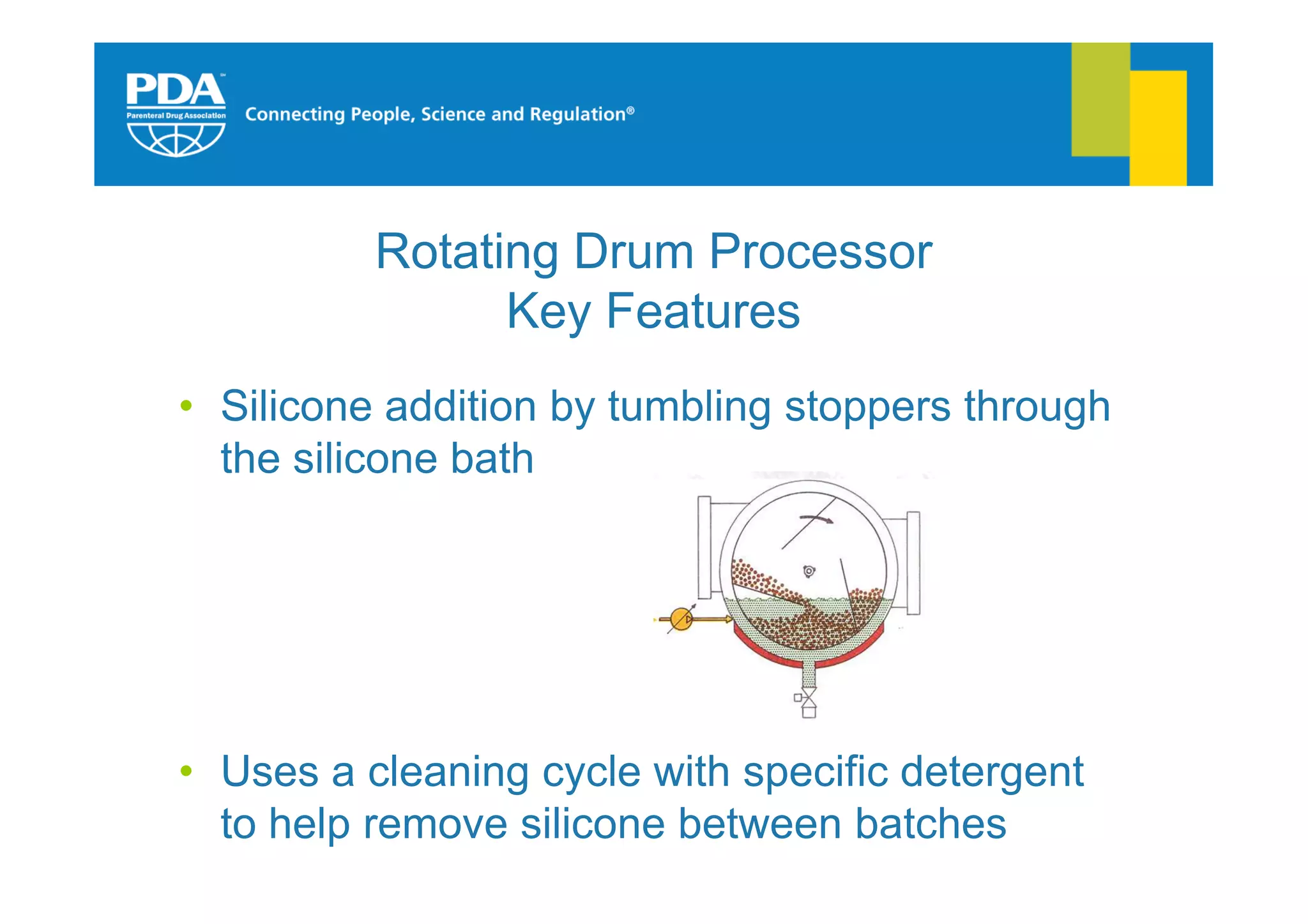
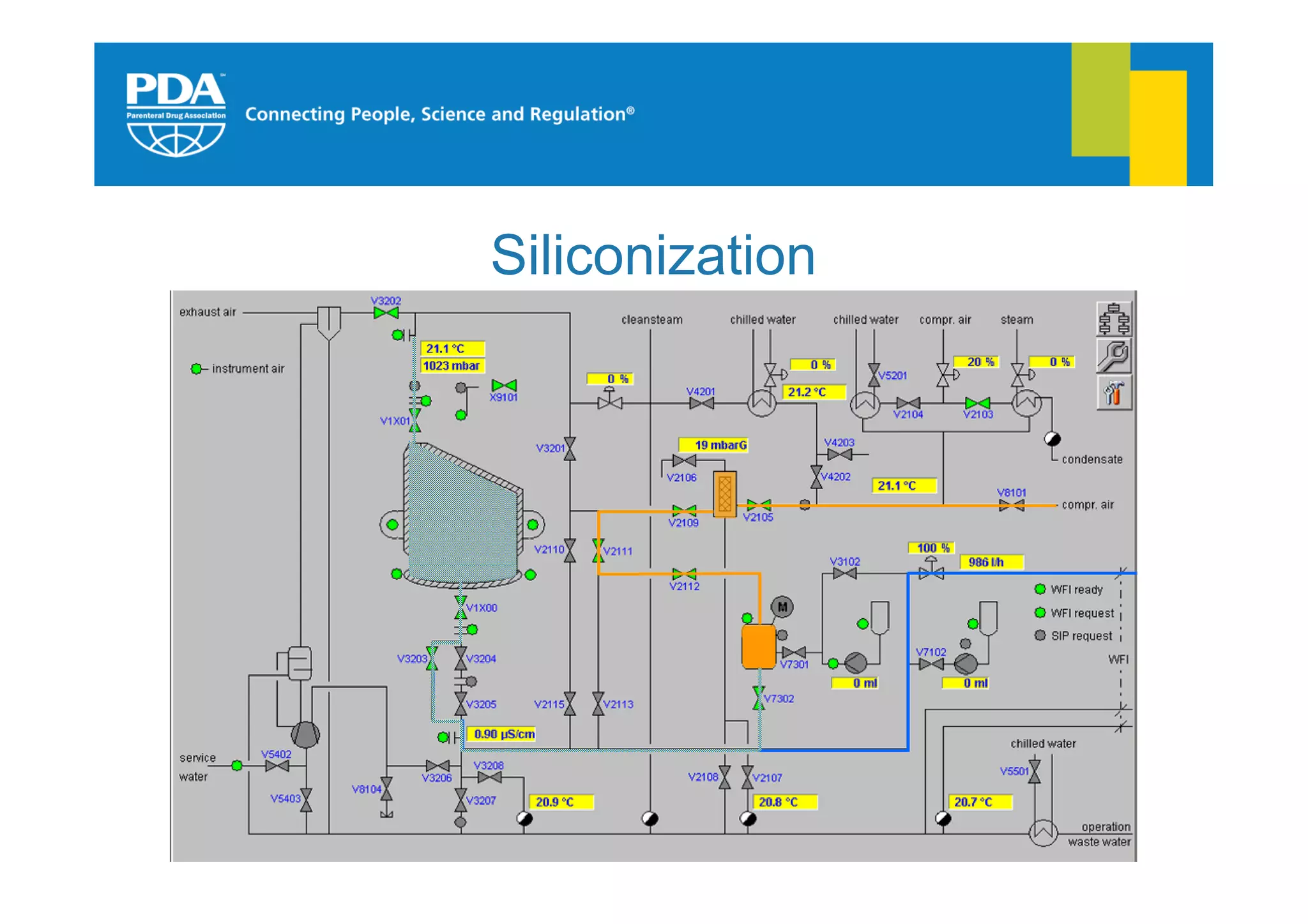
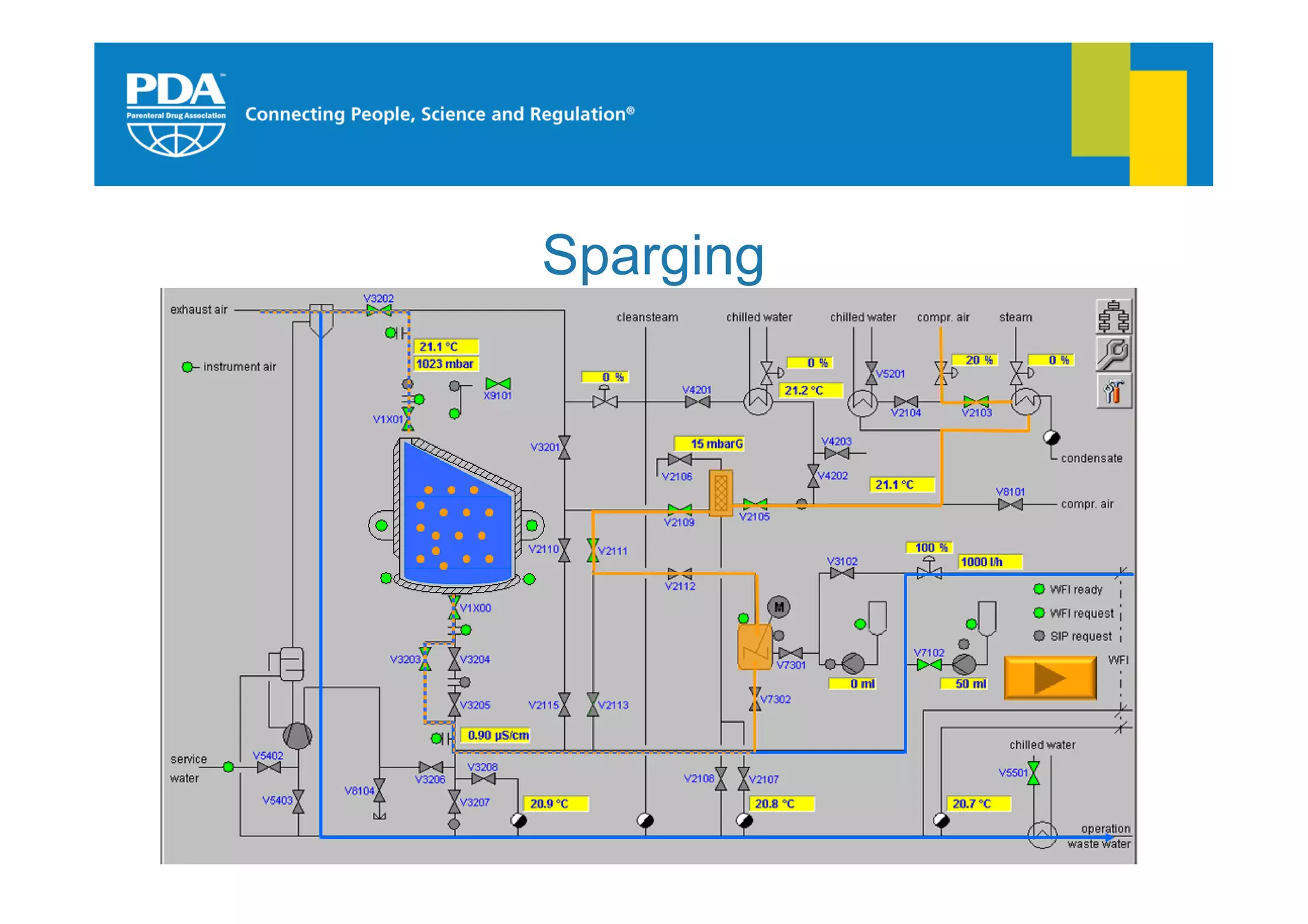
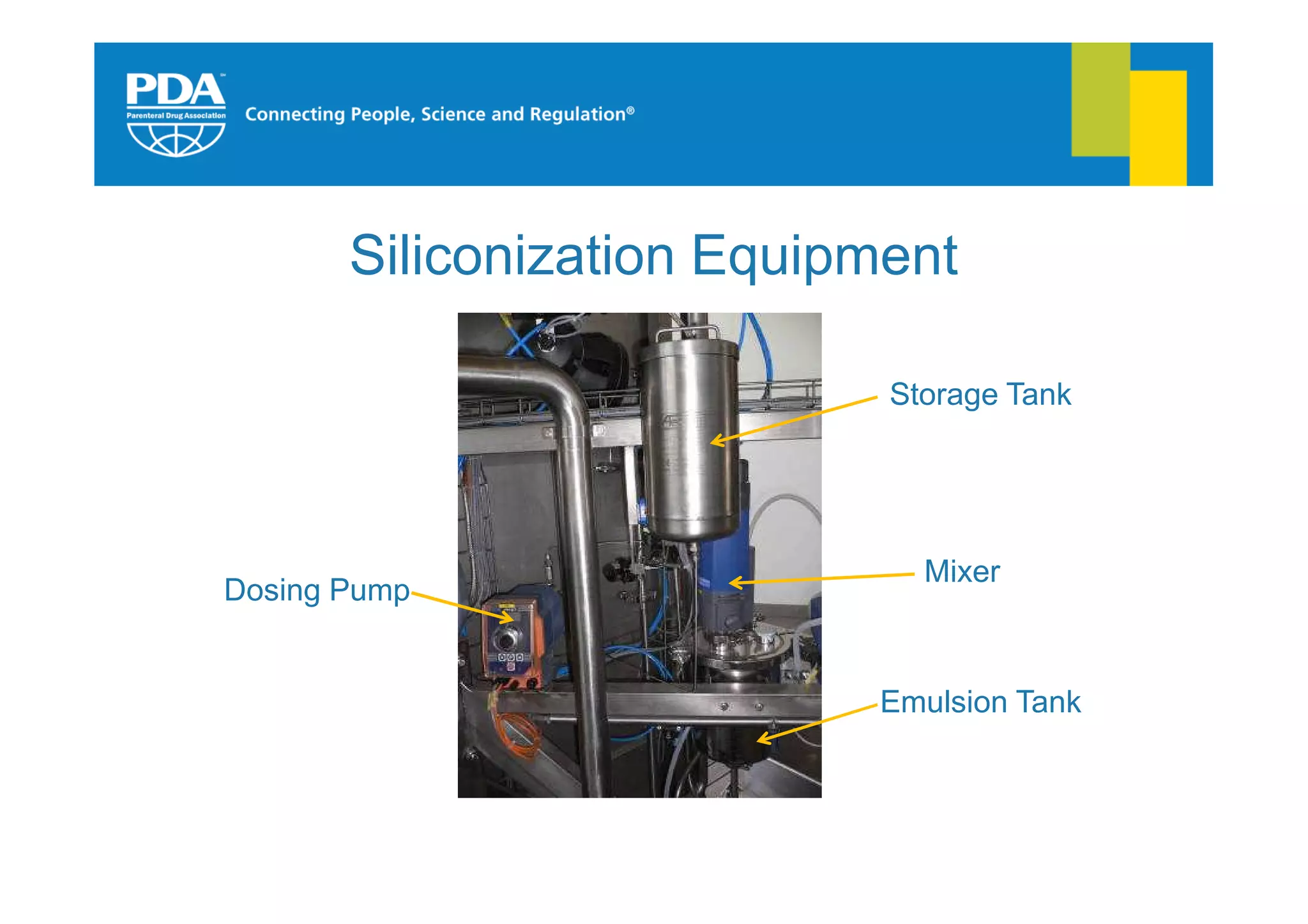
The document discusses the process of siliconizing stoppers used in pharmaceutical packaging. It describes the key steps in stopper processing including washing, rinsing, siliconization, sterilization, drying and cooling. Two common methods for siliconization are described - direct addition of silicone oil or using a silicone emulsion. The performance requirements and challenges of achieving consistent and effective siliconization are also summarized. The document concludes that siliconization is an important but unregulated part of integrated stopper processing.