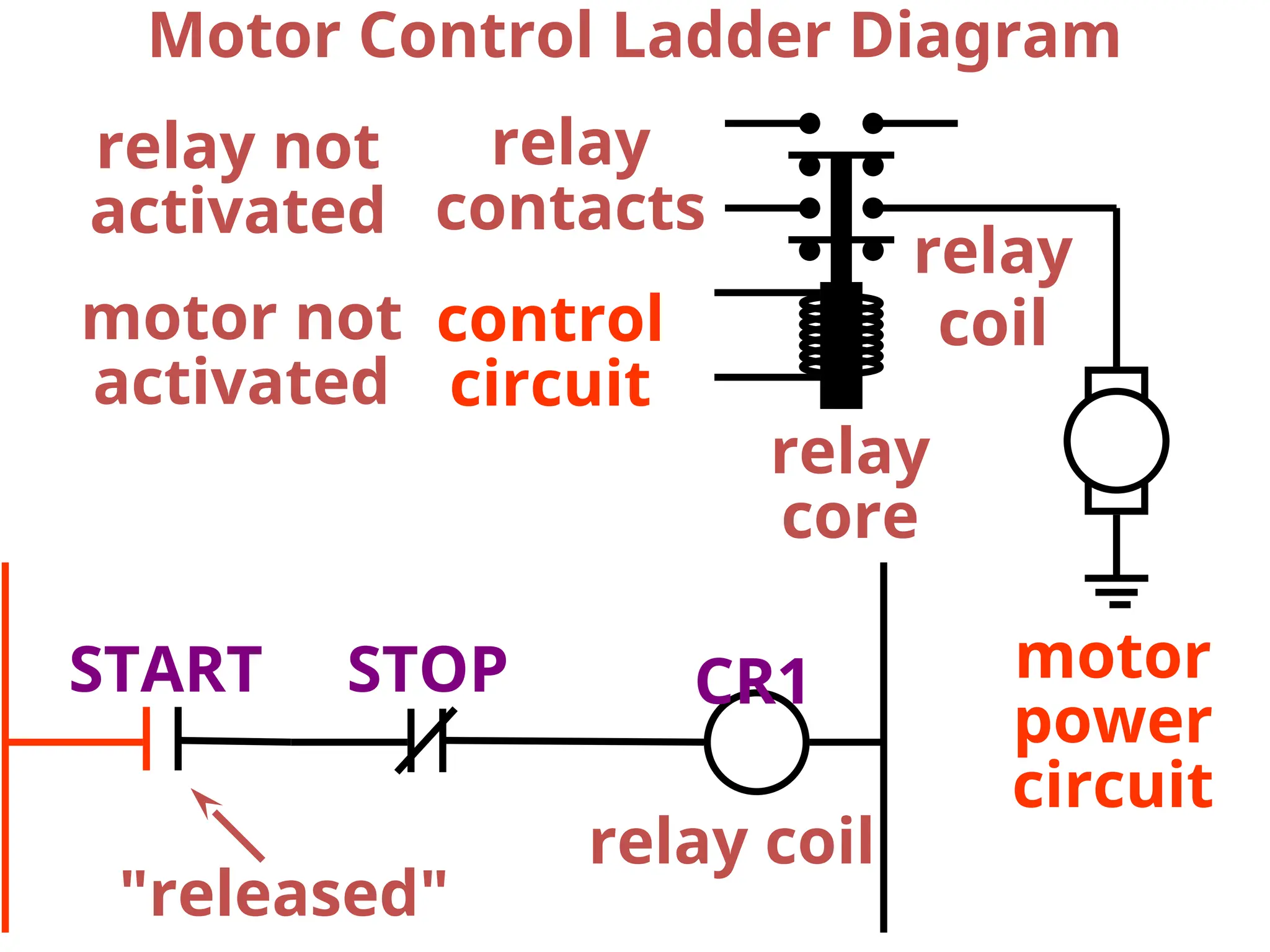
Motor Control LadderDiagram
relay coil
relay
coil
motor
power
circuit
control
circuit
relay
contacts
relay
core
relay not
activated
motor not
activated
CR1
START STOP
"released"
44.
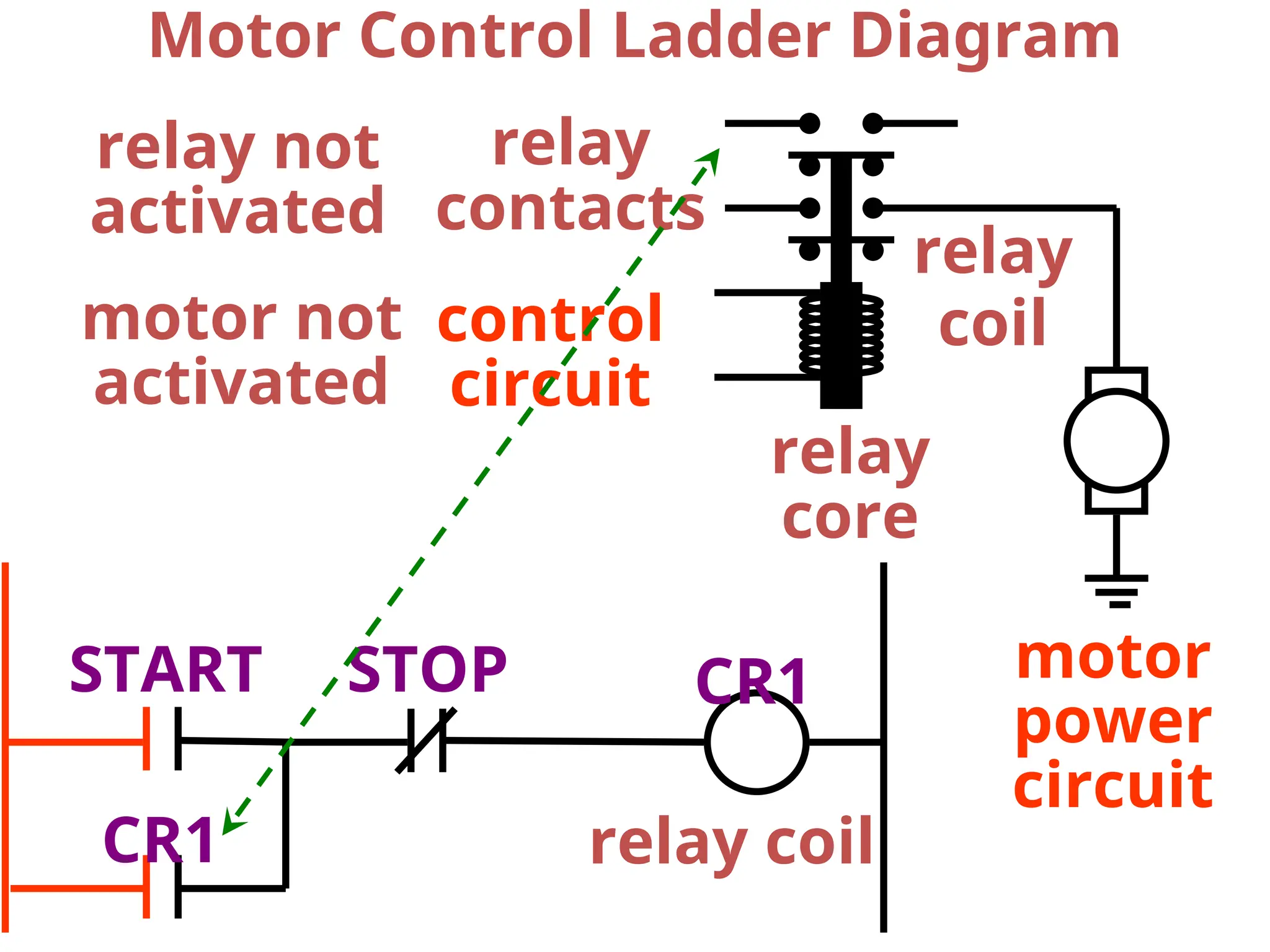
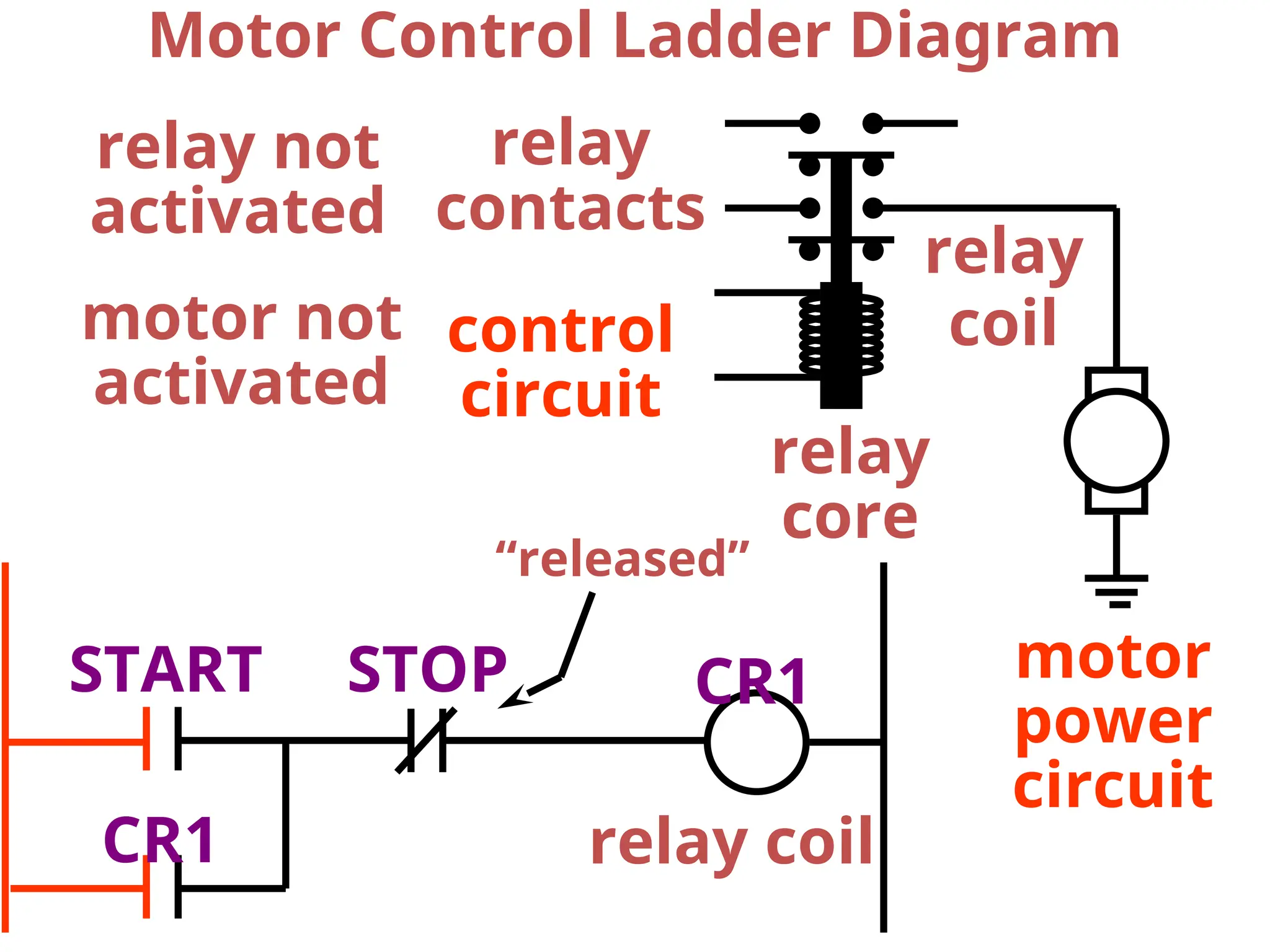
Motor Control LadderDiagram
relay coil
relay
coil
motor
power
circuit
control
circuit
relay
contacts
relay
core
relay not
activated
motor not
activated
CR1
START STOP
CR1
45.
