Downloaded 6,857 times


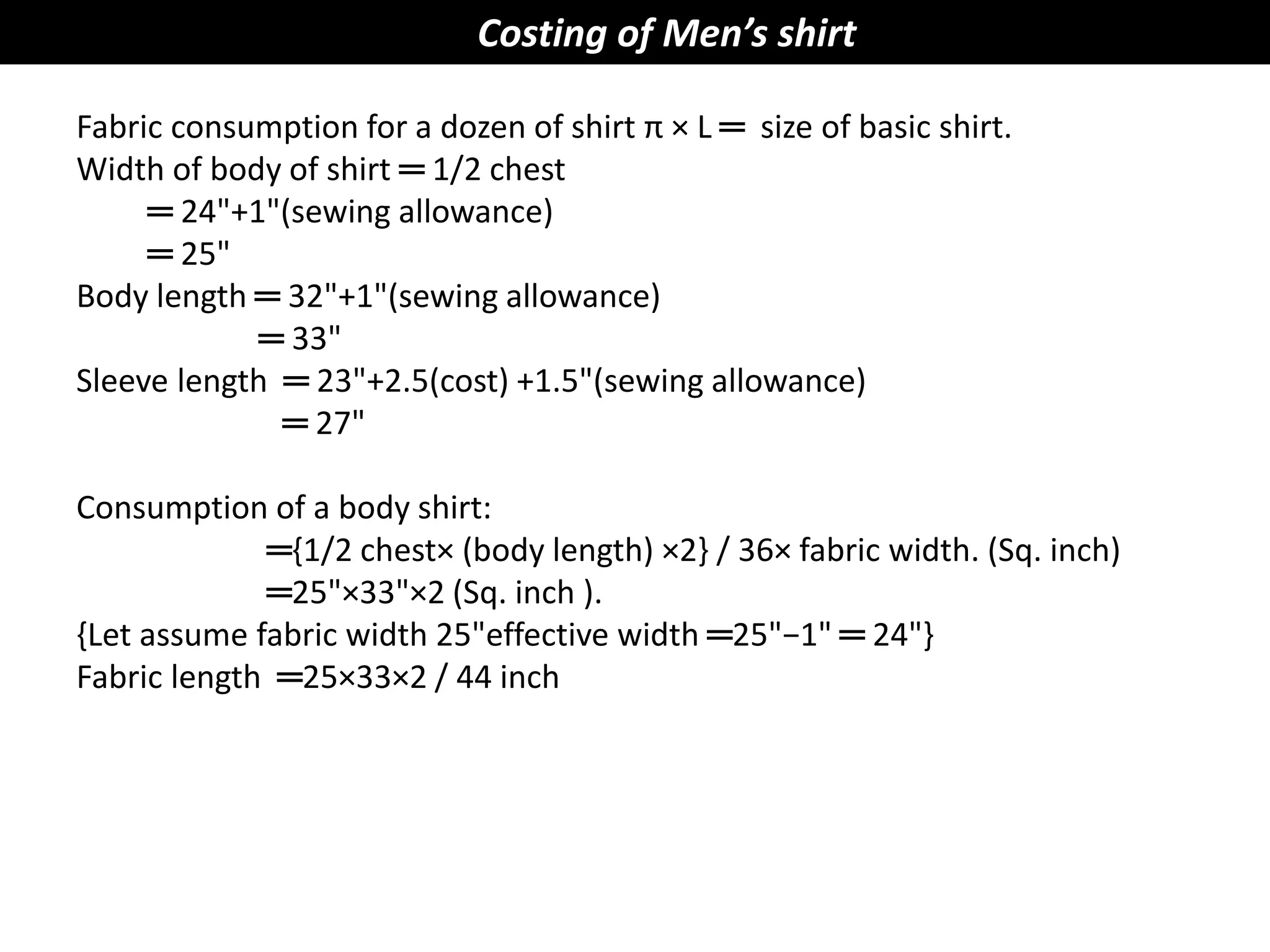
![Fabric consumption ═25×33×2 / 44×36 yds
Consumption of sleeve ═ (length of sleeve × width sleeve) ×2 sq. inch
═27"×24"×2" (Sq. inch)
Fabric consumption in length width
═ 27×24×2 / 44×36 sq. inch
Total fabric consumption of one dozen shirt
═ [(25×33×2 / 44×36 + / 27×24×2 / 44×36) ×2+ wastage of 8%]
═ 22.75 yds + 8% wastage
═24.6 yds
Sewing threads consumption:
It is calculated by measuring the total of different kind of seam. Normally sewing
threads consumption per shirt , 120m.
So, sewing threads consumption per dozen,
═ 120 × 12
═ 1440m
Costing of Men’s shirt](https://image.slidesharecdn.com/tetilecalculations-140802091855-phpapp02/75/Textile-Calculations-and-Equations-59-2048.jpg)
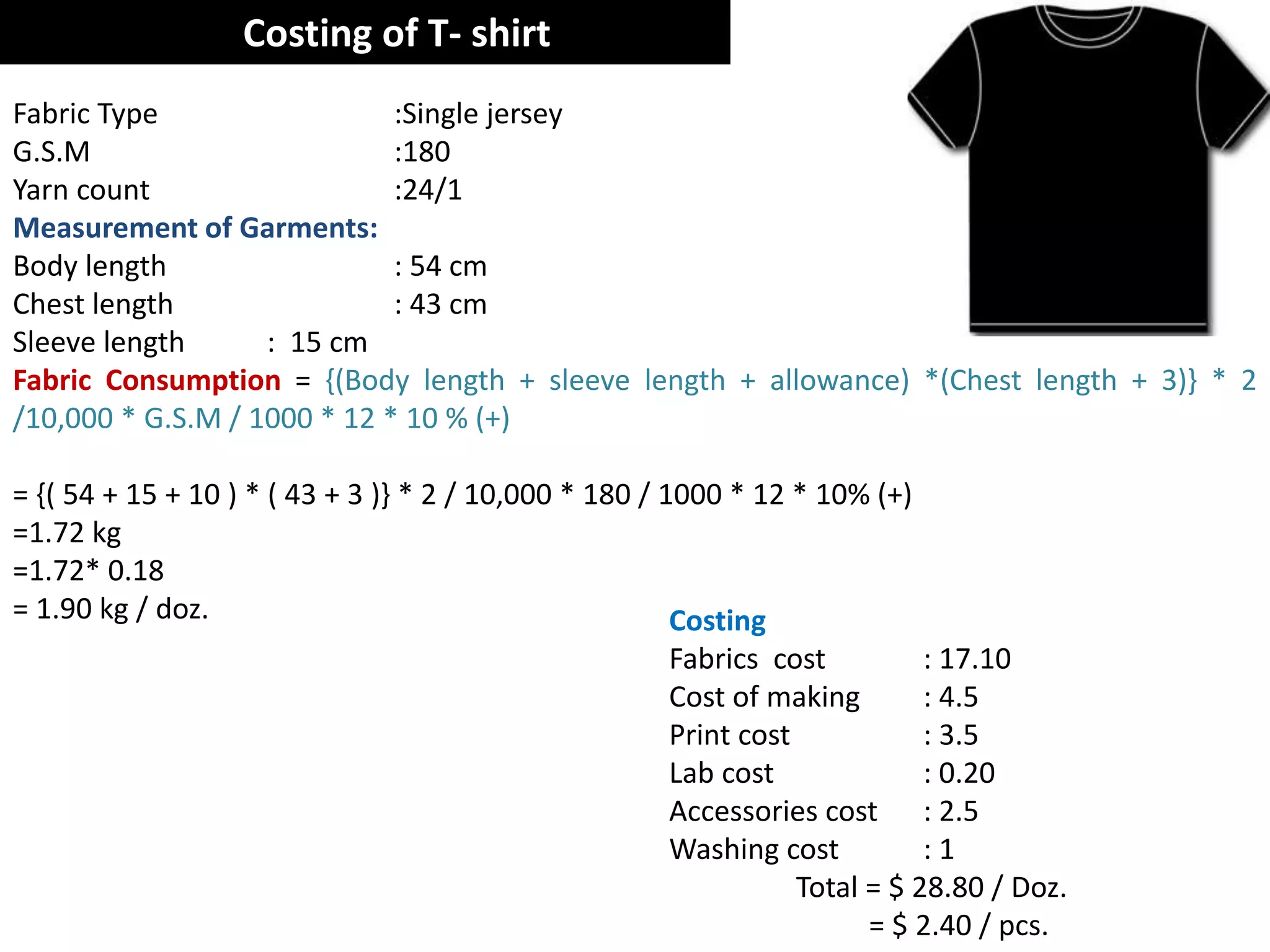
