Downloaded 25 times







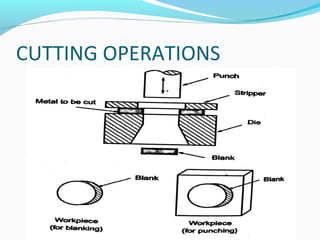
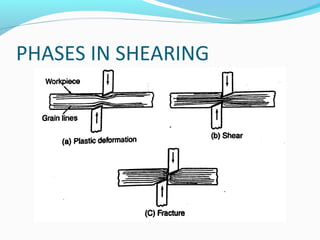

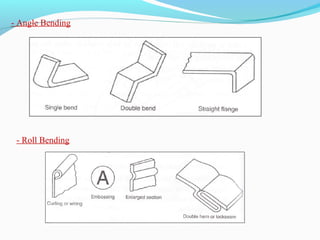
























The document discusses various sheet metal processes and forming techniques. It covers topics like sheet metal characteristics, typical operations like shearing, bending, drawing and stretching. It also discusses special forming processes like hydroforming, rubber pad forming, spinning, explosive forming and magnetic pulse forming. The document provides details on different presses, cutting and forming operations in shearing. It explains various tests to measure formability of sheet metals.























































