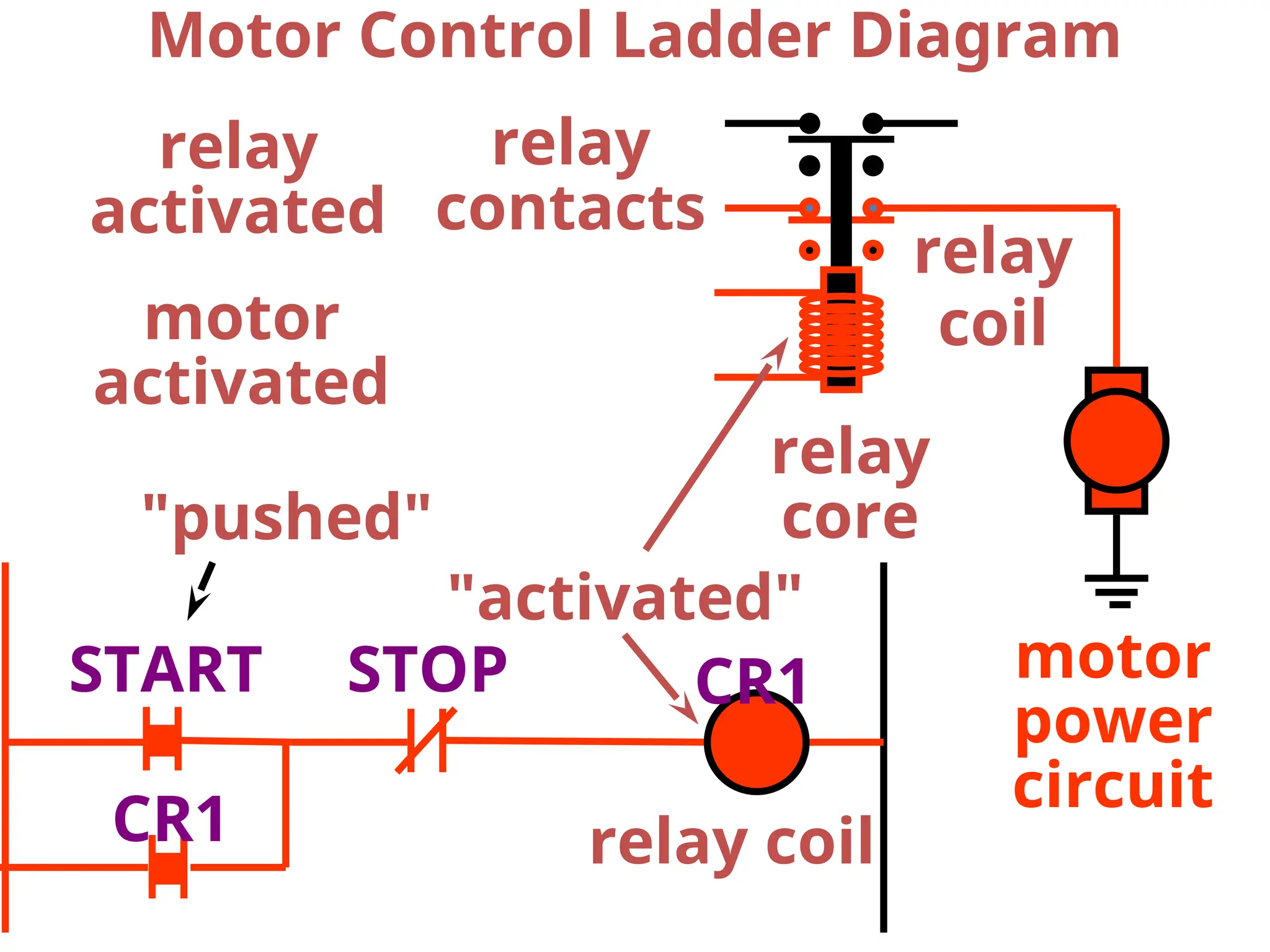
Motor Control LadderDiagram
relay coil
relay
coil
motor
power
circuit
relay
contacts
relay
core
relay
activated
motor
activated
CR1
START STOP
relay
core
"pushed"
"activated"
CR1
46.
Motor Control LadderDiagram
relay coil
relay
coil
motor
power
circuit
relay
contacts
relay
core
relay
activated
motor
activated
CR1
START STOP
relay
core
"released"
"activated"
“held”
CR1
47.
Motor Control LadderDiagram
relay coil
relay
coil
motor
power
circuit
control
circuit
relay
contacts
relay
core
relay not
activated
motor not
