The document discusses critical process parameters for manufacturing solid and softgel drug dosages. It outlines key parameters that must be controlled during various stages of production including granulation, blending, compression, coating, drying and encapsulation. Maintaining control of critical parameters like temperature, time, speed and pressure is essential for a validated manufacturing process and consistent end product quality. Process scale up requires understanding how these parameters impact the process as the scale changes.
“PROCESS SCALE UPAND CRITICAL CONTROL
PARAMETERS OF PROCESS OF SOLID AND SOFTGEL
DOSAGES”
2.
CRITICAL PROCESS PARAMETERSCRITICALPROCESS PARAMETERS
Control of critical process parameters during processing isControl of critical process parameters during processing is
the basic need of a validated process. If critical parametersthe basic need of a validated process. If critical parameters
will not be controlled, It will contribute to the variability ofwill not be controlled, It will contribute to the variability of
the end productthe end product (TQM)(TQM)
3.
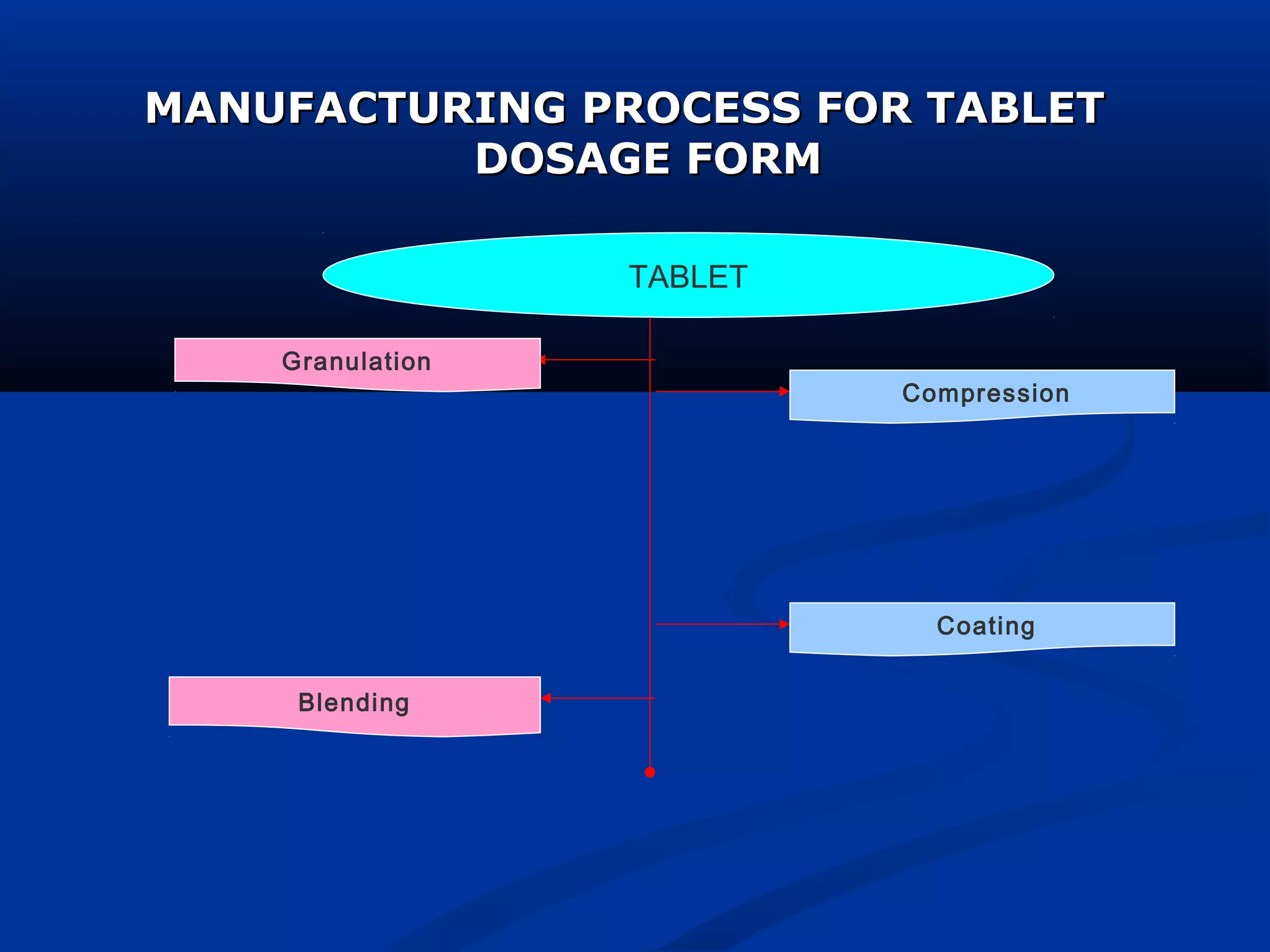
MANUFACTURING PROCESS FORTABLETMANUFACTURING PROCESS FOR TABLET
DOSAGE FORMDOSAGE FORM
TABLET
Granulation
Blending
Compression
Coating
4.