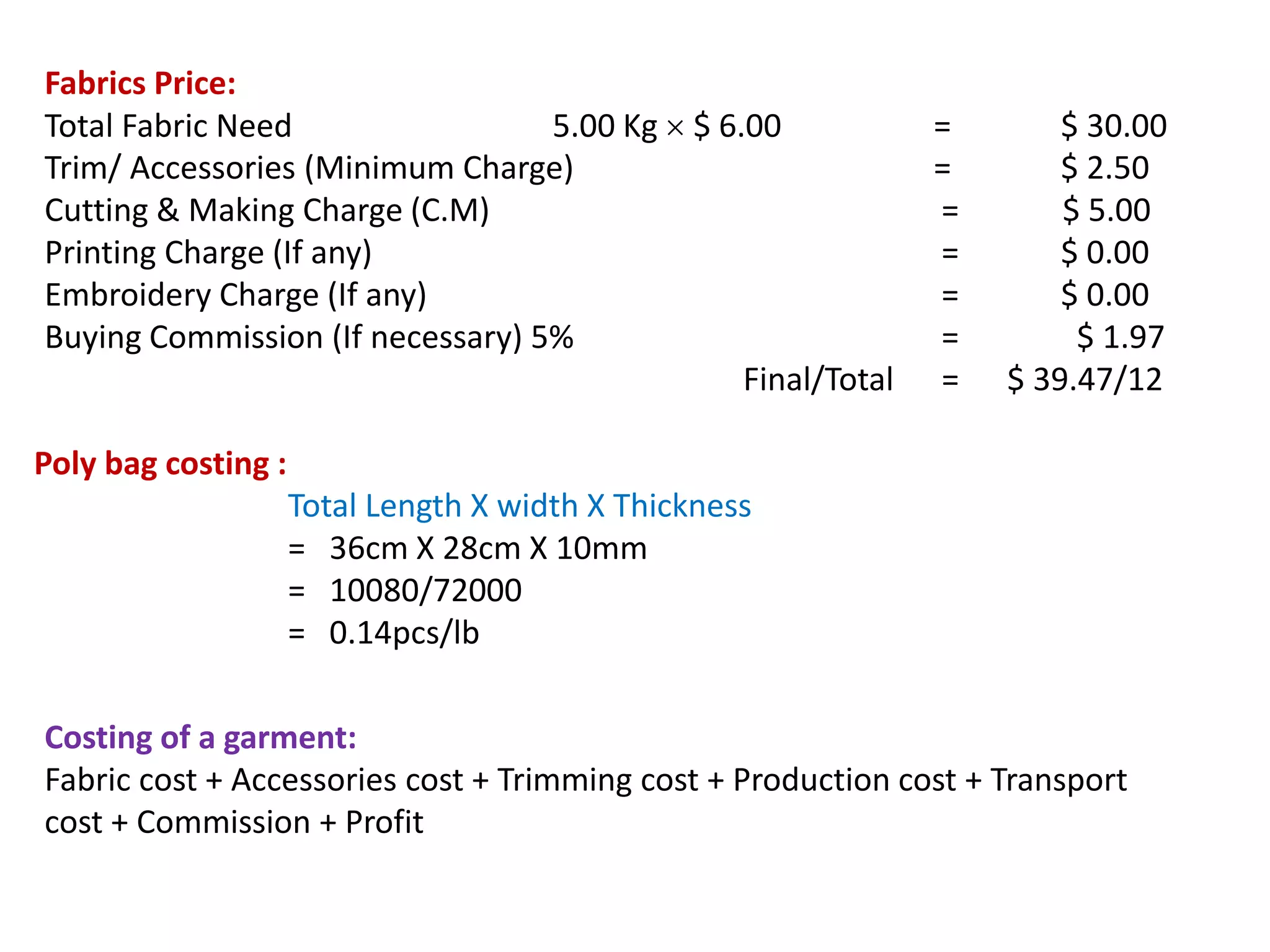
![How can we get Fabric Consumption & Fabrics Price?
Say:
** Body Length = 85,
Chest Width = 52,
Sleeve Length = 44 &
G.S.M = 240
Fabric Description: 100 % Cotton S/J
Fabric Need = [(85+5+44+5) 52+5] 2 12 240/10000000+10%
= [(90+49) 57] 2 12 240/10000000+10%
= (13957) 2 12 240/10000000+10%
= 7923 12 240/10000000+10%
= 45636480/10000000 + 10%
= 4.563648 +10%
= 4.563648 + .4563
= 5.02 Kgs Fabrics
Say Per Kgs Price: US$ 6.00/Kgs](https://image.slidesharecdn.com/tetilecalculations-140802091855-phpapp02/75/Textile-Calculations-and-Equations-62-2048.jpg)
![Conversion of (GSM Equation )
Kg To Yards
Equation :
= GSM / 39.37 X 36 X fabric Width
=Result .Kg
=1000/ Result .yds
[It is converted Kg To yards ]
Per Yards Fabric price
Equation :
= GSM / 43” X Width / 1000 X Per kg Prize
=Result .