activated
CR1
START STOP
CR1
“pushed”
48.
Motor Control LadderDiagram
relay coil
relay
coil
motor
power
circuit
control
circuit
relay
contacts
relay
core
relay not
activated
motor not
activated
CR1
START STOP
CR1
“released”
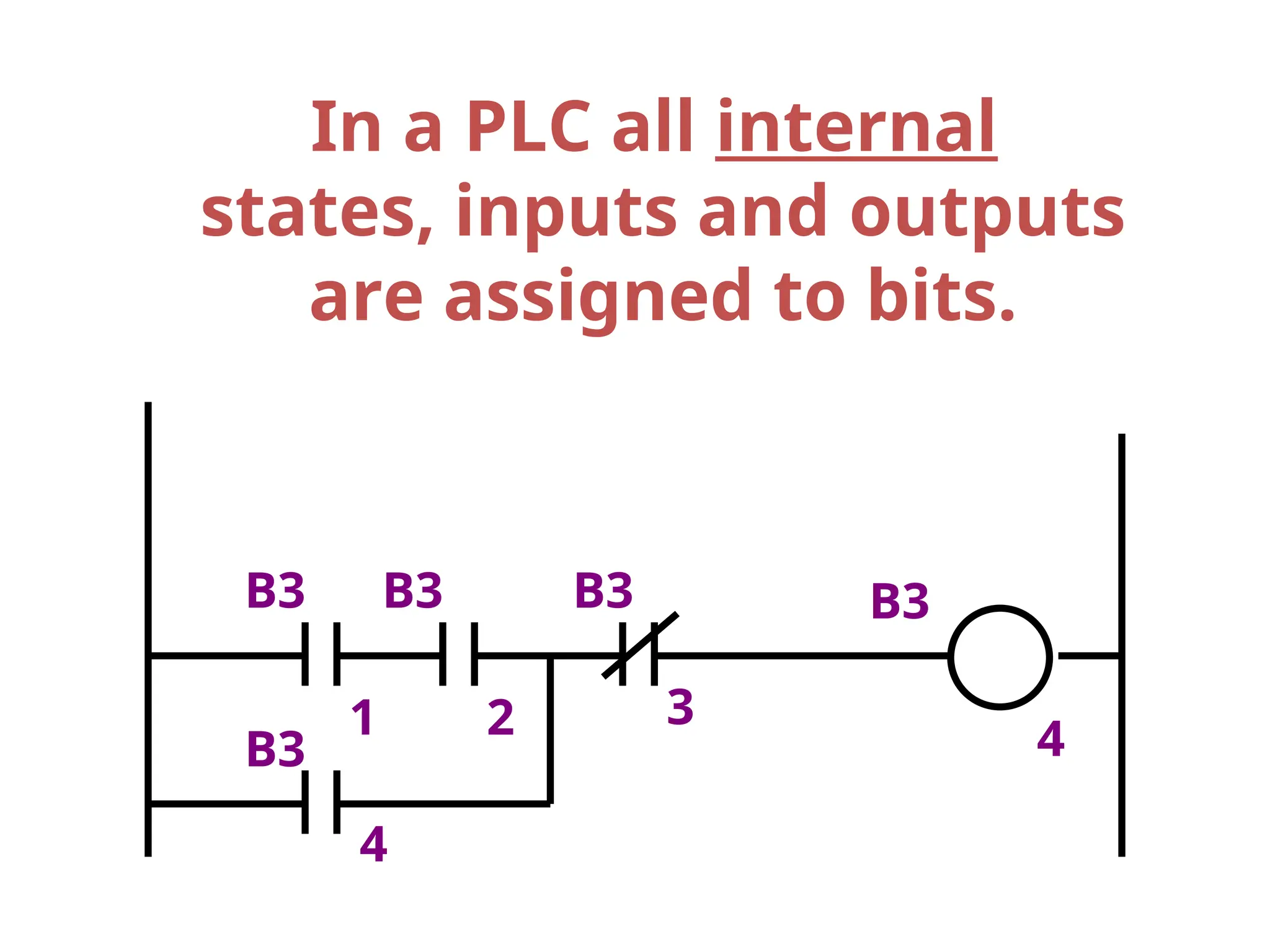
Ladder Logic Concepts
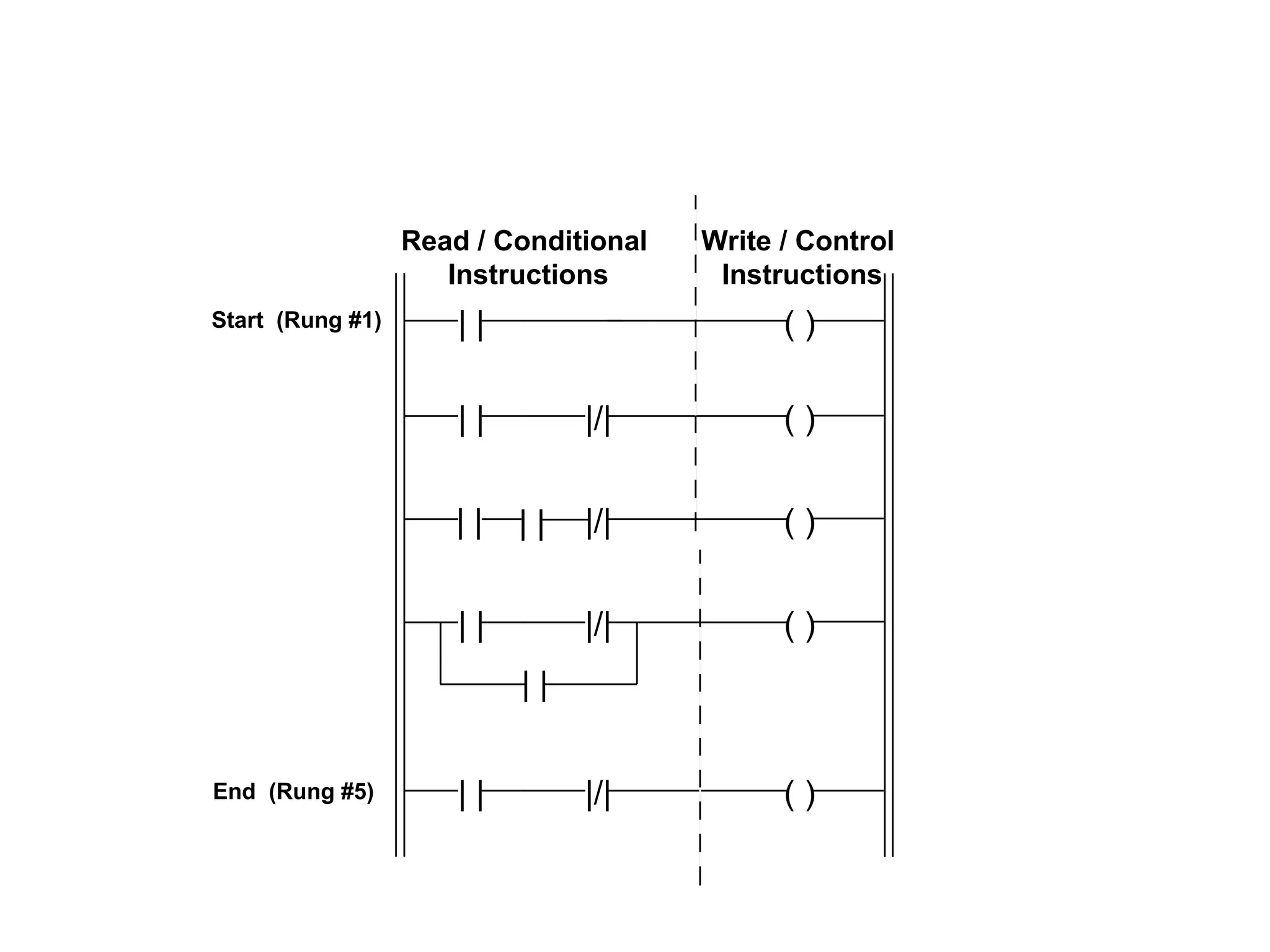
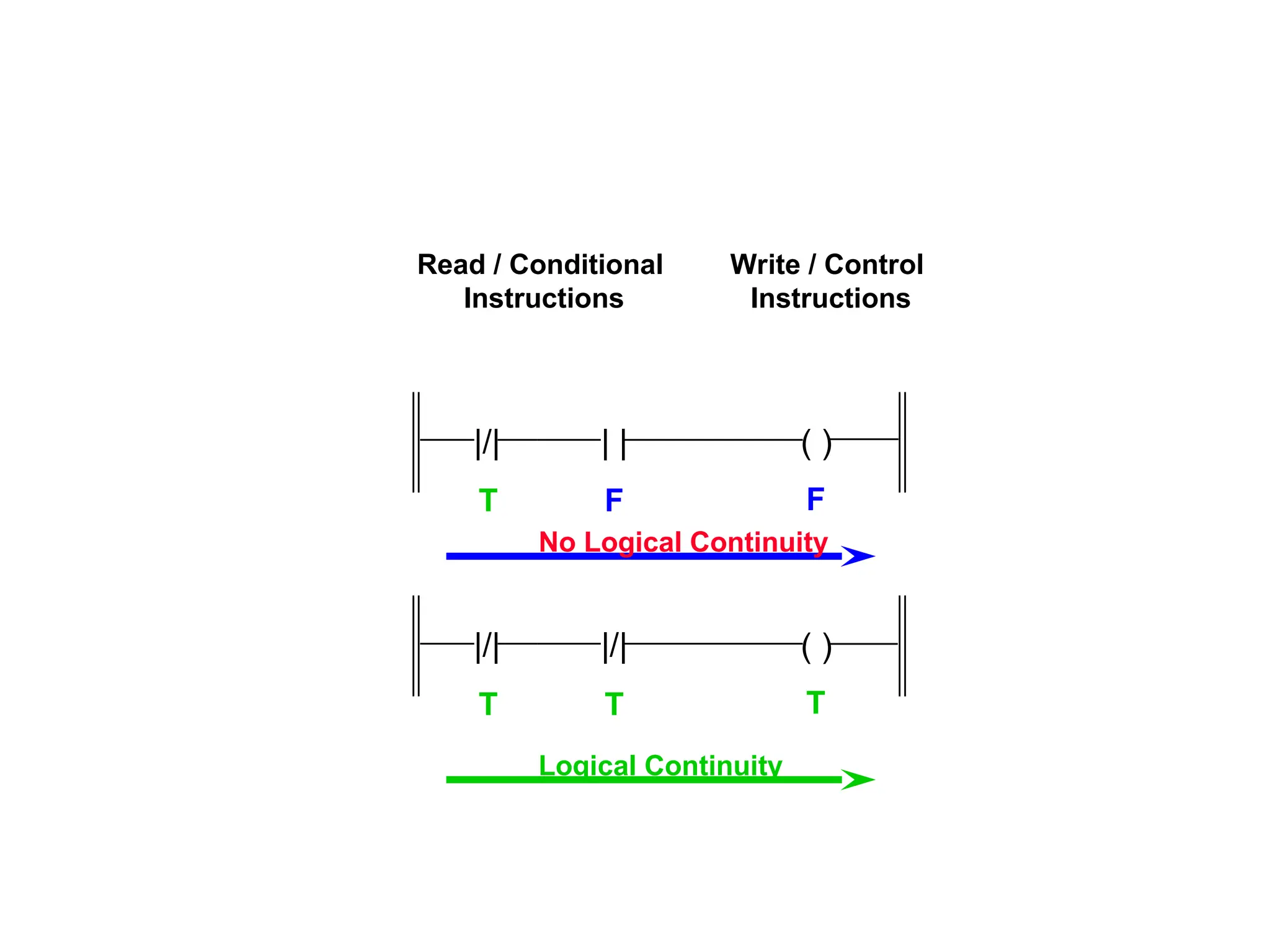
Read/ Conditional
Instructions
Write / Control
Instructions
No Logical Continuity
|/| | |
T F F
|/| |/|
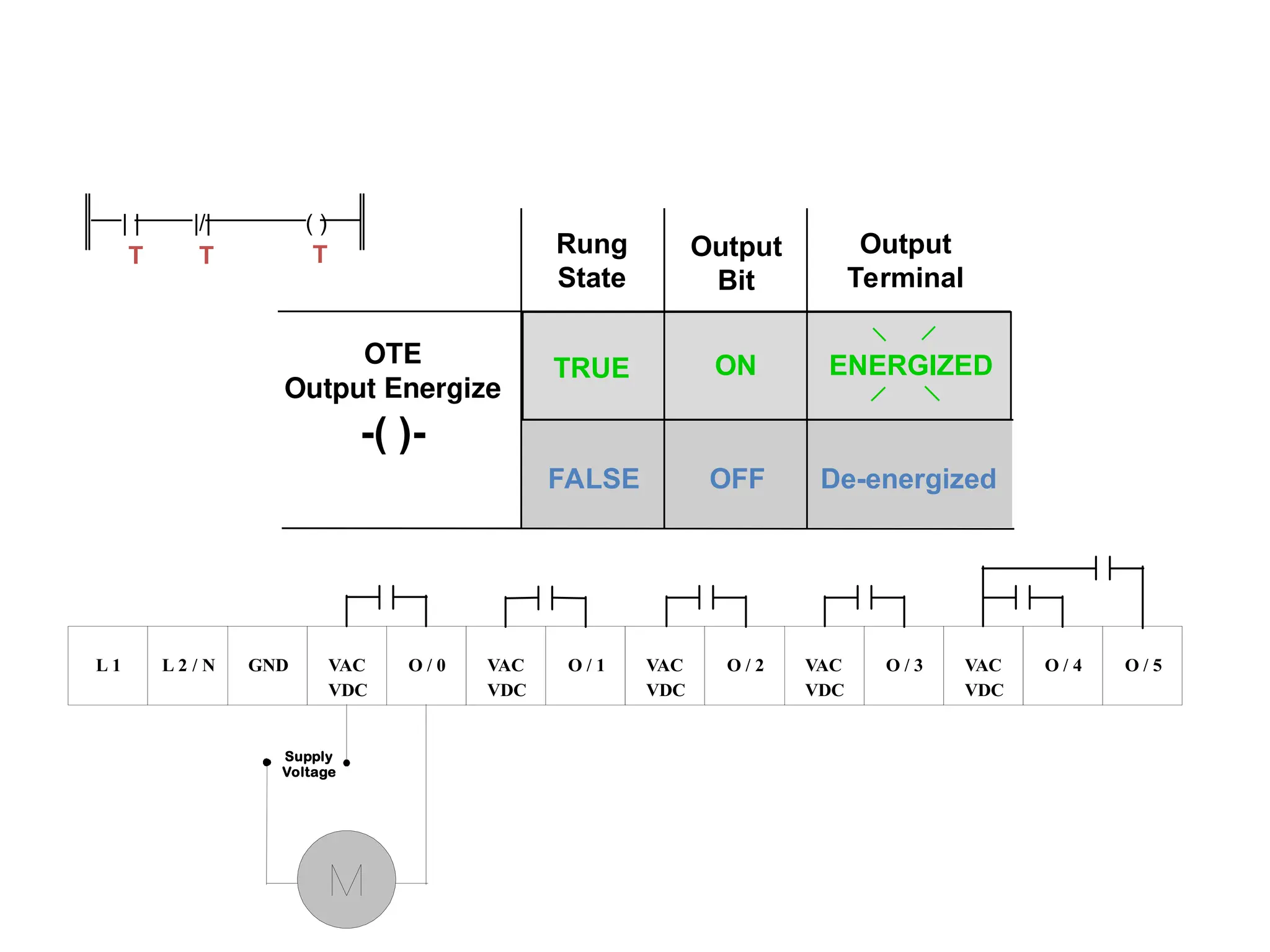
( )
( )
T T T
Logical Continuity
54.