Granulation is theprocess in which powder particles are made to
adhere to form agglomerates called granules
GRANULATIONGRANULATION
Granules being denser than the powder occupy lesser volume per unit weight
therefore they are more convenient for storage and shipment.
For slightly hygroscopic material granulation reduce the possibility of caking.
As granules can absorb more moisture yet retain their flow ability because of
their size
To prevent segregation of the constituents of the mix
To improve the flow properties of the mix
To change the particle size distribution so that bulk density can be improved
To increase apparent density of the powder, Granulation can improve or
modify drug release profile.
WHY GRANULATIONWHY GRANULATION??
5.
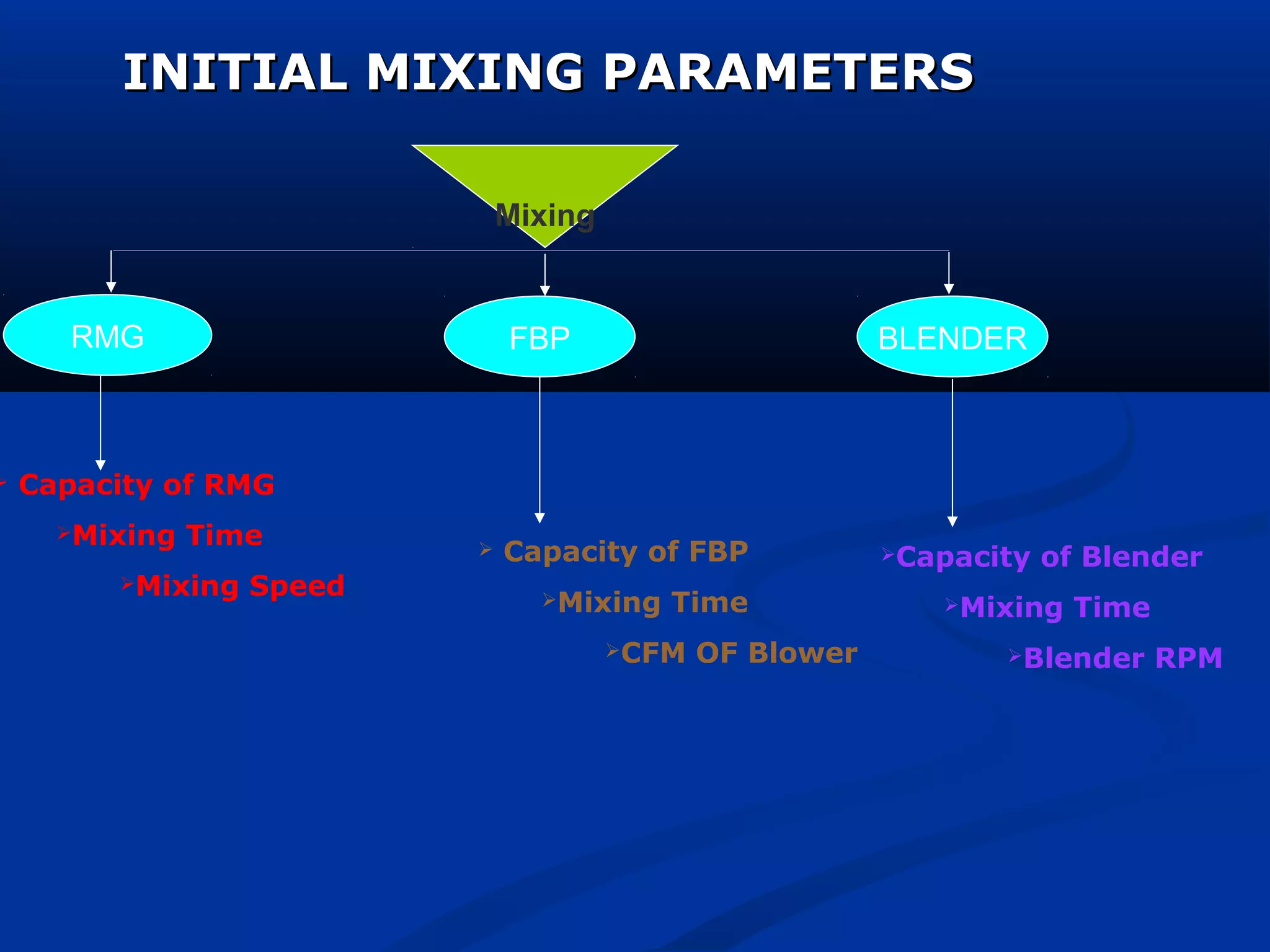
INITIAL MIXING PARAMETERSINITIALMIXING PARAMETERS
Capacity of RMG
Mixing Time
Mixing Speed
Capacity of FBP
Mixing Time
CFM OF Blower
Capacity of Blender
Mixing Time
Blender RPM
Mixing
RMG FBP BLENDER
6.
DRY GRANULATIONDRY GRANULATION
•Sieve /Mesh size.
• Capacity of Blender
• Mixing Time
• Blender Speed (RPM)
• Roller pressure
• Screw feeder RPM
• Pressure roller speed
• % Ratio of fines and granules
Dry Granulation ParametersDry Granulation Parameters
7.
WET GRANULATIONWET GRANULATION
Wet granulation is the most commonly used method of granulation in
which binder solution is added to the dry mix
Mechanisms of Granules Formation
Nucleation:Nucleation: Granulation starts with particle to particle contact andGranulation starts with particle to particle contact and
adhesion due to liquid bridges .Number of particles will join to formadhesion due to liquid bridges .Number of particles will join to form
the pendular statethe pendular state
Transition:Transition: Nuclei can grow in two possible ways Either singleNuclei can grow in two possible ways Either single
particles can be added to the nuclei by pendular bridges or two orparticles can be added to the nuclei by pendular bridges or two or
more nuclei may combine the combined nuclei will be reshaped by themore nuclei may combine the combined nuclei will be reshaped by the
agitation of the bedagitation of the bed
Ball Growth:Ball Growth: Granule growth produces large spherical granules andGranule growth produces large spherical granules and
the mean particle size of the granulating system will increase withthe mean particle size of the granulating system will increase with
time and agitationtime and agitation
8.
CRITICAL PARAMETERS DURINGBINDERCRITICAL PARAMETERS DURING BINDER
PREPARATIONPREPARATION
Temperature of binder solution
Capacity of Paste kettle
Total time taken for preparation of
binder solution
Viscosity of binder if required
9.