[This the Equation define per yards Fabric price ]](https://image.slidesharecdn.com/tetilecalculations-140802091855-phpapp02/75/Textile-Calculations-and-Equations-78-2048.jpg)
![Conversion of (GSM Equation )
Yards To meter
Equation :
= Length X 36 X 2.54 /1000
=Result
[It is converted yards to Meter ]
Meter To Yards
Equation :
= Length /36 / 2.54 X 1000
=Result
[ It is converted Meter To yards ]](https://image.slidesharecdn.com/tetilecalculations-140802091855-phpapp02/75/Textile-Calculations-and-Equations-79-2048.jpg)
![Conversion of (GSM Equation )
Find Out How many Yds / Kg
Equation :
= 714//GSM
=Result (yds in Kg)
[Only For 58’’/60’’ Width]
Price/Yards
Equation :
= GSM /43 / 2.54 X Width
=Result / 1000 X Price
= price/yds](https://image.slidesharecdn.com/tetilecalculations-140802091855-phpapp02/75/Textile-Calculations-and-Equations-80-2048.jpg)


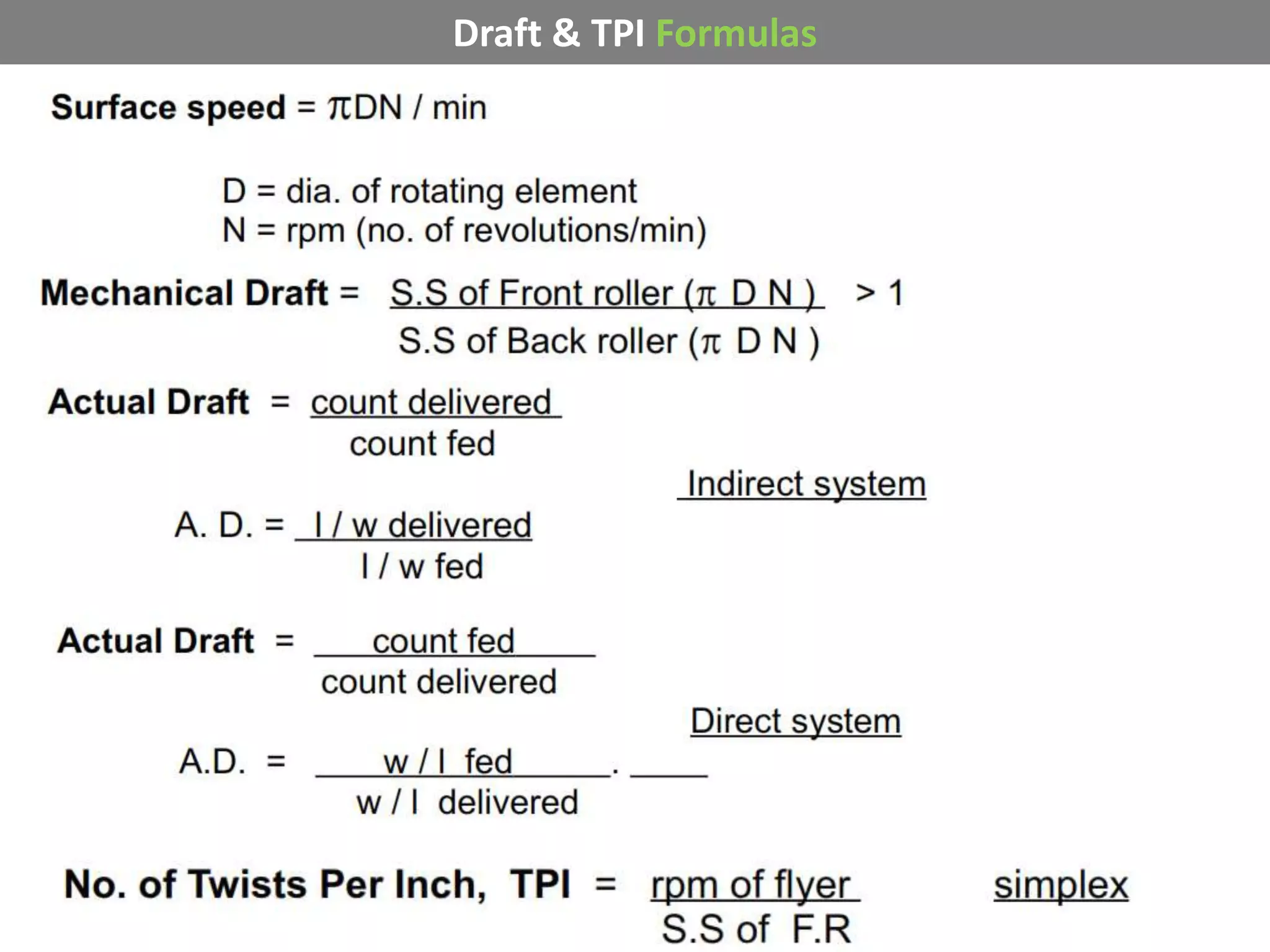
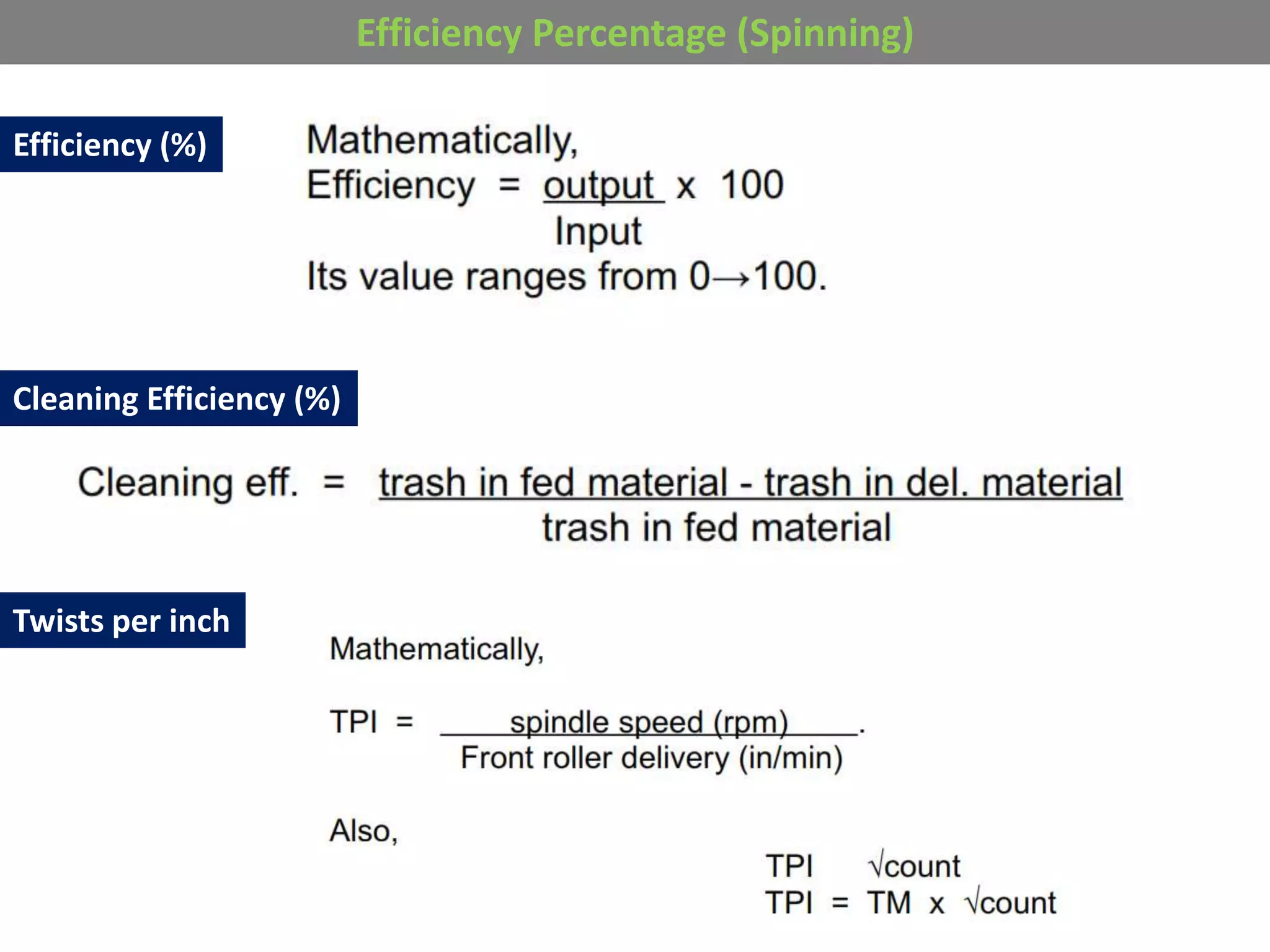