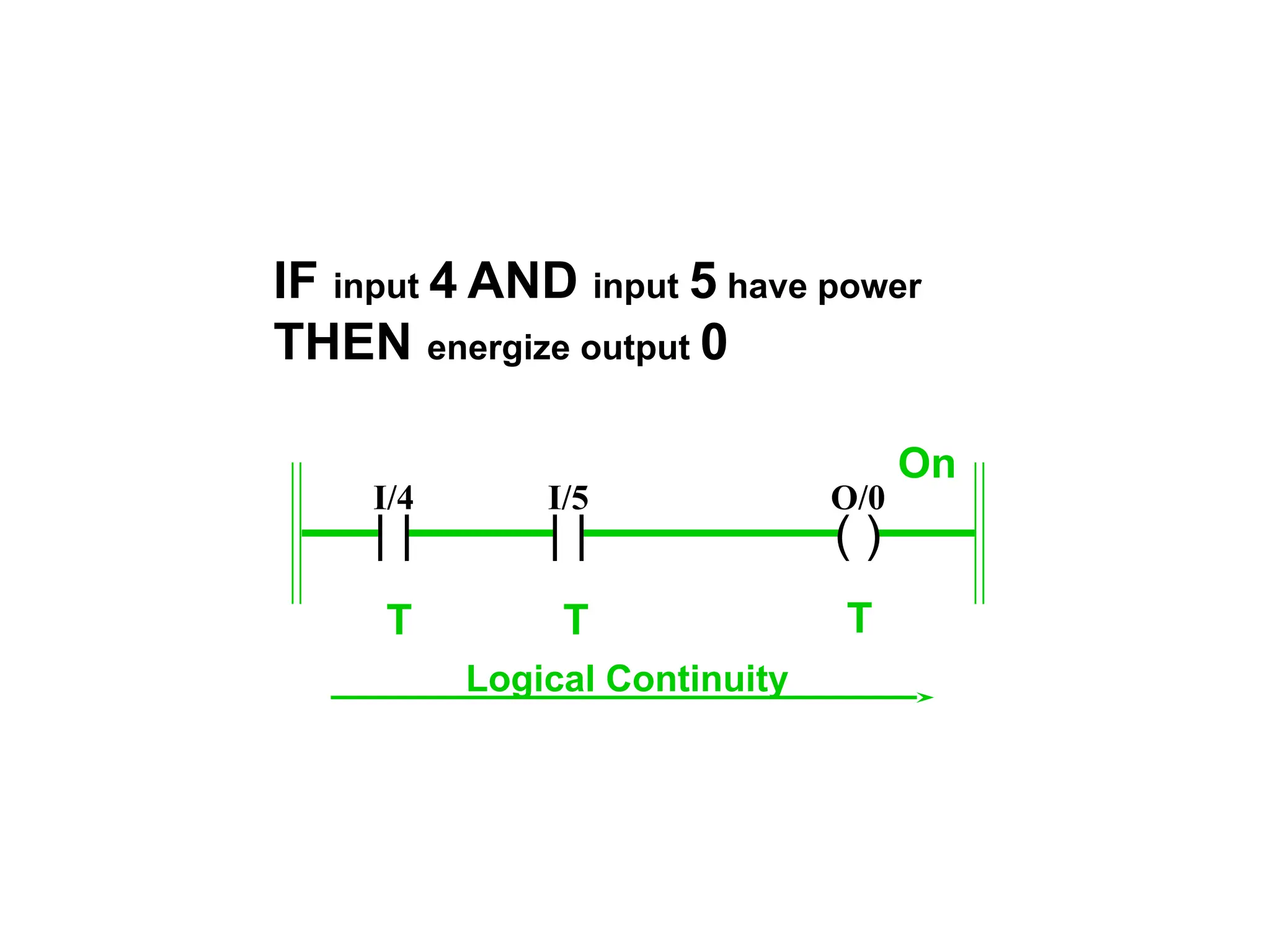
Logical AND Construction
IFinput 4 AND input 5 have power
THEN energize output 0
| |
I/4
| |
I/5
( )
O/0
Logical Continuity
T T T
On
55.
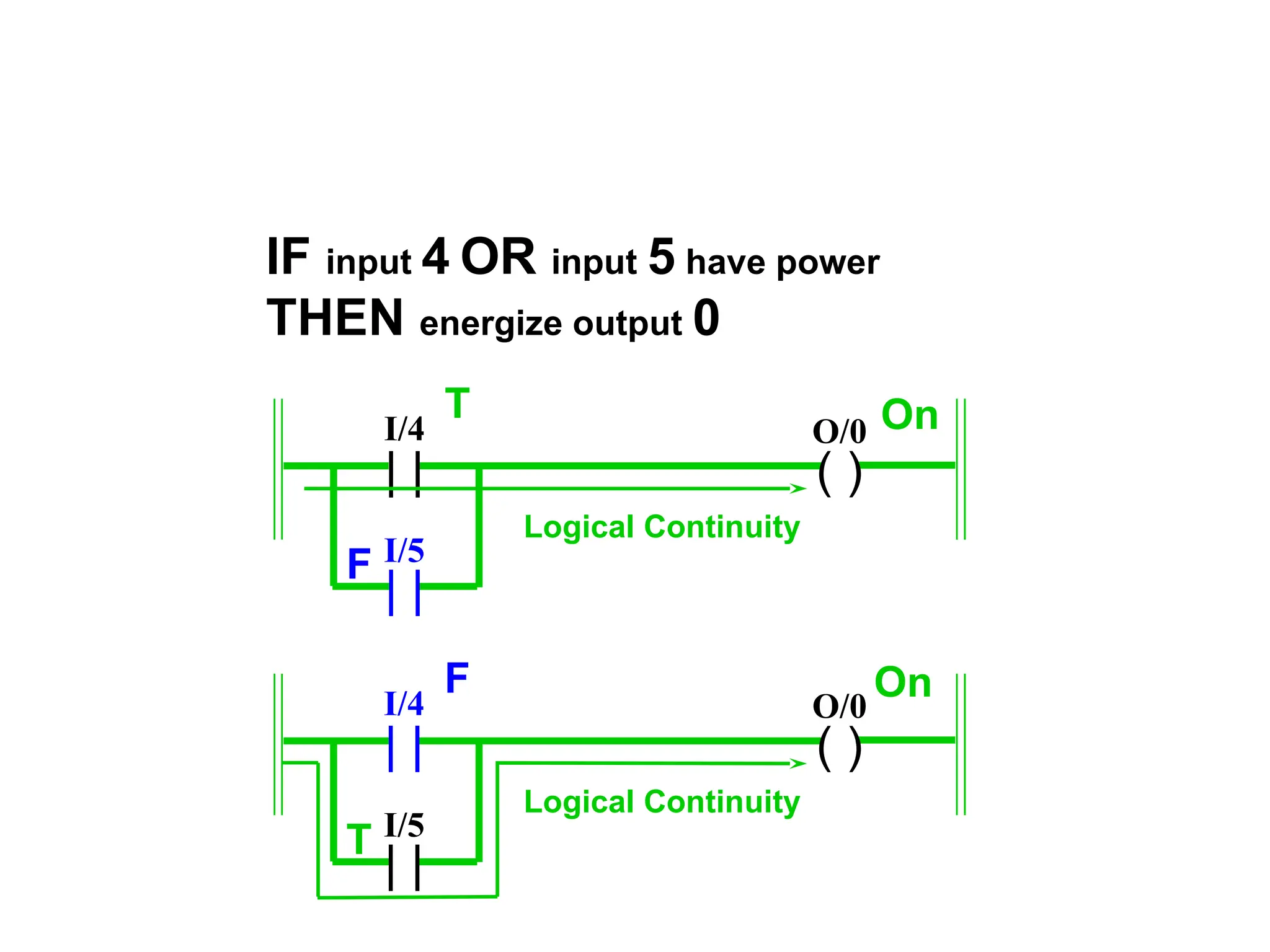
Logical OR Construction
IFinput 4 OR input 5 have power
THEN energize output 0
| |
I/4
| |
I/5
( )
O/0
Logical Continuity
F
T
On
| |
I/4
| |
I/5
( )
O/0
Logical Continuity
T
F
On
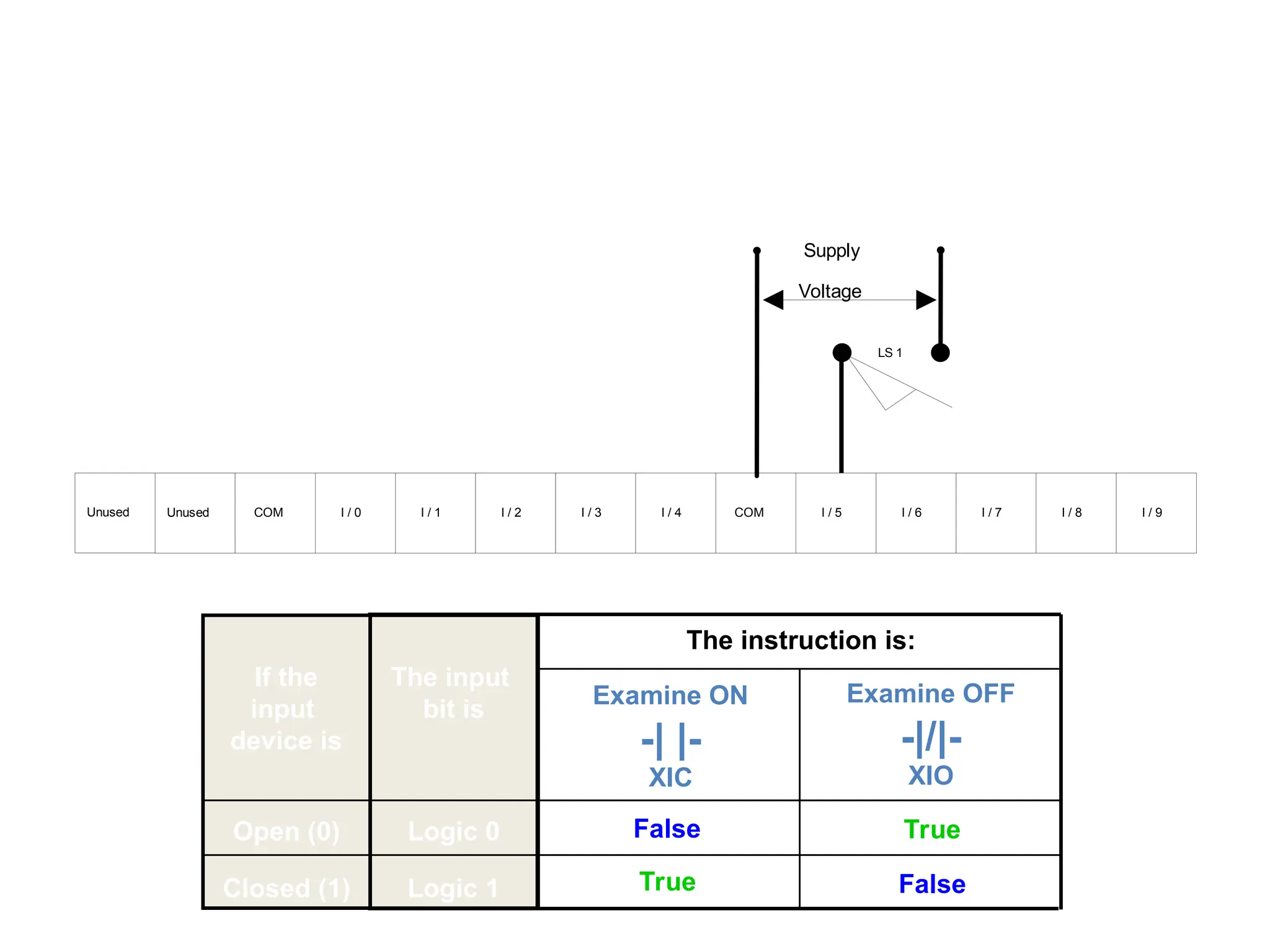
Read Instructions
Unused I/ 2
I / 1
I / 0
COM I / 3 I / 6
I / 5
COM
I / 4 I / 7 I / 9
I / 8
Supply
Voltage
Unused
LS 1
False
True
Examine OFF
-|/|-
XIO
False
The instruction is:
