Downloaded 1,864 times
































![(SPINNING CALCULATION-1)
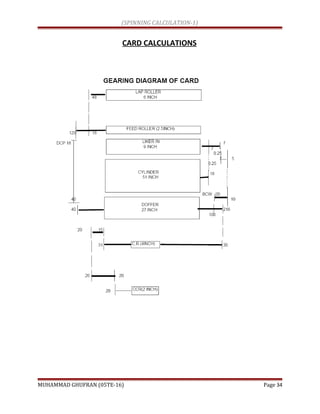
Q. calculate following from sketch given below; when cylinder is rotating at 180 rpm. Pully on
cyliner shaft is 18” driving a pulley 7” on taker-in; hank sliver is 0.135s and production
efficiency is 84% .
Production in kg/hr
Prod constant
Induvidual draft
Total draft
Drft constant
Size of dcp for giving actual draft of 85 with a waste of 5%
Condensation factor
Size of barrow wheel for gettingh 5% higher prod
Time required to fill a can with a size of 18” * 40”, if can capacity is 40lbs
Density of packing can
Soln;
Production=
π*2/36[180*18.25*7.25*5.25*20*216*31*20*20/7.25*7.25*10.25*100*30*15*20*20]*60*.84/840*0.135
= 53.55 lbs/hr = 24.3 kg/hr
Taking barrow wheel as one tooth:
π*2/36[180*18.25*7.25*5.25*1*216*31*20*20/7.25*7.25*10.25*100*30*15*20*20]*60*1/840*1
= 0.0043 lbs/hr
=0.001953 kg/hr
D1 = 48*2.5/18*6 = 1.11
D2 = 120*40*27/18*40*2.5 = 72
D3 = 216*4/30*27 = 1.067
D4 = 31*2/15*4 = 1.033
M.D = 48*120*216*31*2/18*18*30*15*6=88.18
D.C= 48*120*216*31*2/18*1*30*15*6 = 1587.2
A.D = M.D * (100/100-W)
When A.D = 85
M.D = A.D * (100-W/100)
= 85 * (100-5/100) = 8.75
New DCP = 1587.2/80.75 = 19.66 = 20T
Surface speed of cylinder = π*50*180 = 28274.3 in/min
Surface speed of doffer = π*27*[180*18.25*5.25*20/7.25*10.25*100] = 39.37 in/min
Condensation factor = S.S of cylinder/S.S of doffer
MUHAMMAD GHUFRAN (05TE-16) Page 35](https://image.slidesharecdn.com/spinningcalculations-150104093047-conversion-gate01/85/Spinning-calculations-35-320.jpg)





This document provides information about measuring moisture in textile materials and various related calculations. It lists the standard moisture regain for different materials like cotton, wool, viscose, silk, and jute. It also defines terms like absolute humidity, relative humidity, original weight, dry weight, oven dry weight, correct invoice weight, regain, and moisture content. The document includes examples of calculations for moisture content, regain, conditioned count weight, blending and mixing of materials, and piping diameters.

































