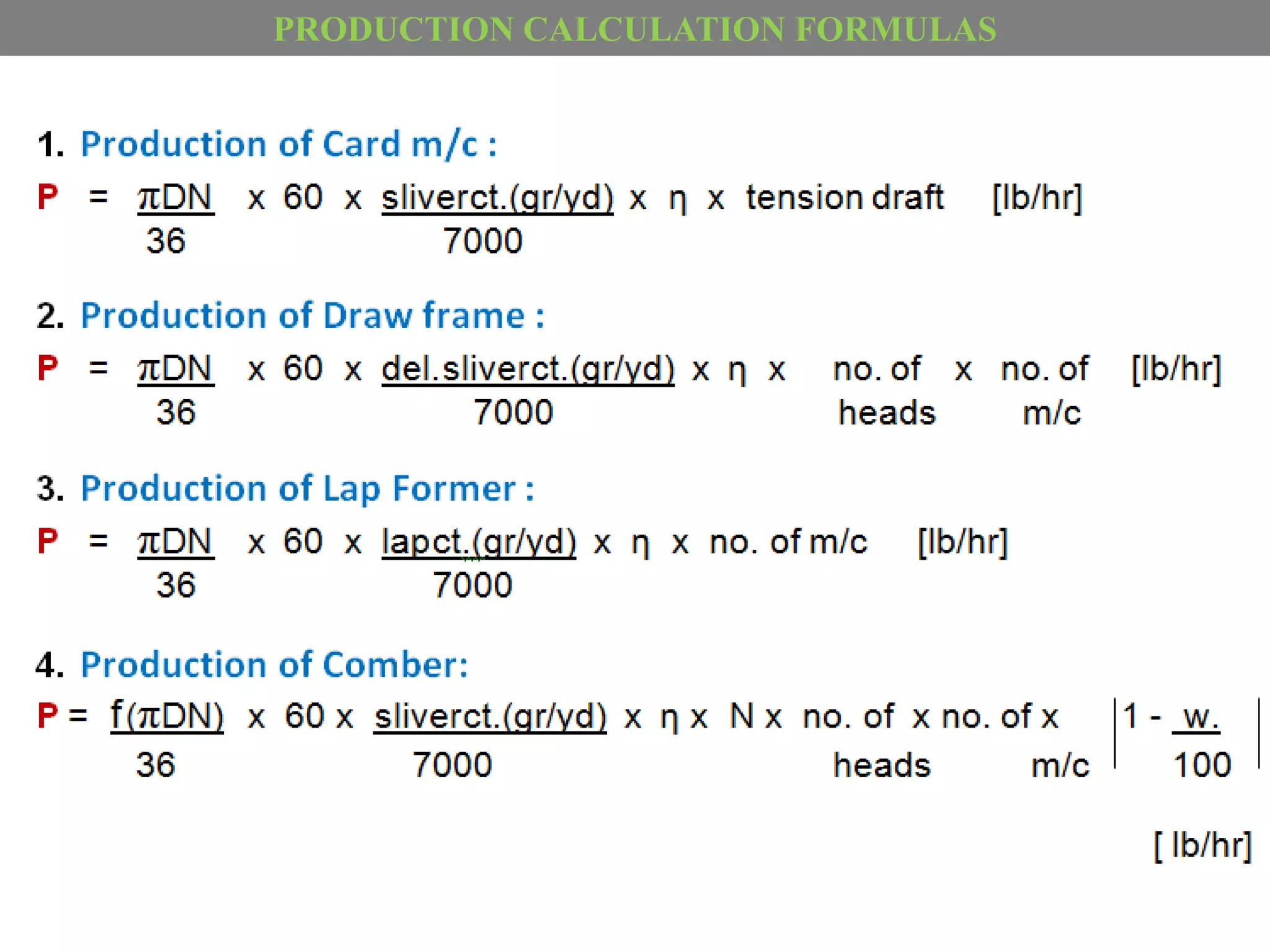
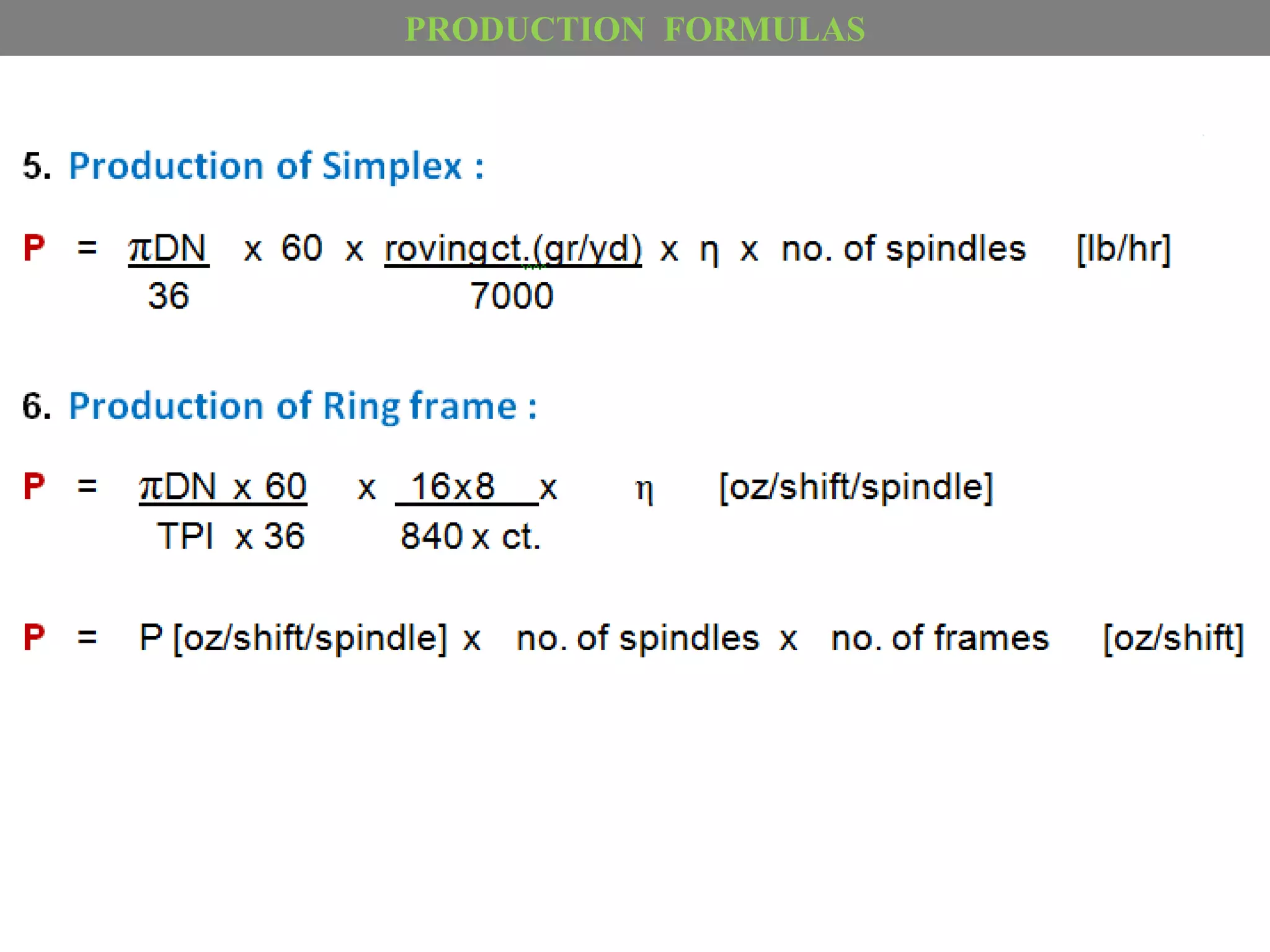
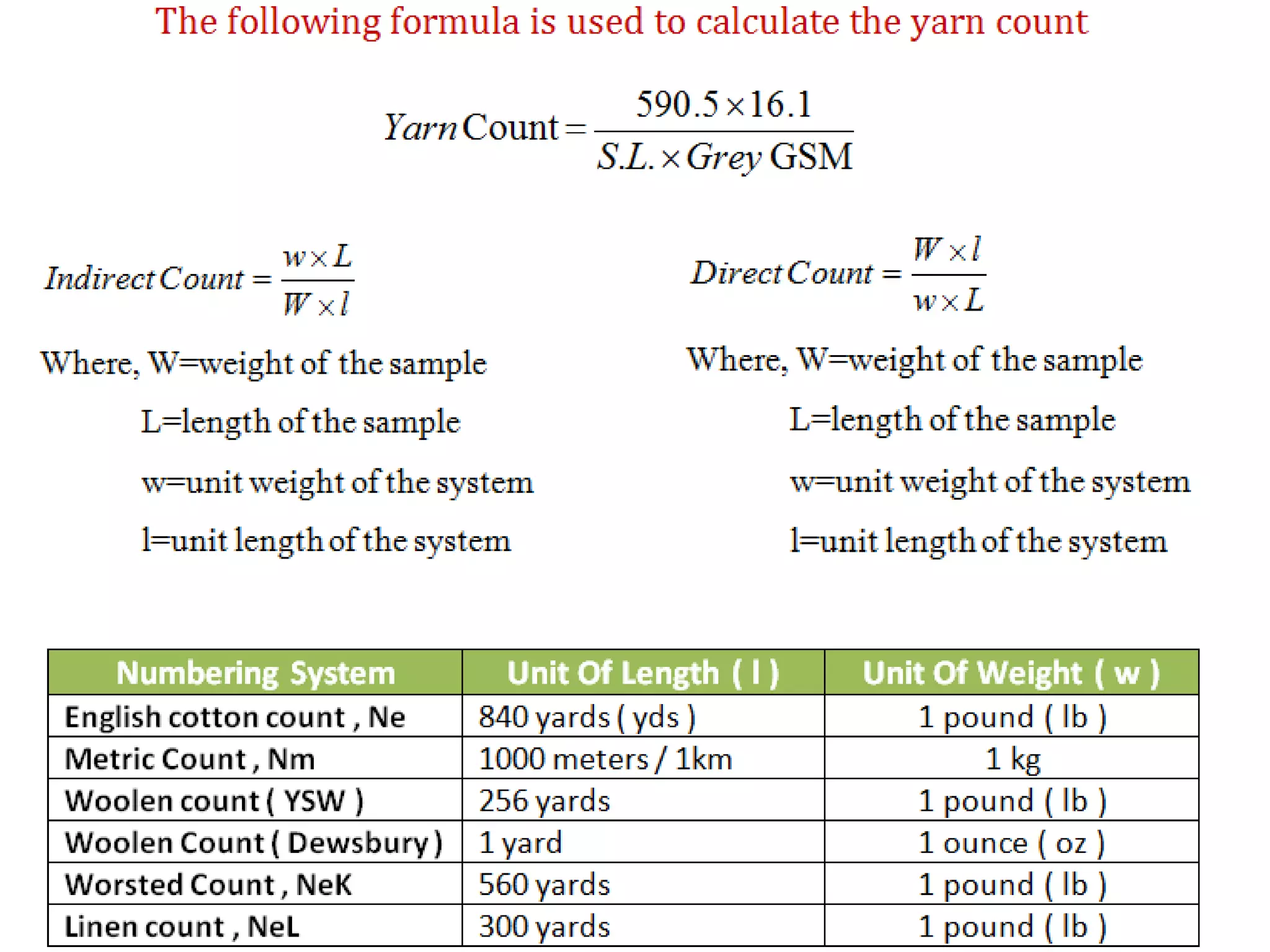
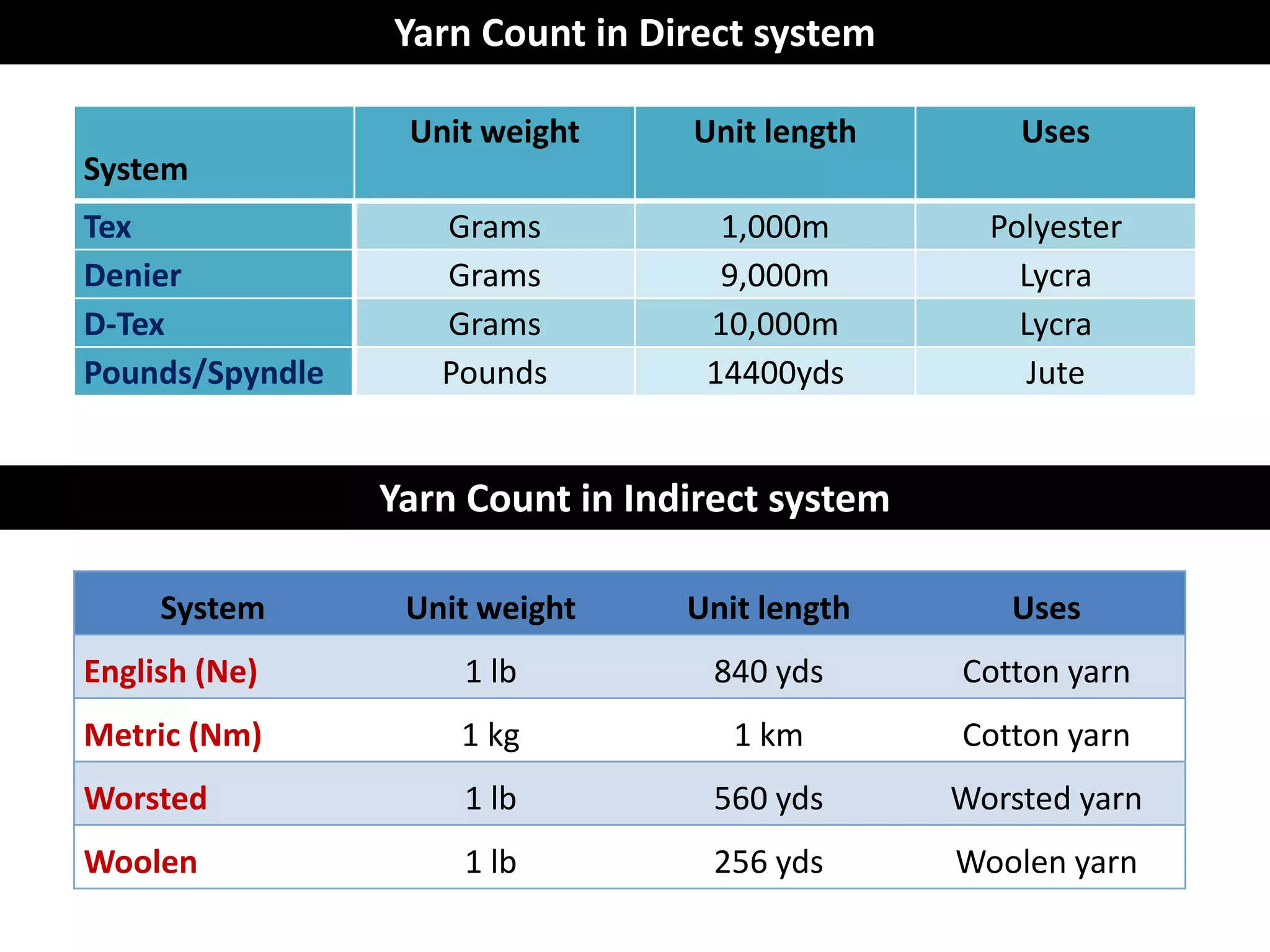
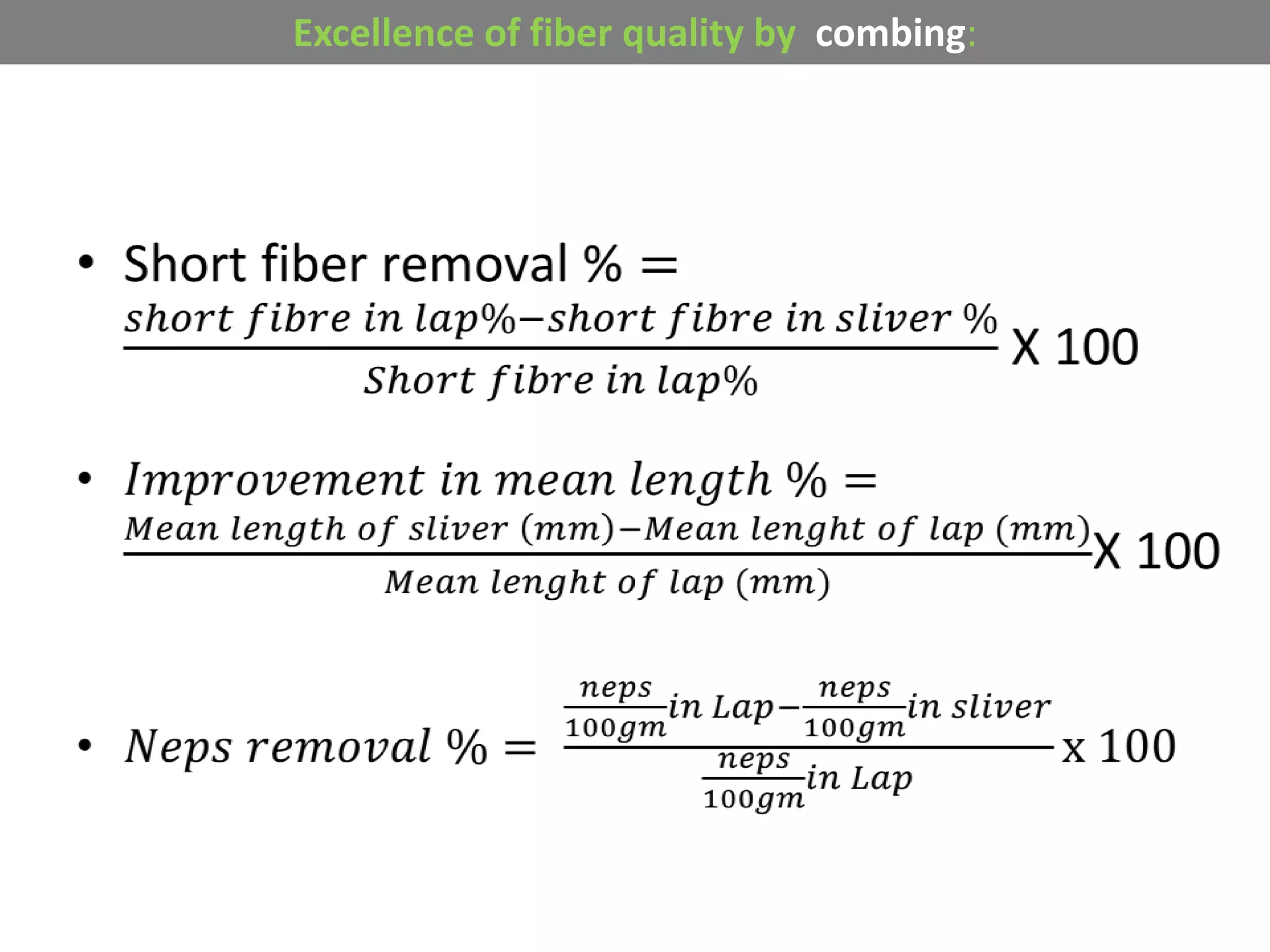
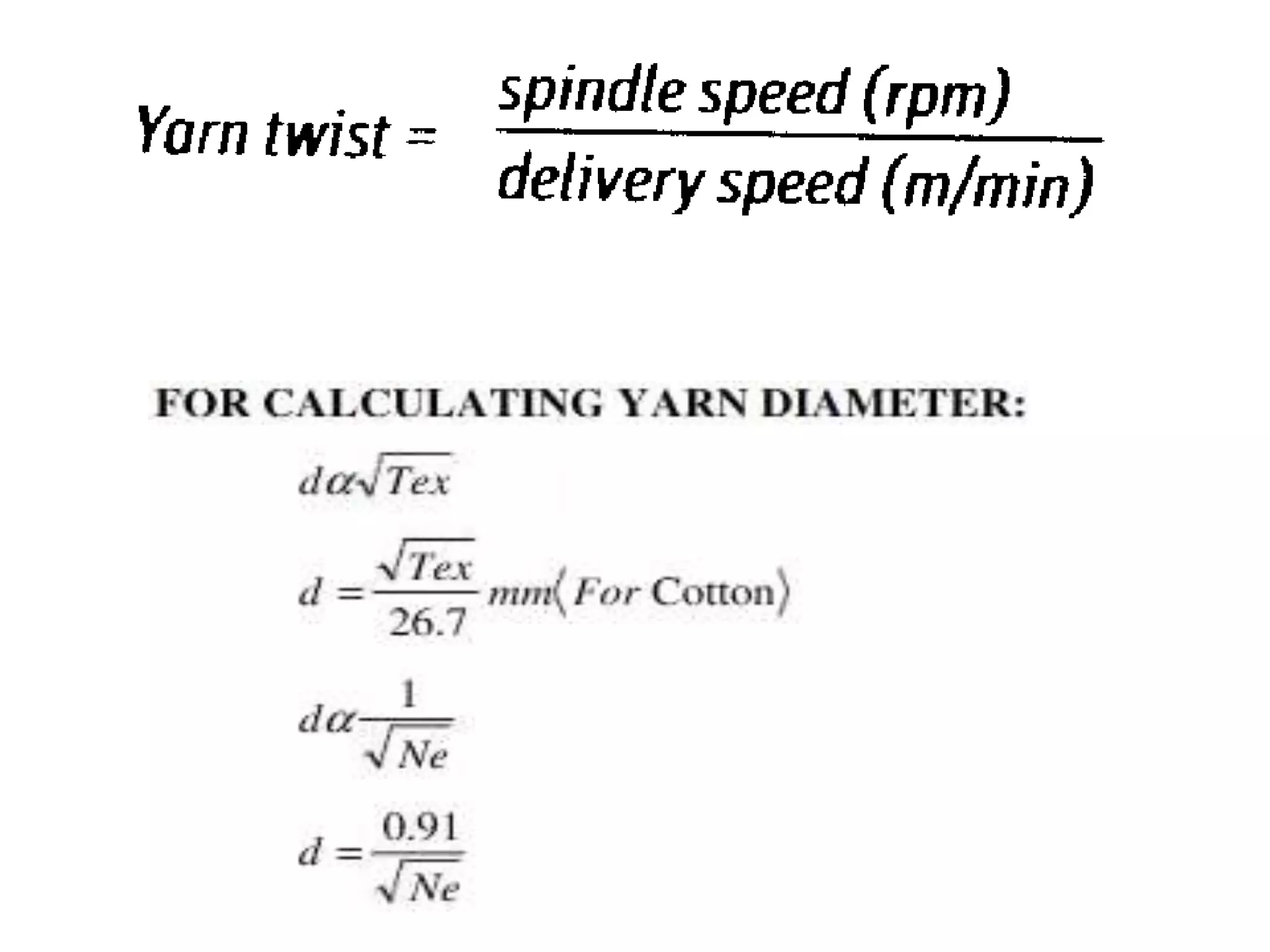
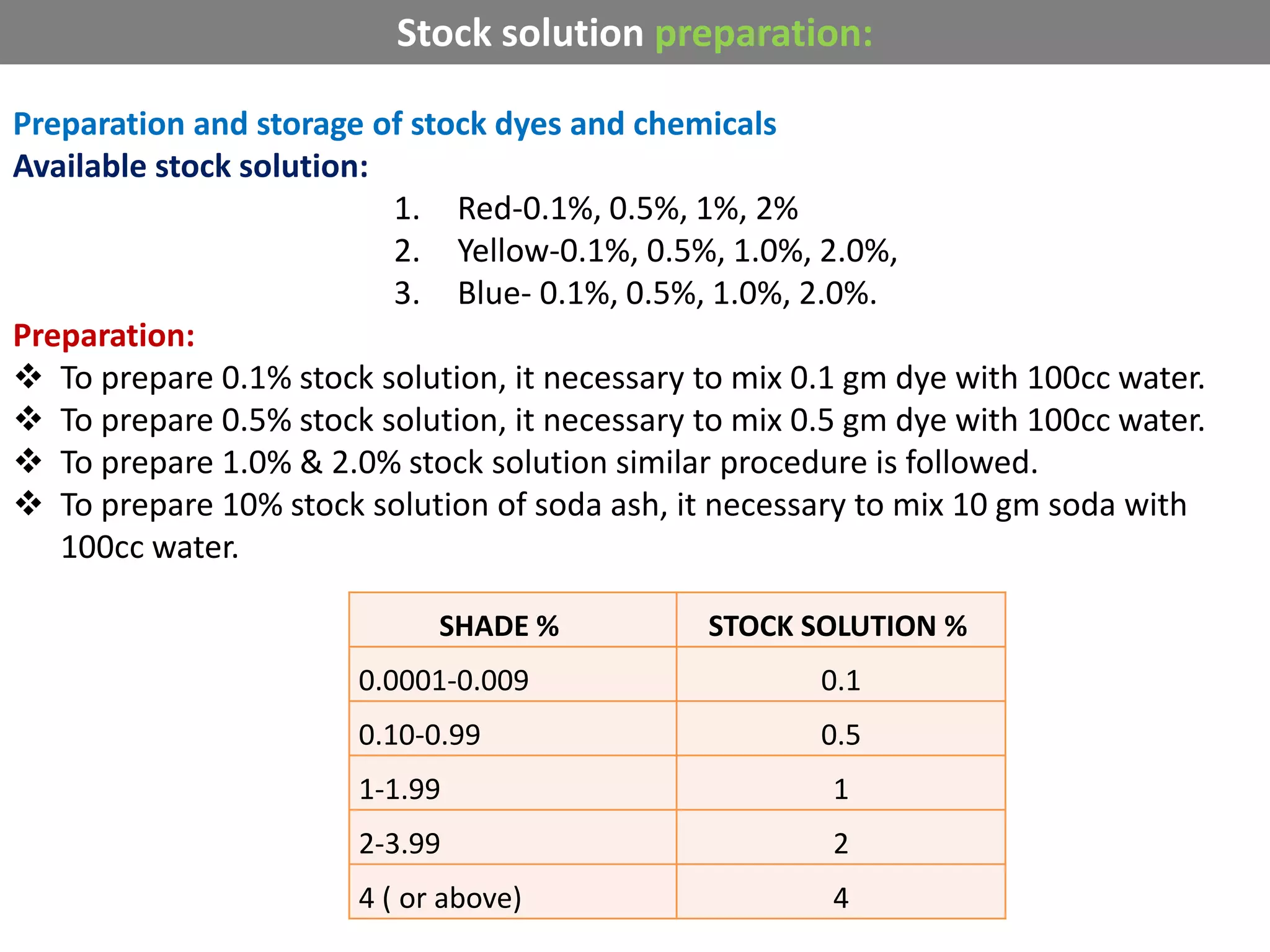
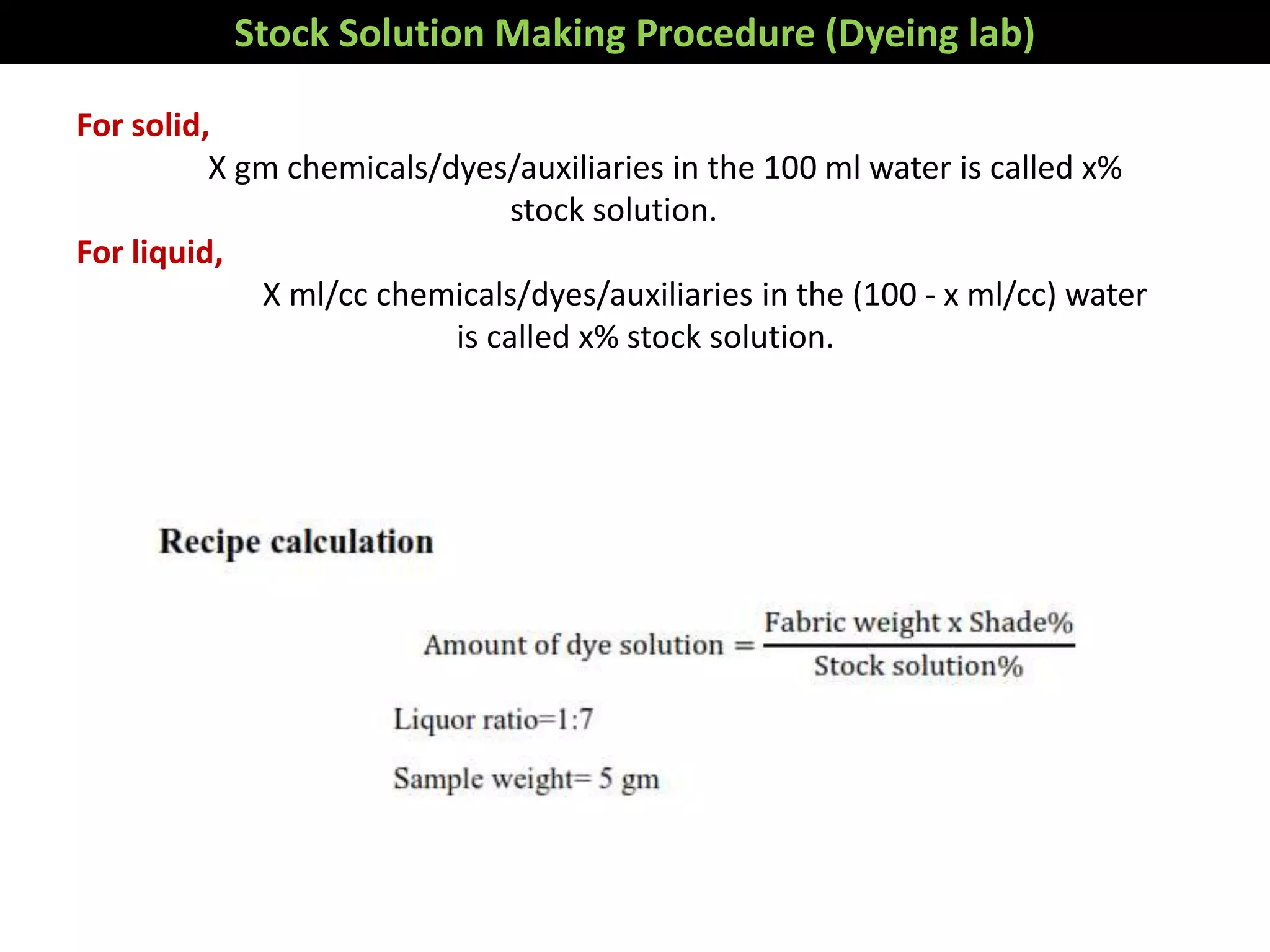