The input
bit is
Logic 0
Logic 1 True
Examine ON
-| |-
XIC
If the
input
device is
Open (0)
Closed (1)
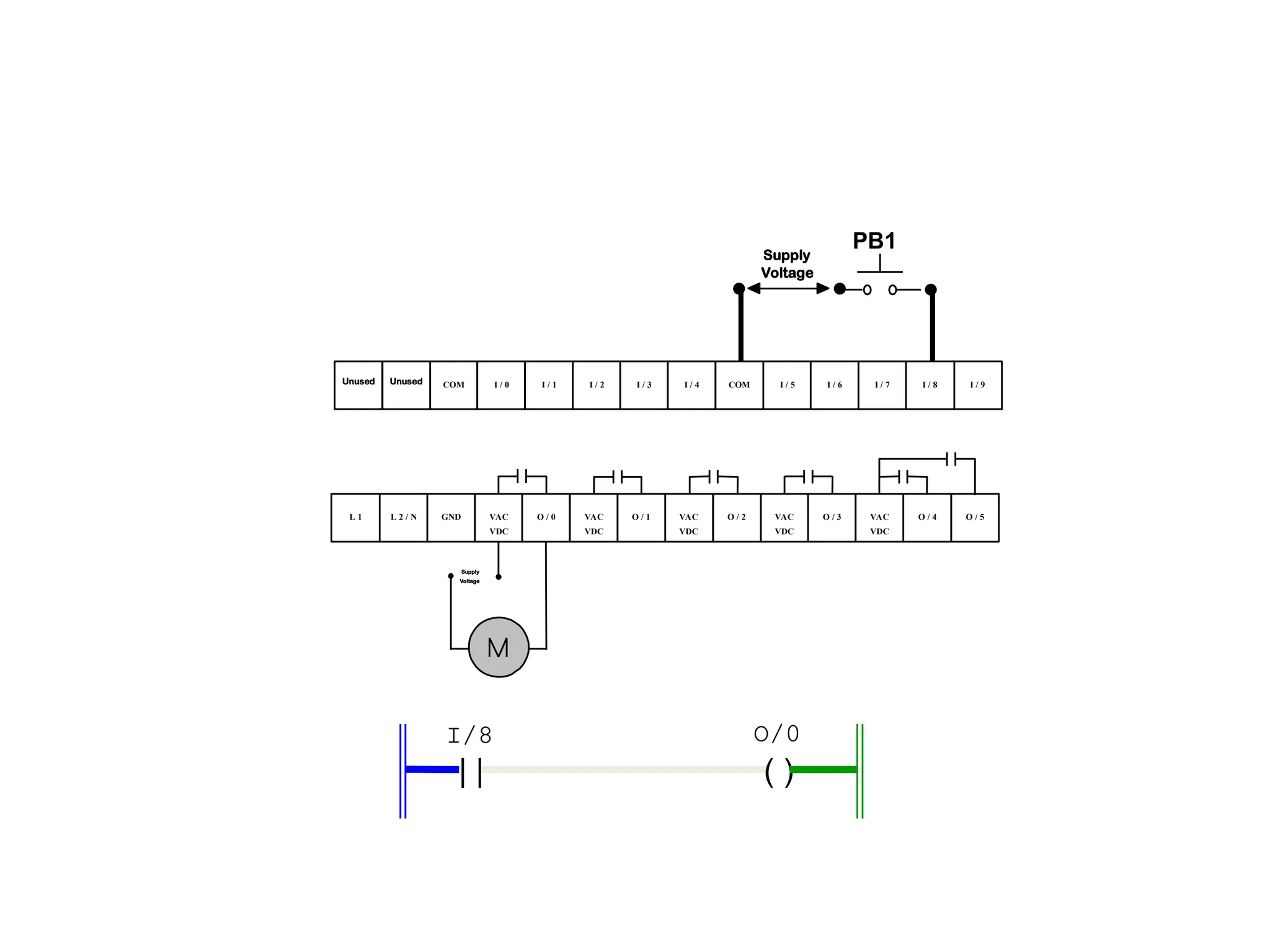
Putting it Together
|| ( )
I/8 O/0
GND
L 1 O / 0
VAC
VDC
L 2 / N VAC
VDC
VAC
VDC
O / 2
VAC
VDC
O / 1 O / 3 O / 5
O / 4
VAC
VDC
Supply
Voltage
Unused I / 2
I / 1
I / 0
COM I / 3 I / 6
I / 5
COM
I / 4 I / 7 I / 9
I / 8
Supply
Voltage
Unused
PB1
Motor
Solenoid 1 Solenoid2
Solenoid 3
Sensor 1
Sensor 2
Ingredient A Ingredient B
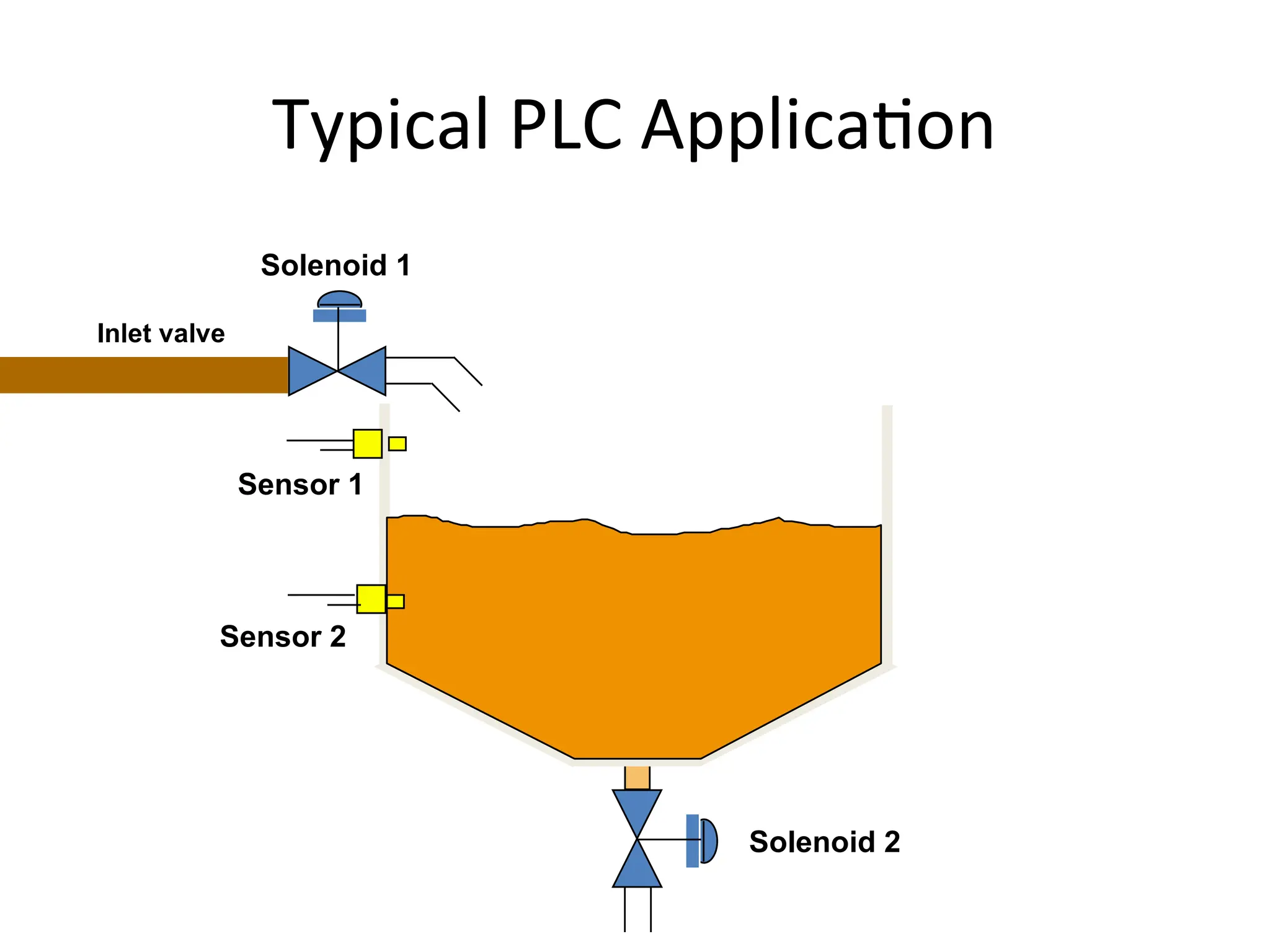
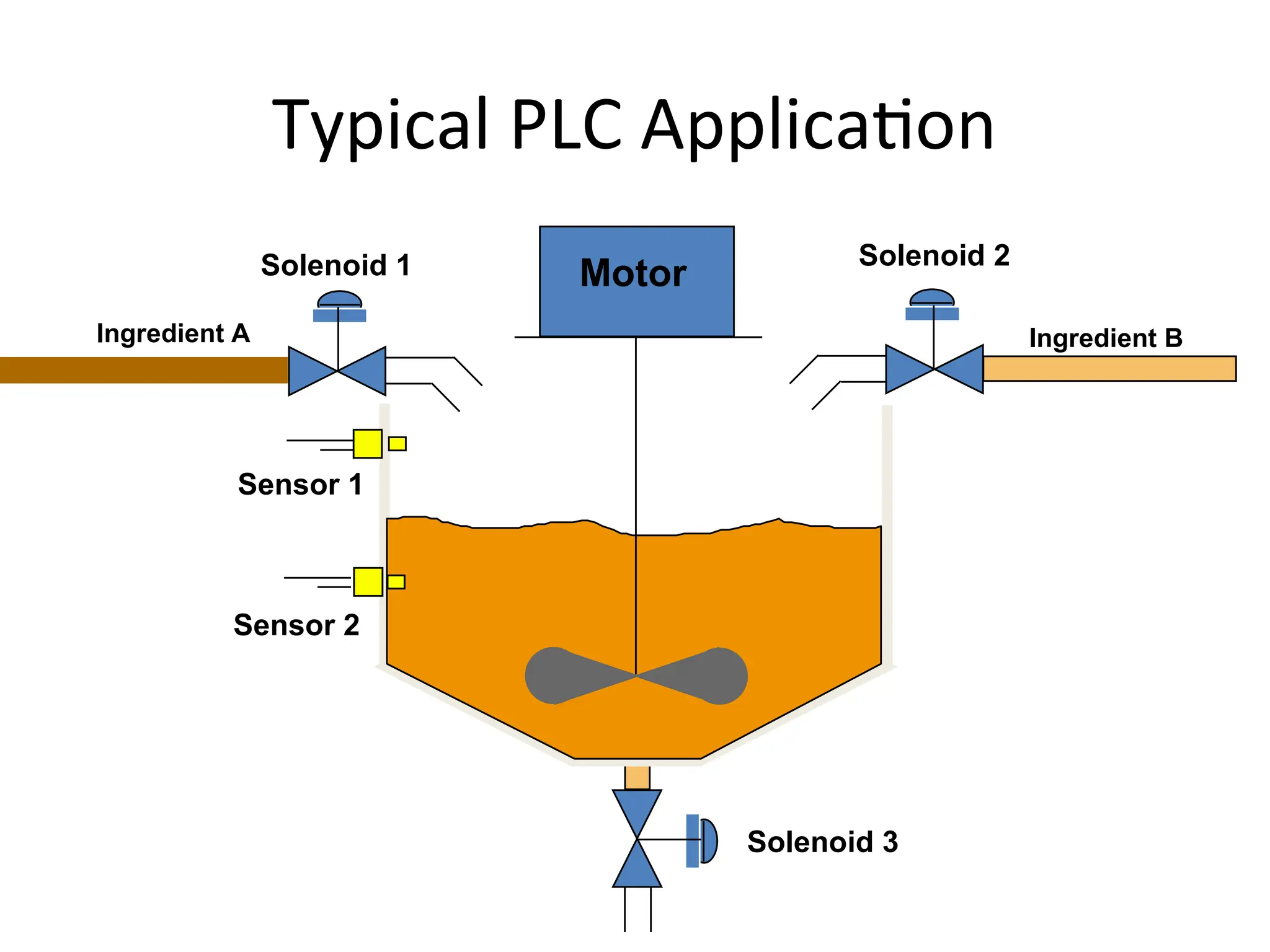
Typical PLC Application
67.
Motor
Solenoid 1 Solenoid2
Solenoid 3
Sensor 1