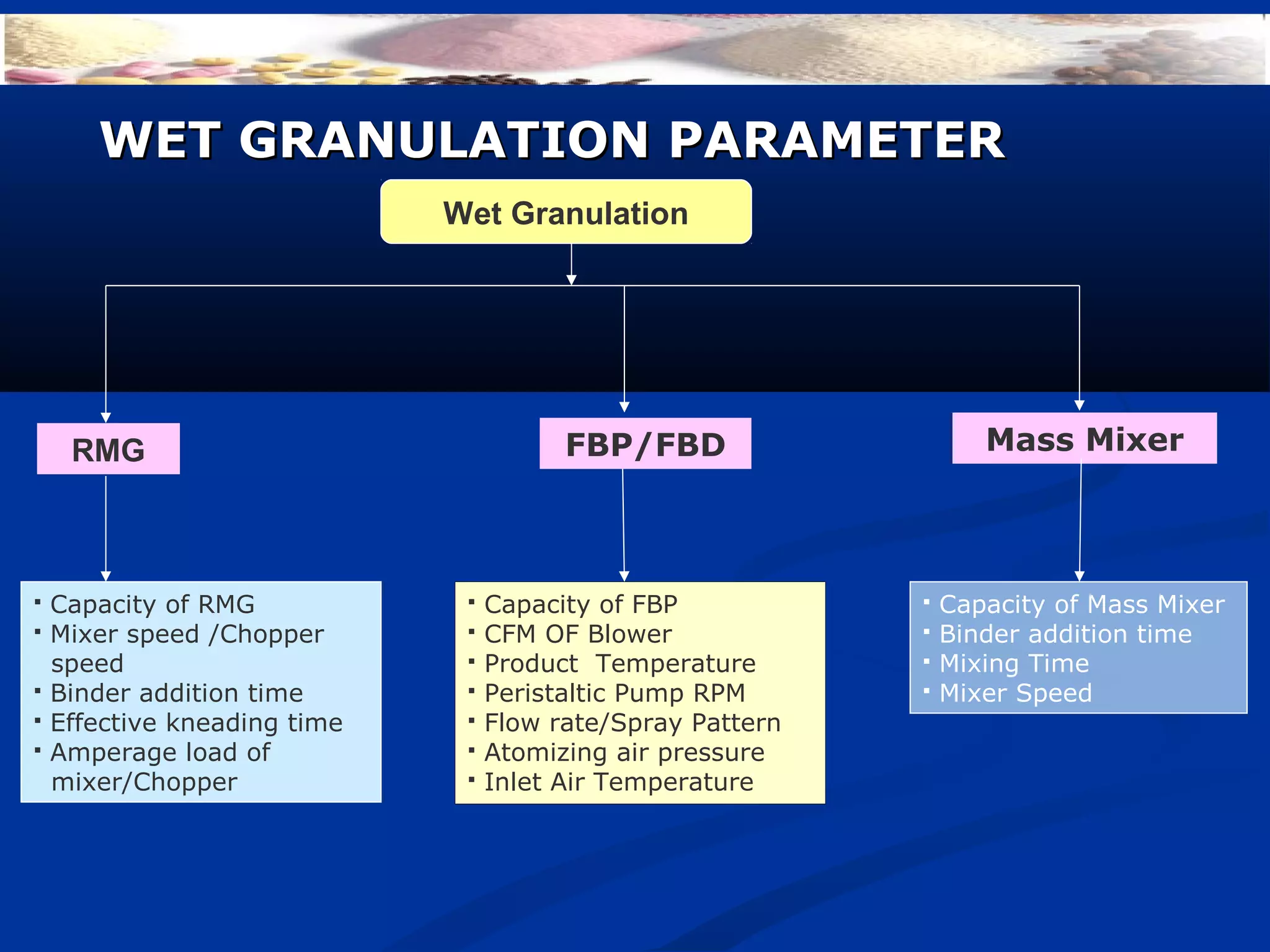
WET GRANULATION PARAMETERWETGRANULATION PARAMETER
Capacity of FBP
CFM OF Blower
Product Temperature
Peristaltic Pump RPM
Flow rate/Spray Pattern
Atomizing air pressure
Inlet Air Temperature
Mass MixerFBP/FBD
Capacity of RMG
Mixer speed /Chopper
speed
Binder addition time
Effective kneading time
Amperage load of
mixer/Chopper
Capacity of Mass Mixer
Binder addition time
Mixing Time
Mixer Speed
RMG
Wet Granulation
10.
