Single Phase Gas Flow Correlations
•
4 likes•868 views

This document discusses various equations that can be used to model single-phase gas flow in pipelines depending on factors like pipe diameter, length, pressure, and flow characteristics. The Weymouth, Modified Panhandle, AGA, Spitzglass, and general flow equations are each described in terms of their applicable pipeline parameters and assumptions. References and notes provide additional context on recommended practices and limitations.

Recommended
More Related Content
What's hot
What's hot (20)
Similar to Single Phase Gas Flow Correlations
Similar to Single Phase Gas Flow Correlations (16)
More from Vijay Sarathy
More from Vijay Sarathy (20)
Recently uploaded
Recently uploaded (20)
Single Phase Gas Flow Correlations
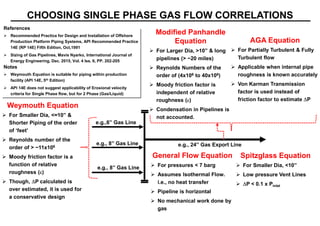
- 1. e.g., 24” Gas Export Line e.g.,6” Gas Line e.g., 8” Gas Line e.g., 8” Gas Line Weymouth Equation For Smaller Dia, <=10” & Shorter Piping of the order of ‘feet’ Reynolds number of the order of > ~11x106 Moody friction factor is a function of relative roughness () Though, P calculated is over estimated, it is used for a conservative design Modified Panhandle Equation For Larger Dia, >10” & long pipelines (> ~20 miles) Reynolds Numbers of the order of (4x106 to 40x106) Moody friction factor is independent of relative roughness () Condensation in Pipelines is not accounted. AGA Equation For Partially Turbulent & Fully Turbulent flow Applicable when internal pipe roughness is known accurately Von Karman Transmission factor is used instead of friction factor to estimate P Spitzglass Equation For Smaller Dia, <10” Low pressure Vent Lines P < 0.1 x Pinlet General Flow Equation For pressures < 7 barg Assumes Isothermal Flow. i.e., no heat transfer Pipeline is horizontal No mechanical work done by gas CHOOSING SINGLE PHASE GAS FLOW CORRELATIONS References Recommended Practice for Design and Installation of Offshore Production Platform Piping Systems, API Recommended Practice 14E (RP 14E) Fifth Edition, Oct,1991 Sizing of Gas Pipelines, Mavis Nyarko, International Journal of Energy Engineering, Dec. 2015, Vol. 4 Iss. 6, PP. 202-205 Notes Weymouth Equation is suitable for piping within production facility (API 14E, 5th Edition) API 14E does not suggest applicability of Erosional velocity criteria for Single Phase flow, but for 2 Phase (Gas/Liquid)