Sensor 2
Ingredient
A
Ingredient
B
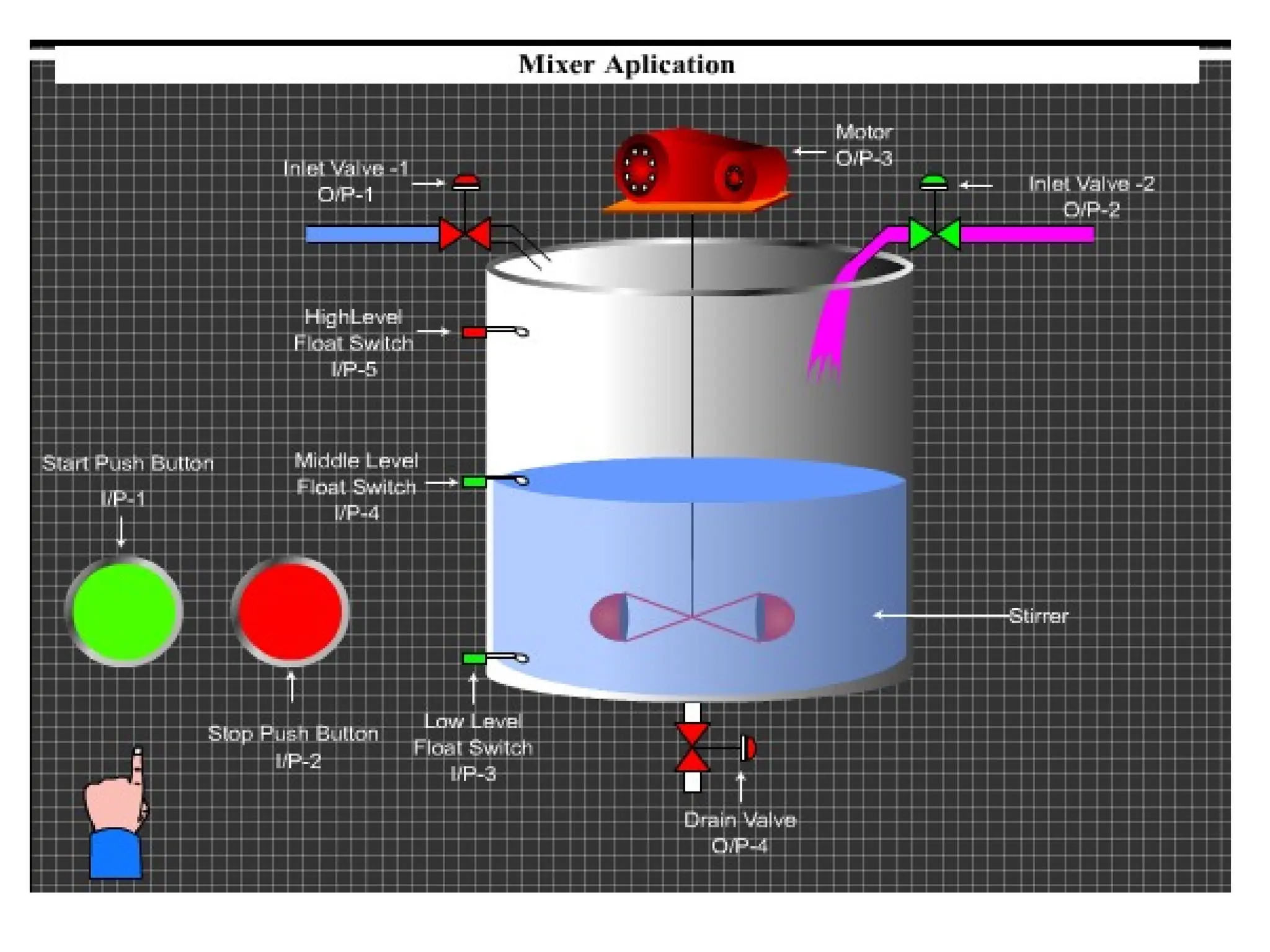
Operation of Mixer (Sequence of
Control)
• Solenoid 1
– On = Sol 3 is off, and Motor is off,
and Sensor 2 is off, and Auto
Switch is on
– Off = Sol 3 is on, or Motor is on, or
Sensor 2 is on
• Solenoid 2
– On = Sol 3 is off, and Motor is off,
and Sensor 2 is on
– Off = Sol 3 is on, or Motor is on, or
Sensor 1 is on
• Motor
– On = Sensor 1 is on, and Solenoid 2
is off, and Solenoid 1 is off
– Off = Solenoid 3 on
• Solenoid 3
– On = Sol 1 is off, and Sol 2 is off,
and Motor has run for 30 sec.
– Off = Solenoid 3 has been on for
60 sec.
73.