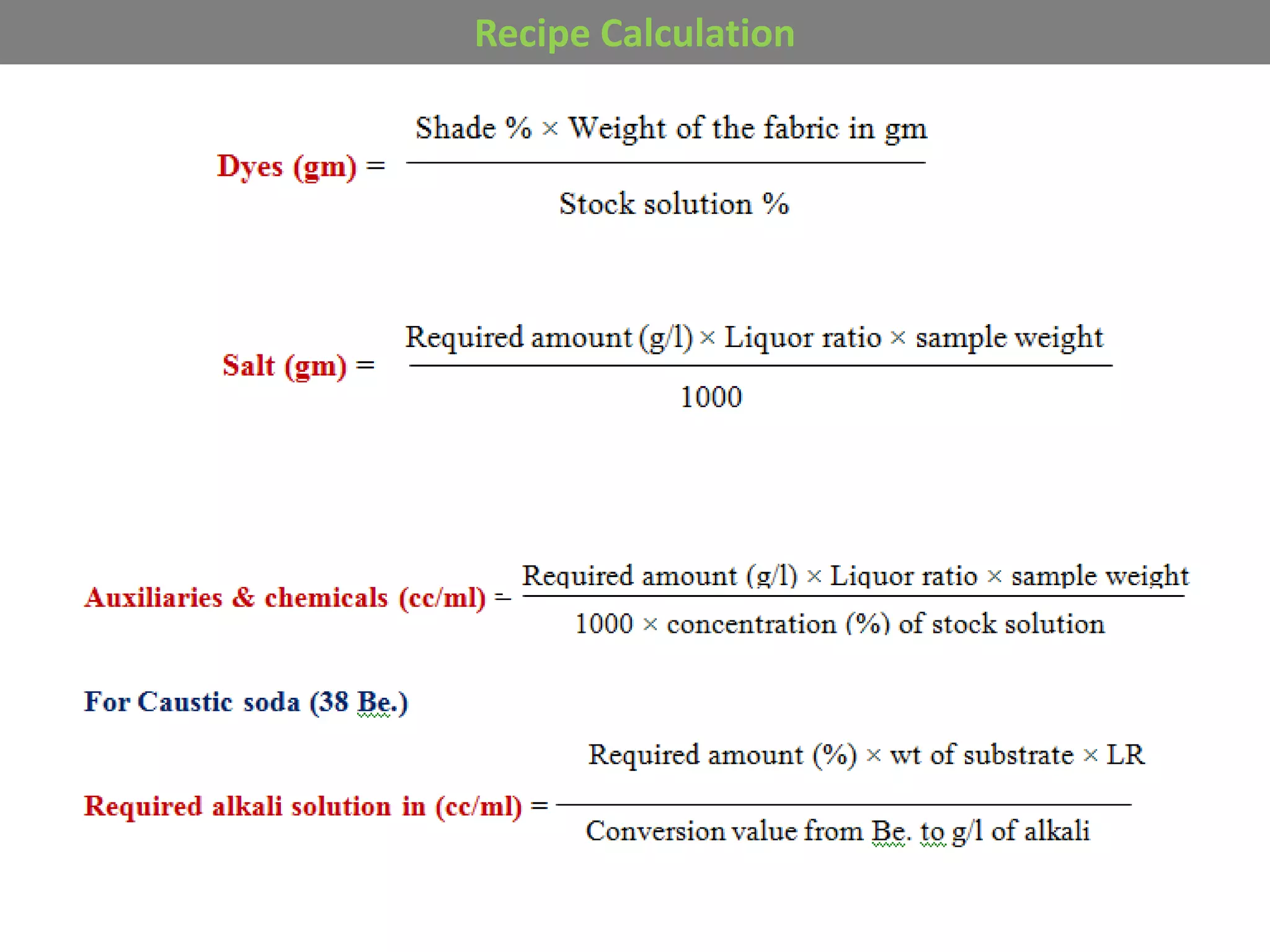
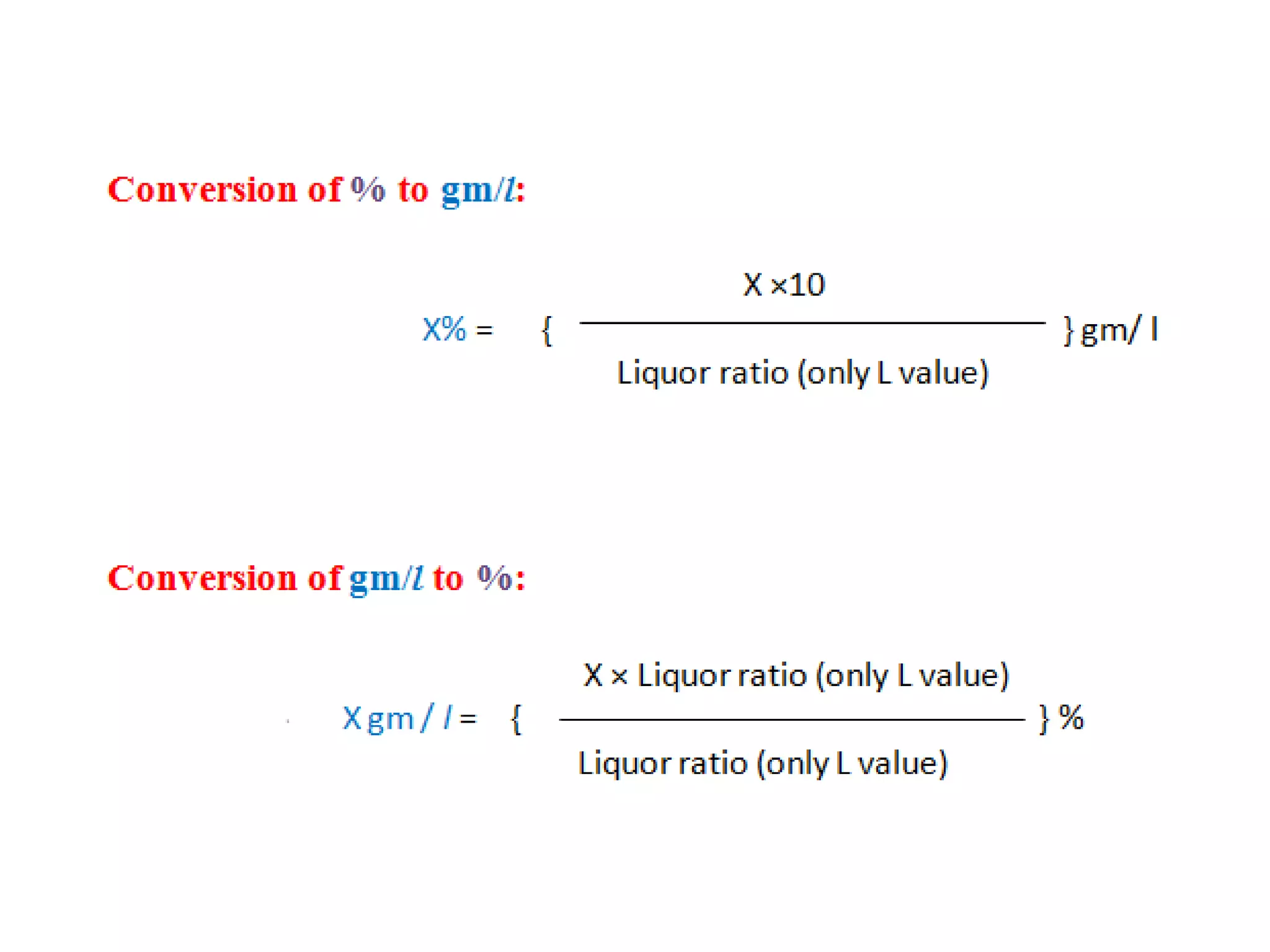
The document provides extensive formulas and calculations related to textile engineering, particularly in spinning, knitting, and dyeing processes. It includes conversion tables, production calculations, and efficiency formulas for various fabric types and machinery, and it also outlines cost estimations for garment production. Key focus areas include yarn count conversions, productivity metrics, and cost breakdowns for different fabric types.











































































