ONE-POT TECHNOLOGYONE-POT TECHNOLOGY
Mixing, Granulating and Drying in ONE
processing vessel In one-Pot technology
mixing, granulation and drying options
integrated into one processing vessel
One-Pot Processing option:
Application of a vacuum within the bowl to
dry the wet mass allows drying of
pharmaceutical compounds at low
temperature
11.
• The vacuumdrying process can be enhanced by the
addition of a small amount of gas (Transflo™), passing
through the product during the drying phase resulting
in shorter drying times and lower residual moisture
content of the final product
• To further enhance the drying process, microwaves
should be added as an additional energy source -
microwave drying is the fastest drying technique
available in One-Pot processing
• Through accurate control of product temperature and
absorbed / reflected microwave power, this technology
is ideal for fast processing of pharmaceutical product
and is the unique one-pot process allowing higher
‘Product Quality’ & direct ‘Scale Up’
ONE-POT TECHNOLOGYONE-POT TECHNOLOGY
12.
CRITICAL PARAMETERS DURINGDRYINGCRITICAL PARAMETERS DURING DRYING
Inlet air temperature
Outlet air temperature
Bed temperature
Exhaust flap opening /CFM
Drying time
LOD of granules (After complete
drying)
13.
CRITICAL PARAMETERS DURINGBLENDINGCRITICAL PARAMETERS DURING BLENDING
/MIXING/MIXING
Blending/Mixing
Type of blender/Mixer
Capacity of Blender/Mixer
Blender RPM
Blending time
14.
CRITICAL PARAMETERS DURINGCRITICALPARAMETERS DURING
COMPRESSIONCOMPRESSION
Speed of machine
Compression force
Type of Feeder
Feeder speed
Tablet weight
Tablet thickness
Tablet hardness
Tablet DT
Tablet friability
Tablet diameter/shape
15.
Spray Drying ProcessSprayDrying Process
Spray drying is a very fast method of dryingSpray drying is a very fast method of drying
due to the very large surface area created bydue to the very large surface area created by
the atomization of the liquid feed. As athe atomization of the liquid feed. As a
consequence, high heat transfer coefficientsconsequence, high heat transfer coefficients
are generated and the fast stabilisation of theare generated and the fast stabilisation of the
feed at moderate temperatures makes thisfeed at moderate temperatures makes this
method very attractive for heat sensitivemethod very attractive for heat sensitive
materials.materials.
SPRAY DRYING PROCESSOR
16.
Spray Drying ProcessSprayDrying Process
There are four basic stages of the spray drying technique:There are four basic stages of the spray drying technique:
1.1.AtomizationAtomization:: A liquid feed stock is atomized into dropletsA liquid feed stock is atomized into droplets
via either a nozzle or a rotary atomizer. Nozzles usevia either a nozzle or a rotary atomizer. Nozzles use
pressure or compressed gas to atomize the feed while apressure or compressed gas to atomize the feed while a
rotary atomiser use a wheel rotating at high speed.rotary atomiser use a wheel rotating at high speed.
2.2.DryingDrying:: Heated process gas (air or nitrogen) is broughtHeated process gas (air or nitrogen) is brought
into contact with the atomized feed using a gas disperser –into contact with the atomized feed using a gas disperser –
leading to evaporation.leading to evaporation.
3.3.Particle formationParticle formation:: As the liquid rapidly evaporates fromAs the liquid rapidly evaporates from
the droplet, a particle forms and falls to the bottom of thethe droplet, a particle forms and falls to the bottom of the
chamber.chamber.
4.4.RecoveryRecovery:: The powder is recovered from the exhaustThe powder is recovered from the exhaust
gases using a cyclone or bag filter. The whole processgases using a cyclone or bag filter. The whole process
generally takes no more than a few seconds.generally takes no more than a few seconds.