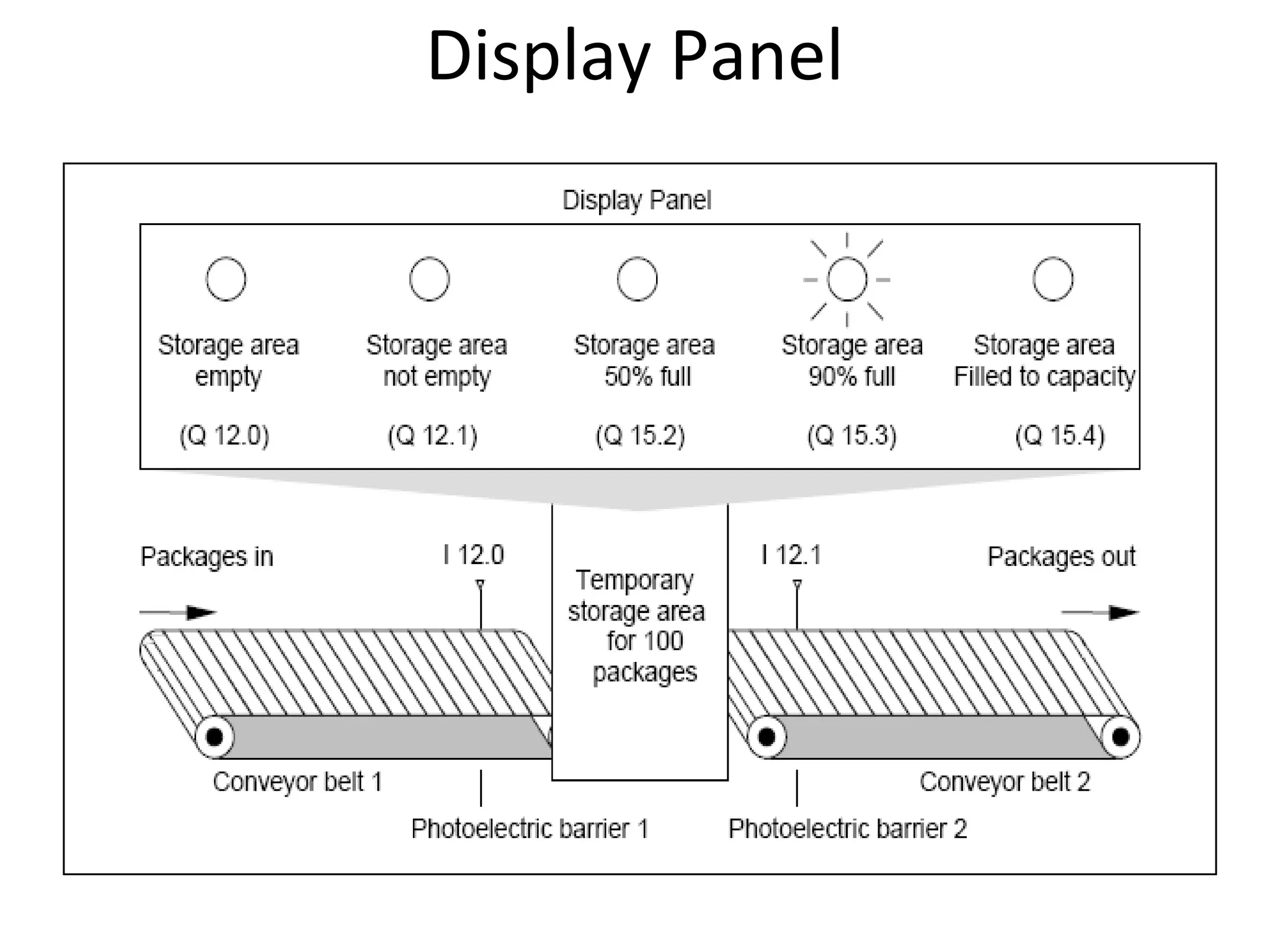
Storage Area withCounter and
Comparator
The following figure shows a system with two conveyor belts
and a temporary storage area in between them. Conveyor
belt 1 delivers packages to the storage area. A photoelectric
barrier at the end of conveyor belt 1 near the storage area
determines how many packages are delivered to the storage
area. Conveyor belt 2 transports packages from the
temporary storage area to a loading dock where trucks take
the packages away for delivery to customers. A photoelectric
barrier at the end of conveyor belt 2 near the storage area
determines how many packages leave the storage area to go
to the loading dock. A display panel with five lamps indicates
the fill level of the temporary storage area.
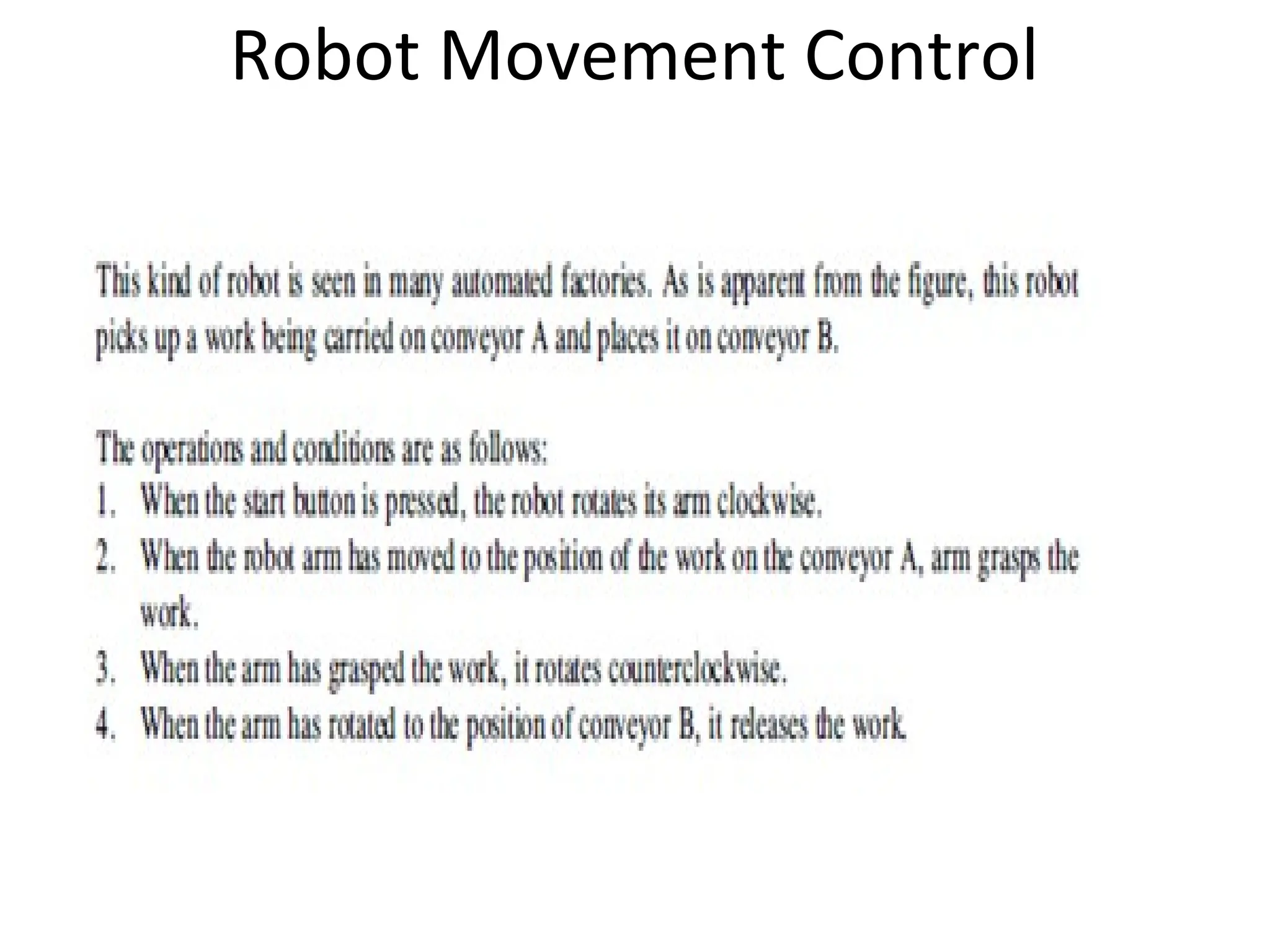
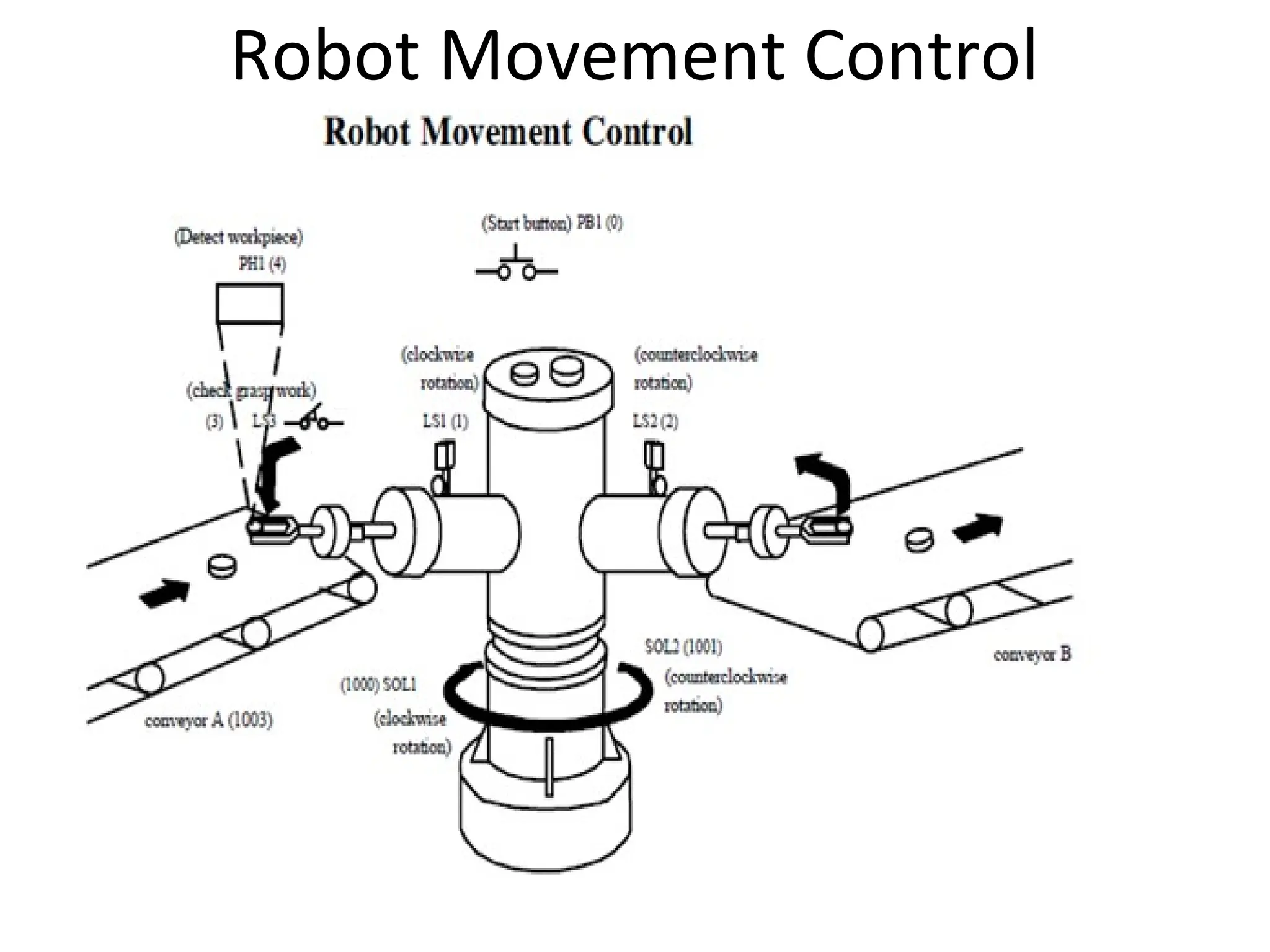
1. What arethe possible causes if the
Robot arm failed to grasp the product
form conveyer A?
2. What are the possible causes if the
Robot arm is unable to release the
product into conveyer B?
Editor's Notes
#6 Let us say that a push button is supposed to control the operation of a motor. In a traditional control system, the push button would be wired directly to the motor. In a PLC system, however, both the push button and the motor would be wired to the PLC instead. Then, the PLCs control program would complete the electrical circuit between the two, allowing the button to control the motor
#8 If you want a device in a PLC system to behave differently or to control a different process element, all you have to do is change the control program. In a traditional system, making this type of change would involve physically changing the wiring between the devices, a costly and time-consuming endeavor.
