Downloaded 20 times

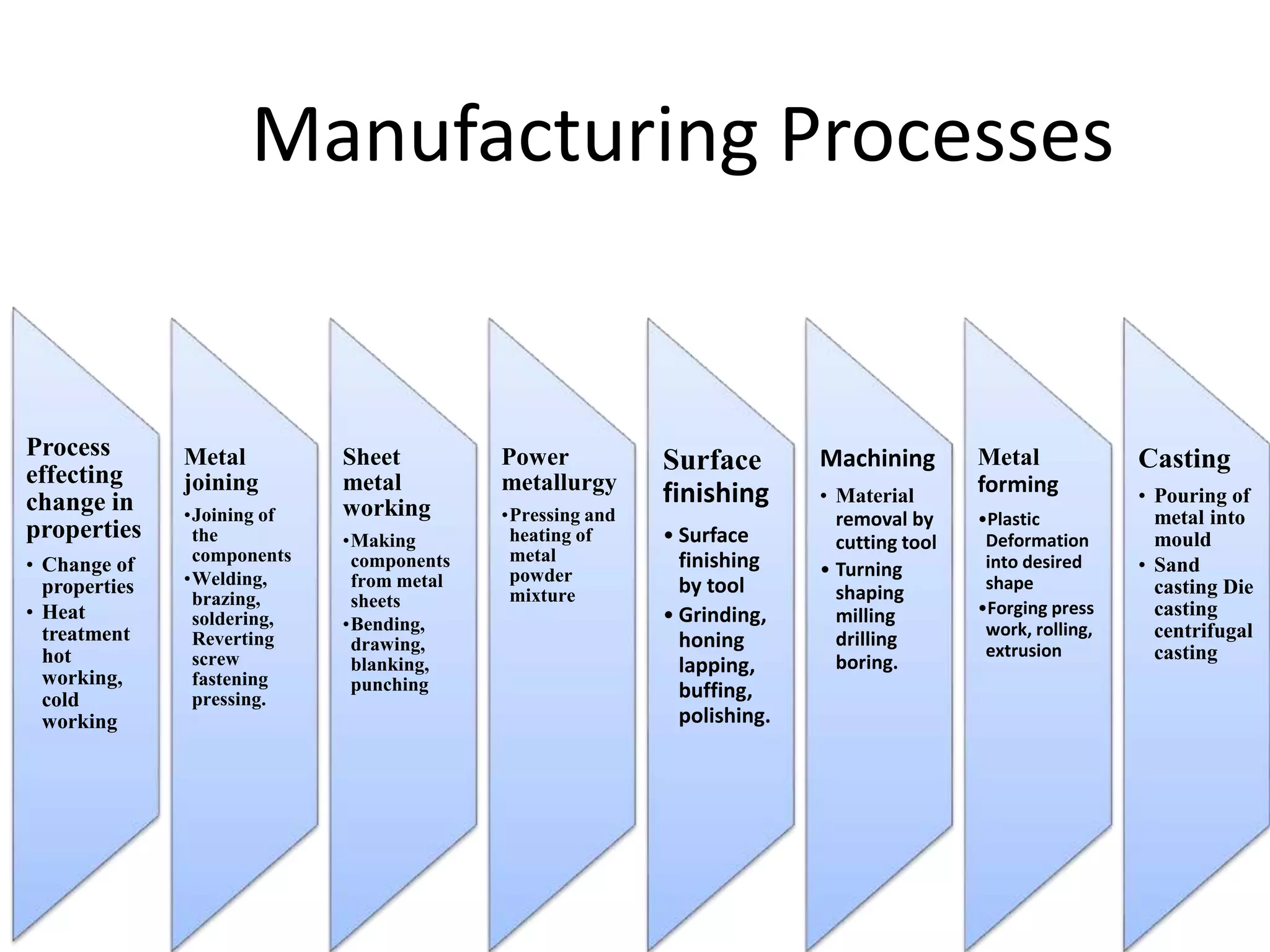






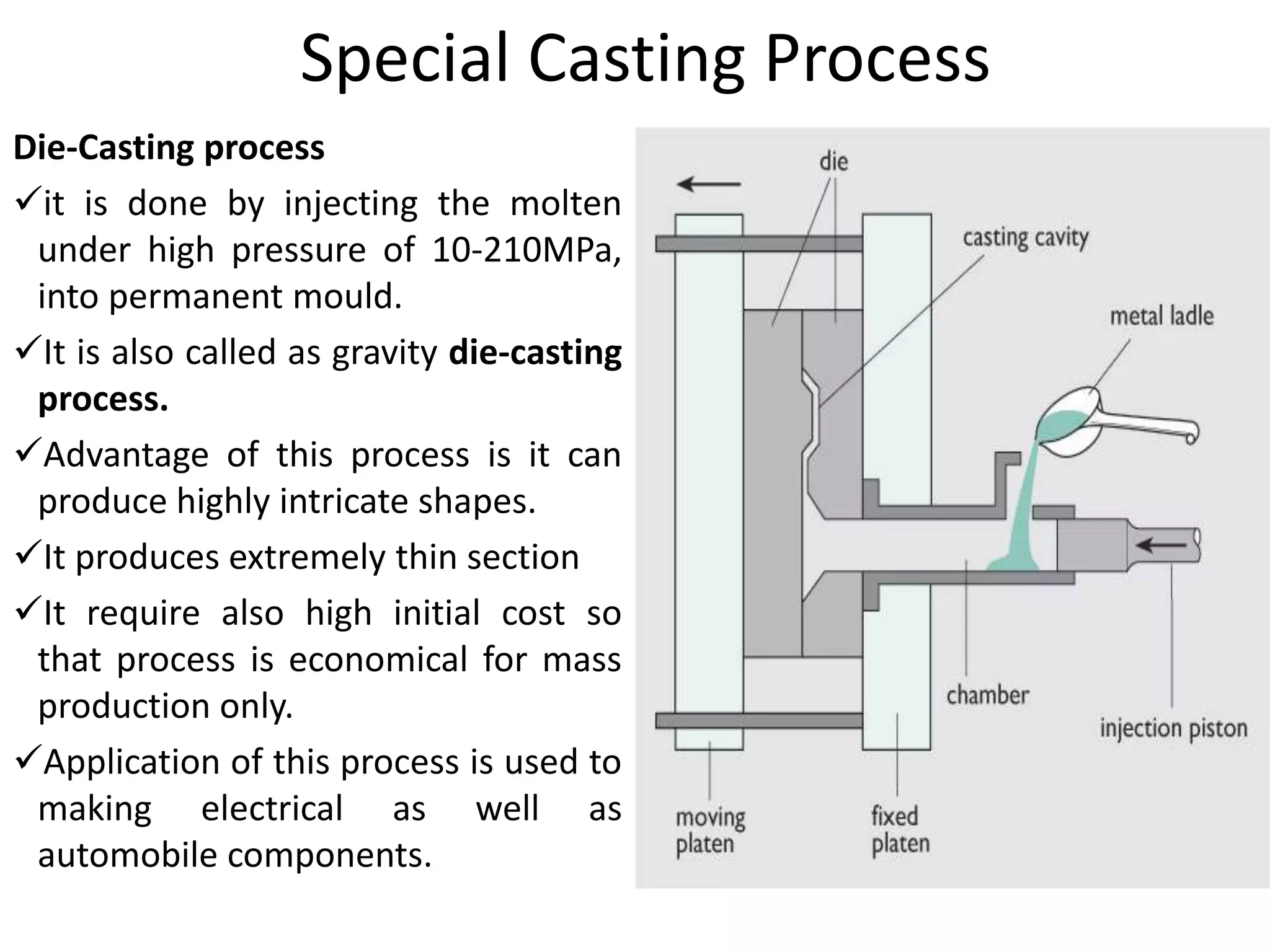
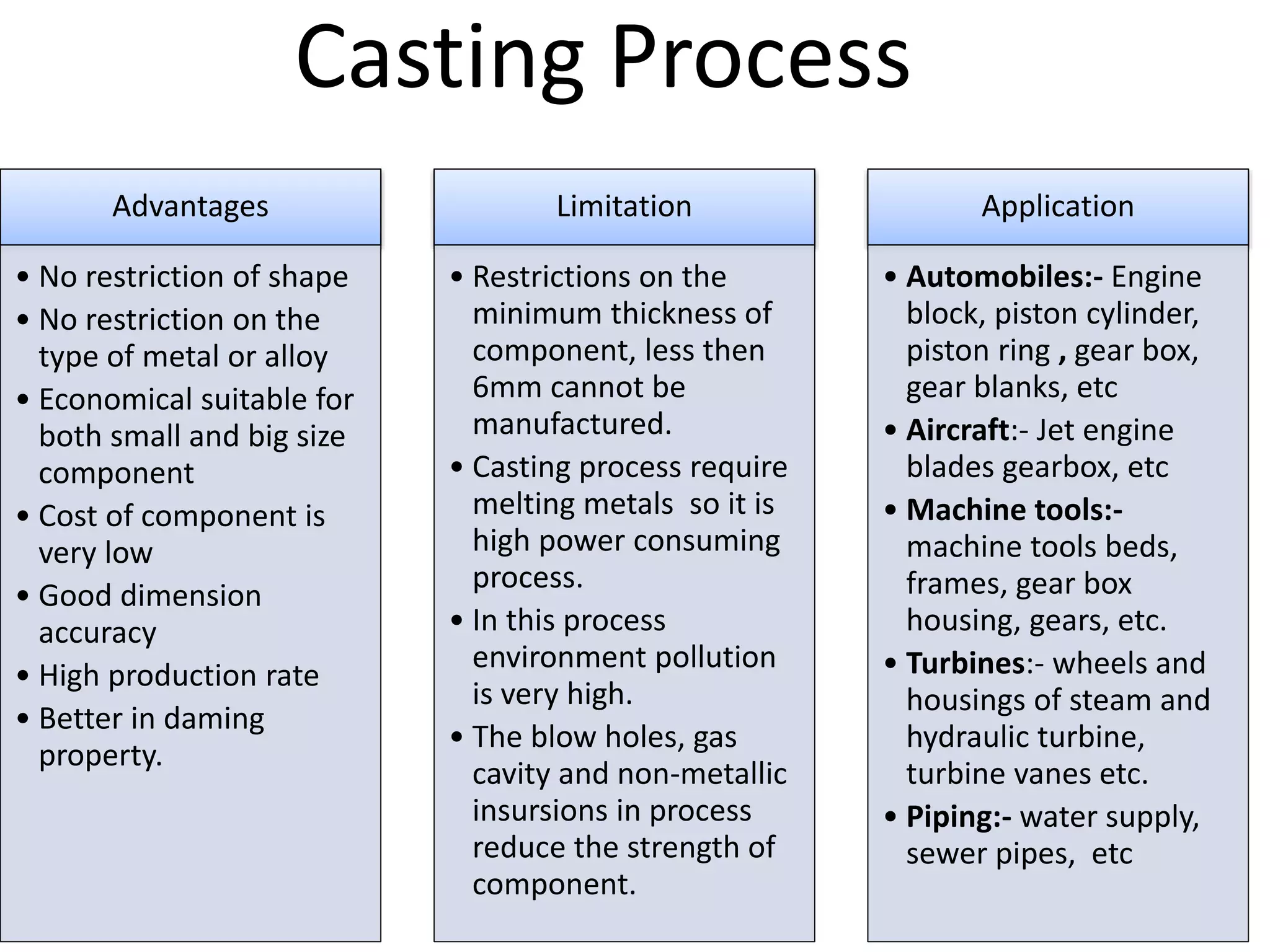