17.
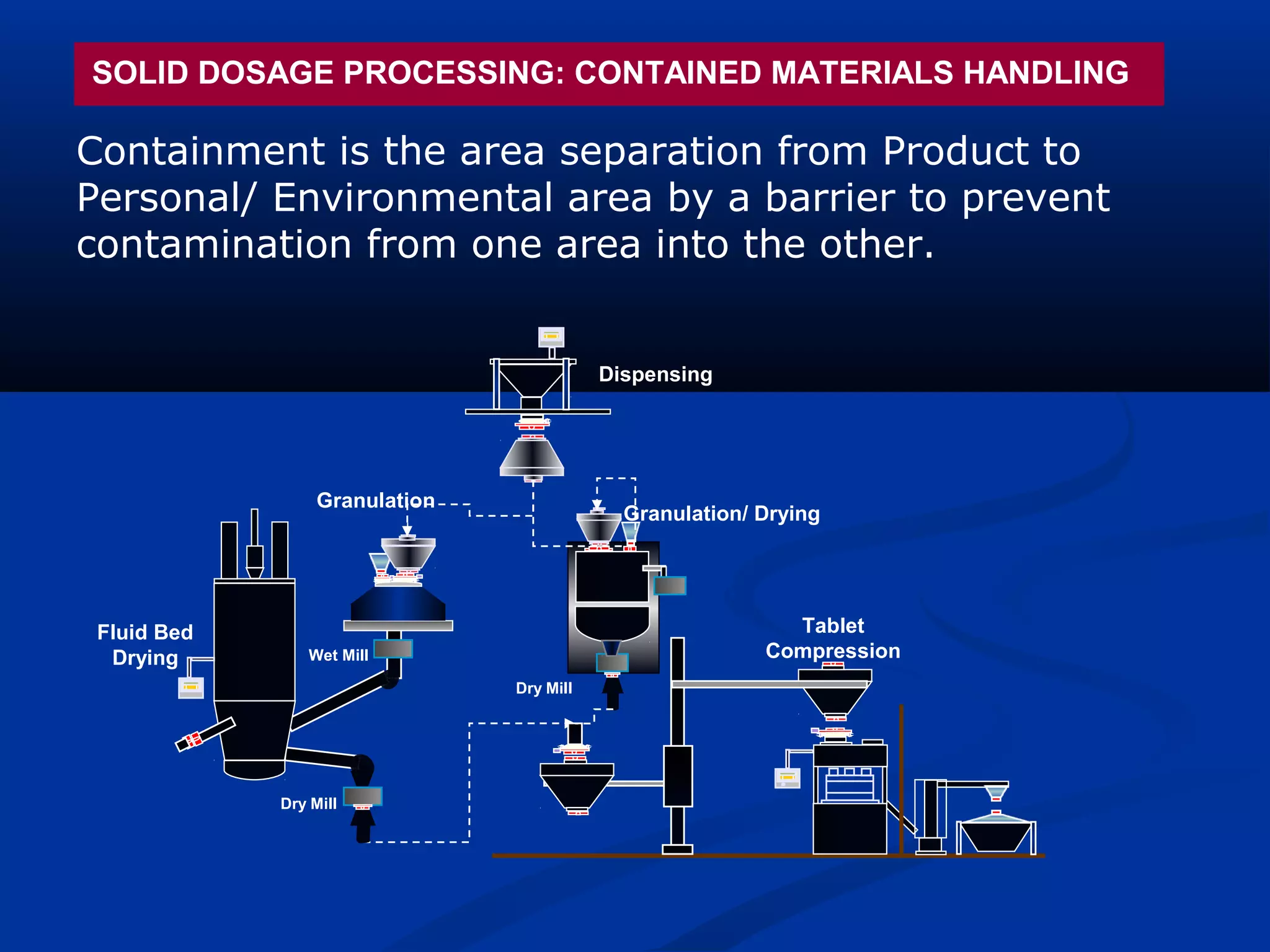
Fluid Bed
Drying
Tablet
Compression
Dry Mill
Granulation
Dispensing
DryMill
Granulation/ Drying
Wet Mill
SOLID DOSAGE PROCESSING: CONTAINED MATERIALS HANDLING
Containment is the area separation from Product to
Personal/ Environmental area by a barrier to prevent
contamination from one area into the other.
