Downloaded 407 times
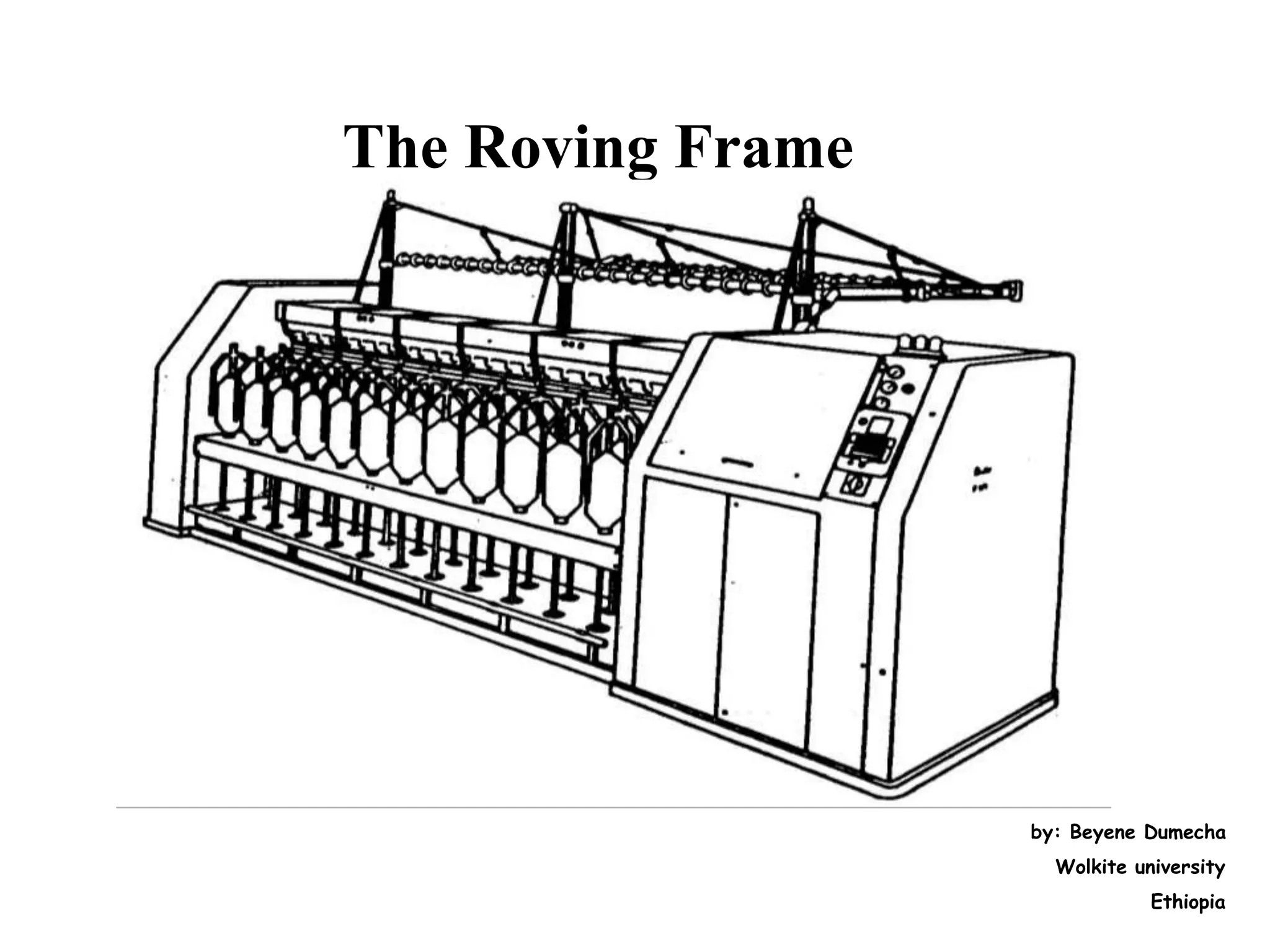


The document discusses the roving frame machine, which comes after the draw frame in the spinning process. The roving frame drafts sliver from draw frame cans into a thin roving strand and applies a light twist. It operates by drafting the sliver, guiding it through the flyer to apply twist, and winding the roved strand onto bobbins. While complicated, the roving frame produces packages of roving suitable for input to the ring frame. Efforts to eliminate this step have not succeeded due to the high drafts required in ring frames.



































