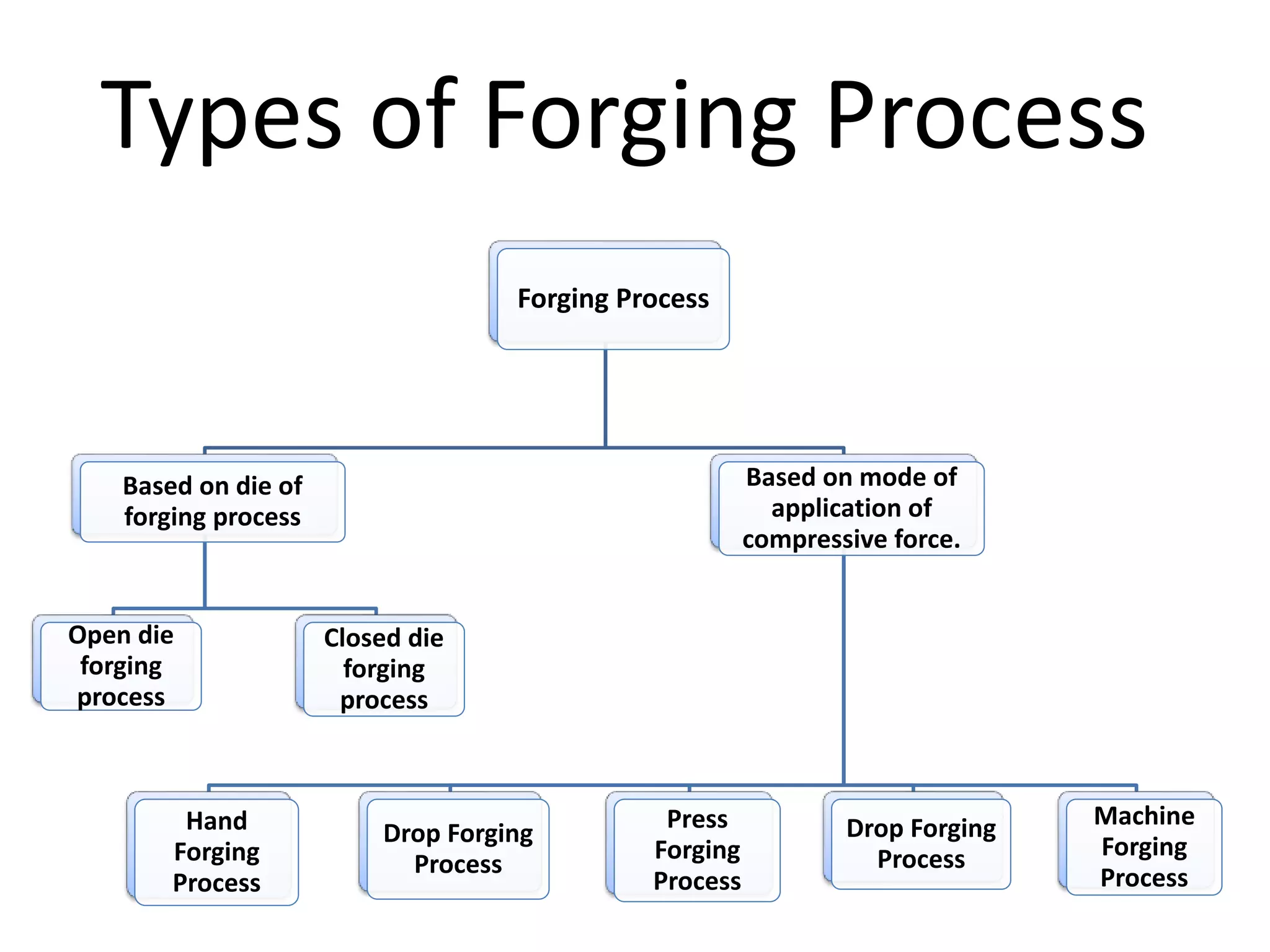






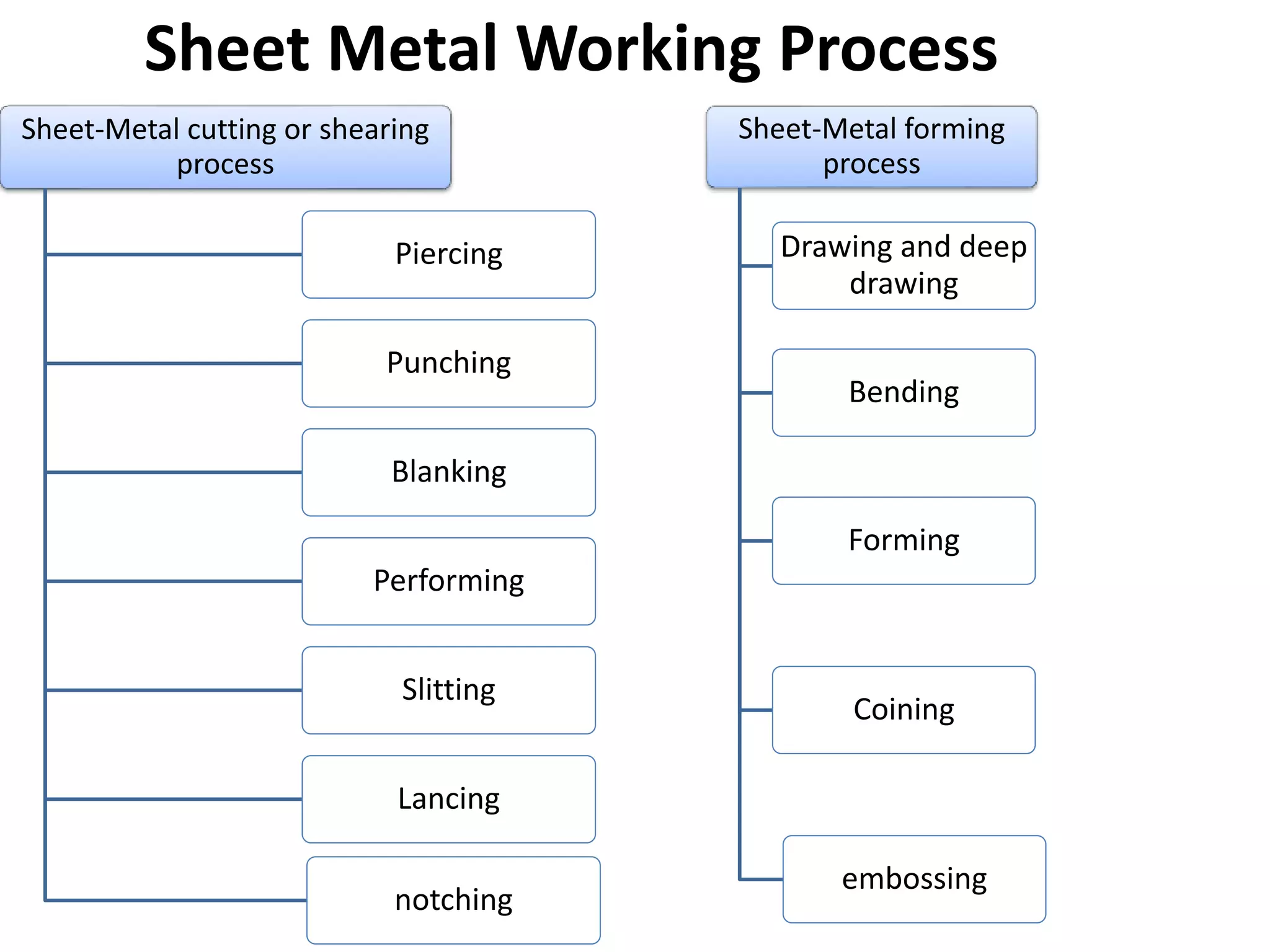











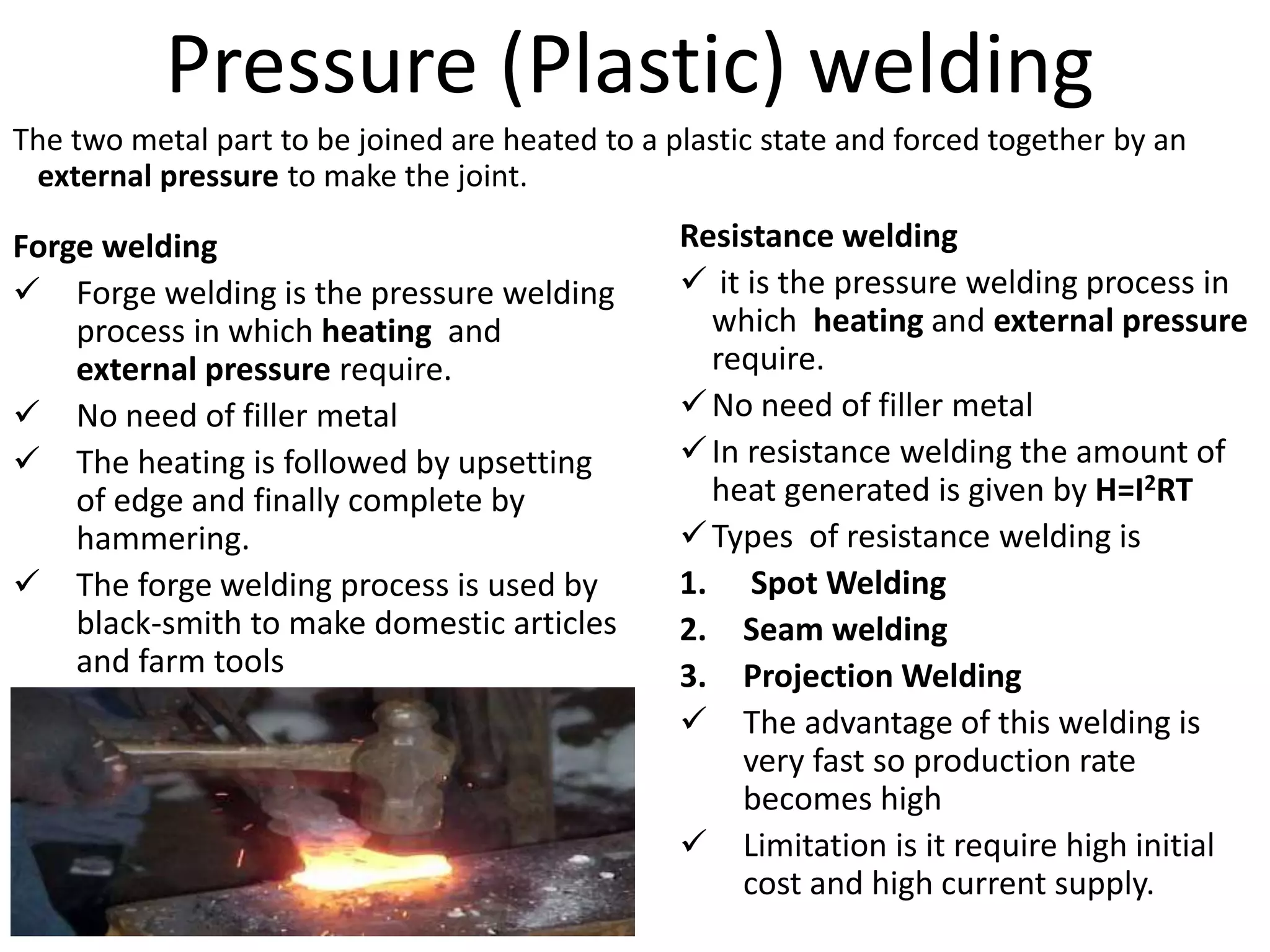










The document discusses various manufacturing processes including casting, machining, surface finishing, sheet metal working, metal forming, and metal joining processes. It provides details on the key steps and types of processes for casting such as sand casting and die casting. It also summarizes metal forming techniques like forging, extrusion and rolling. Furthermore, it covers sheet metal processes involving cutting, piercing, punching and forming. Metal joining methods like welding, brazing and soldering are also summarized.