18.
In-depth understandingof containment requirementsIn-depth understanding of containment requirements
Knowledge of the specific needs both in primary andKnowledge of the specific needs both in primary and
secondary productionsecondary production
t [ h ]
RDI2
RDI1
1 2 3 4 5 6 7 8
ADI
tabletting control granul. control tabletting
Have you ever calculated the real operator exposure?
19.
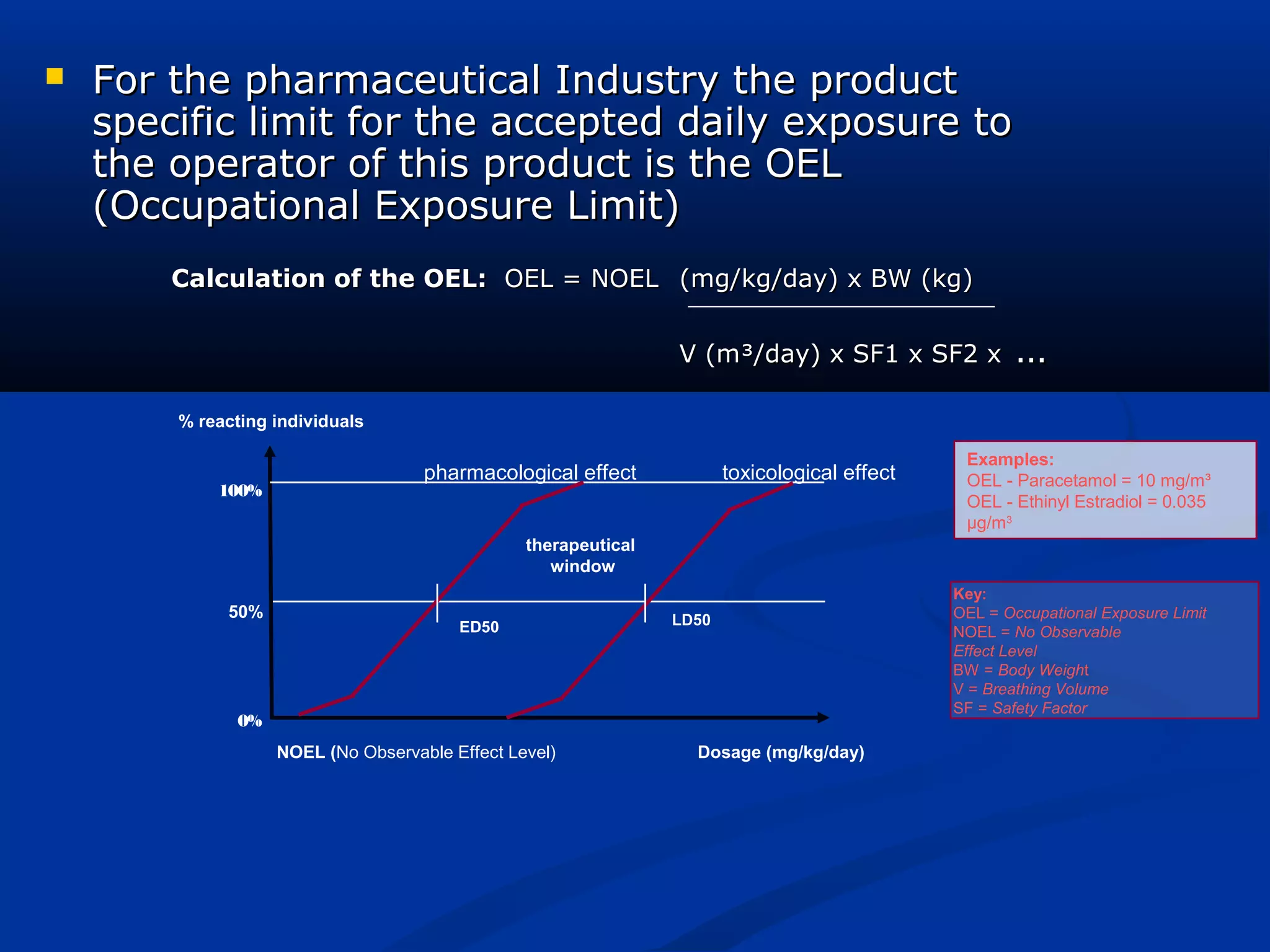
For thepharmaceutical Industry the productFor the pharmaceutical Industry the product
specific limit for the accepted daily exposure tospecific limit for the accepted daily exposure to
the operator of this product is the OELthe operator of this product is the OEL
(Occupational Exposure Limit)(Occupational Exposure Limit)
Calculation of the OEL:Calculation of the OEL: OEL = NOELOEL = NOEL (mg/kg/day) x BW (kg)(mg/kg/day) x BW (kg)
V (m³/day) x SF1 x SF2 xV (m³/day) x SF1 x SF2 x ……
100%
0%
% reacting individuals
pharmacological effect
NOEL (No Observable Effect Level)
toxicological effect
ED50
50% LD50
Dosage (mg/kg/day)
therapeutical
window
Key:
OEL = Occupational Exposure Limit
NOEL = No Observable
Effect Level
BW = Body Weight
V = Breathing Volume
SF = Safety Factor
Examples:
OEL - Paracetamol = 10 mg/m³
OEL - Ethinyl Estradiol = 0.035
µg/m3
20.
CRITICAL PARAMETERS DURINGCOATINGCRITICAL PARAMETERS DURING COATING
Inlet air temperature
Outlet / exhaust air temperature
Bed Temperature
PAN RPM
Pump RPM /Flow rate /Spray Pattern
Atomizing air pressure
Spray Gun Distance to the Bed
Weight gain / % Weight build up