#10 Again, the similarities are virtually identical.
The primary enhancement is that if changes are needed, or if other logic or conditions need to be added, it’s as simple as a few keystrokes on the computer.
#11 Again, the similarities are virtually identical.
The primary enhancement is that if changes are needed, or if other logic or conditions need to be added, it’s as simple as a few keystrokes on the computer.
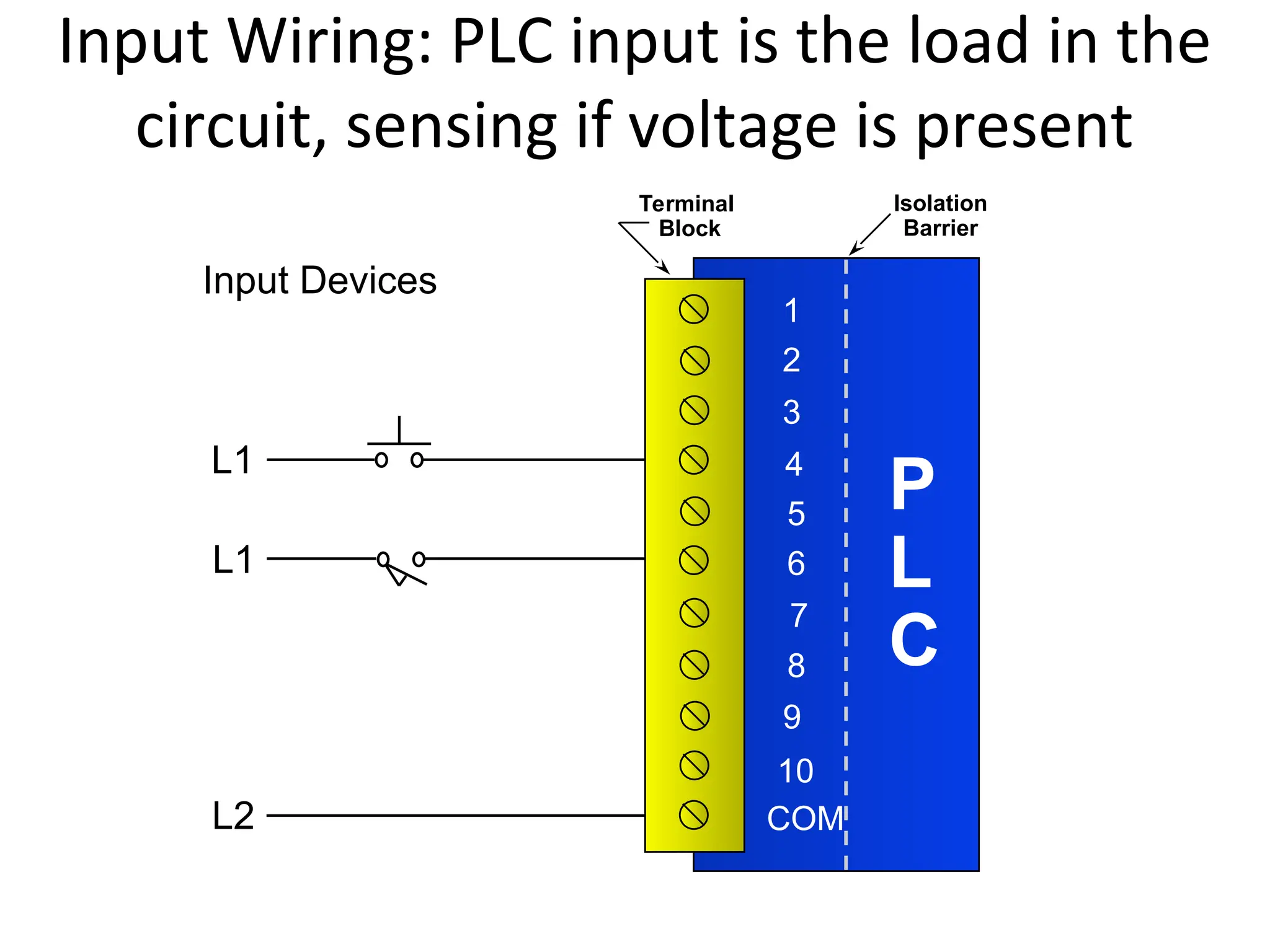
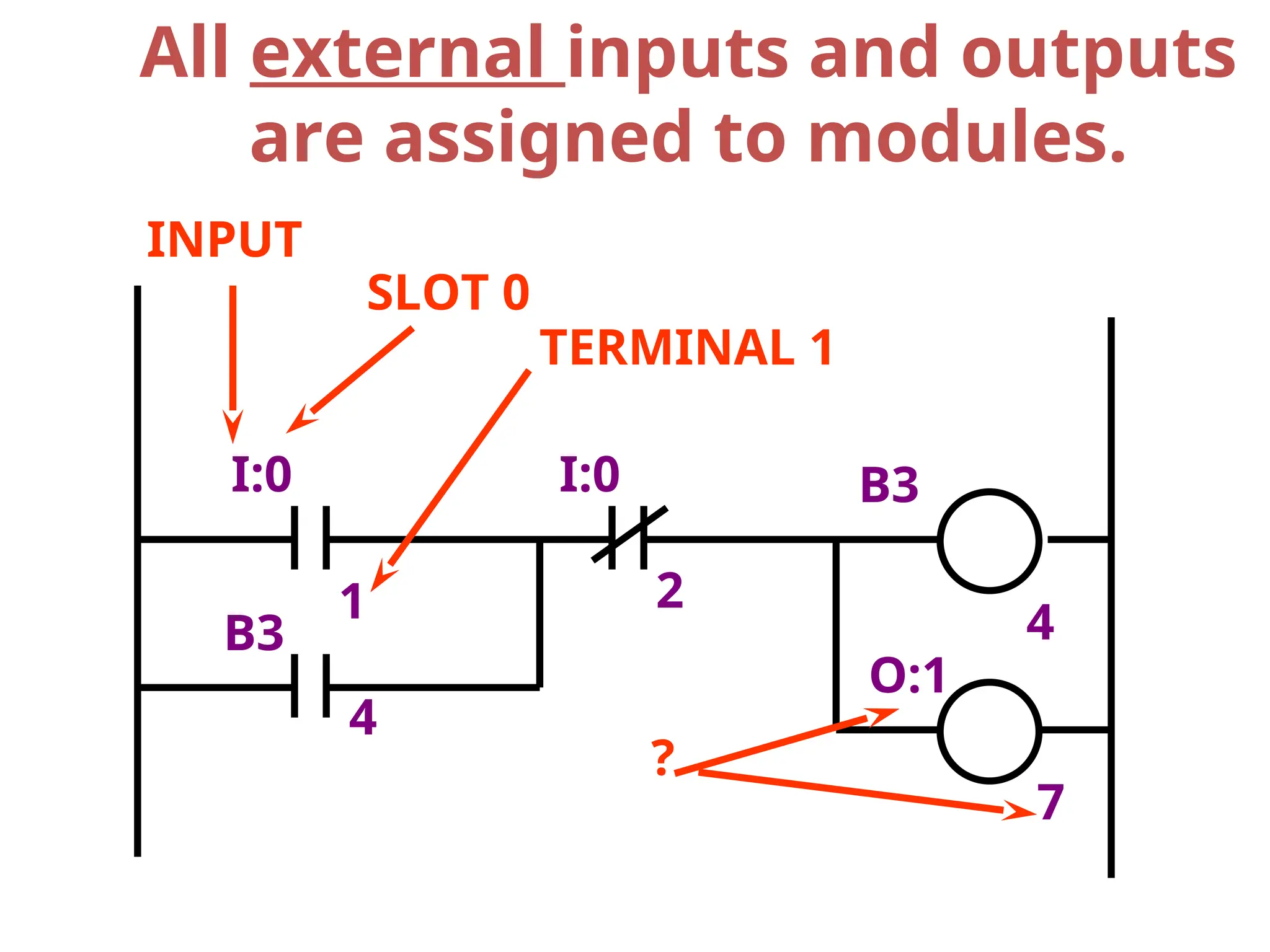
#19 This is an illustration of how inputs are connected to the PLC.
Power (L1) is connected to one side of the input device.
The “switched” side of the input device is then wired to the PLC inputs.
To complete the electrical path, L2 (electrical common) is wired to the PLC input common. This provides the electrical path for current flow, when the switch is closed (continuity) the PLC will detect the input device is on.
#20 Field input devices provide an electrical signal based on a condition
ON, OFF etc..
The design of the inputs determines the type of electrical signal that can be used.
Different applications, and regions may use different voltages.
Larger rack mount PLC’s typically support a wider range of input voltages
TTL (5Vdc), 12Vdc, 24Vdc/VAC, 48Vdc, 72Vdc, 120Vac, 220Vac etc...
#21 This is an illustration of how isolated outputs are connected to the PLC.
Not all Micro PLC’s have isolated outputs, isolated outputs remove any chance that an output device with unique requirements could affect any of the other output devices.
Power is connected to:
On isolated outputs to one side or terminal of the output terminal pair.
On “common” outputs to the Common terminal associated with a specific group of outputs.
The “switched” side of the output terminal is then wired to the field load.
First 2 output are always a isolated relay
#22 Field output devices are controlled by electricity being switched by the PLC.
ON, OFF etc..
PLC’s “Switch” electricity, they do not “supply” electricity
The design of the outputs determines the type of electrical “Load” that can be used.
Different applications may require specialized output designs.
Voltage/Current issues include
Higher current - relays
Longer life cycle - solid state (Triacs for AC, MOSFET for DC)
Triacs 120Vac applications 1/2 amp maximum load
MOSFET 24Vdc applications 1 amp maximum load
Isolation issues can be crucial for an application. Typically the more isolation provided between output points the better. (The more individual commons the better) This provides customers greater flexibility in wiring and controlling different loads with the same PLC.
#23 The job description of the PLC when it is the RUN mode
#61 Again, the similarities are virtually identical.
The primary enhancement is that if changes are needed, or if other logic or conditions need to be added, it’s as simple as a few keystrokes on the computer.
#65 Here we have a typical example of an application that a PLC would be ideal for:
Digital (on/off) controls
Highly repetitive
#66 Here we have a typical example of an application that a PLC would be ideal for:
Digital (on/off) controls
Highly repetitive
#67 The first item a user must understand/appreciate is what is the “sequence” of control.
This is typically done on a piece of paper by someone who understands and appreciates what needs to occur.
Do not “hook up” the PLC and attempt to “write” the program without first determining the application on paper.
This is a fairly typical process.
The way the notes are written on the side of an illustration is a common practice. This makes it easy to visualize and understand. It will also help when the program is debugged.