CRITICAL PARAMETERS DURINGGELMASSCRITICAL PARAMETERS DURING GELMASS
PREPRATIONPREPRATION
Reactor Capacity
Mixer Speed (RPM)
Hot Water Temperature
Vacuum
Mixing Time
Temperature of Gelatin
Storage Vessel
24.
CRITICAL PARAMETERS DURINGCRITICALPARAMETERS DURING
ENCAPSULATIONENCAPSULATION
Die Size
Machine Speed (Die roll RPM)
Gelatin Ribbon thickness
Drum Cooling air Temperature
Capsule Sealing / wedge Temperature
Spreader Box Temperature
Gravity Feed Pipes Temperature
Die Roll Pressure
Environmental Monitoring (Temp. & RH)
25.
CRITICAL PARAMETERS DURINGDRYINGCRITICAL PARAMETERS DURING DRYING
• Temperature and RH are criticalTemperature and RH are critical
parameters during drying ofparameters during drying of
soft gelatin capsule.soft gelatin capsule.
• For drying of Soft gelatin capsuleFor drying of Soft gelatin capsule
specially designed drying area isspecially designed drying area is
being used in which temperaturebeing used in which temperature
in maintained below 25ºC and %in maintained below 25ºC and %
RH NMT 30%RH NMT 30%
![ In-depth understanding of containment requirementsIn-depth understanding of containment requirements
Knowledge of the specific needs both in primary andKnowledge of the specific needs both in primary and
secondary productionsecondary production
t [ h ]
RDI2
RDI1
1 2 3 4 5 6 7 8
ADI
tabletting control granul. control tabletting
Have you ever calculated the real operator exposure?](https://image.slidesharecdn.com/presentation-process-scale-up-and-critical-control-parameters-1-170716120005/75/Presentation-process-scale-up-and-critical-control-parameters-1-18-2048.jpg)