Downloaded 998 times

![ABSTRACT
Friction Spinning or Dref Spinning is a textile technology that
suitable for spinning coarse counts of yarns and technical corewrapped yarns.
Dref yarns are bulky, with low tensile strength making them
suitable for blankets and mop yarns, they can be spun
from asbestos, carbon fibres and make filters was water
systems.
Yarns such as Rayon and Kevlar can be spun using this method.
The technology was developed around 1975 by Dr. Ernst
Fehrer.[1]
2](https://image.slidesharecdn.com/aybala-te550-frictionspinning-140201000155-phpapp02/75/FRICTION-SPINNING-TECHNOLOGY-M-S-2-2048.jpg)























![TECHNOLOGİCAL DEVELOPMENTS OF
DREF SYSTEM
Dref-3 spinning system has
advantages over Dref-2 which
are;
oThe sheath fibers are attached
to the core fibers by the false
twist generated by the rotating
action of drums.[fig.10]
oTwo drafting units are used in
this system, one for the core
fibers and other for the sheath
fibers
26
Fig.10-Dref-3 Schematic Figure](https://image.slidesharecdn.com/aybala-te550-frictionspinning-140201000155-phpapp02/75/FRICTION-SPINNING-TECHNOLOGY-M-S-26-2048.jpg)

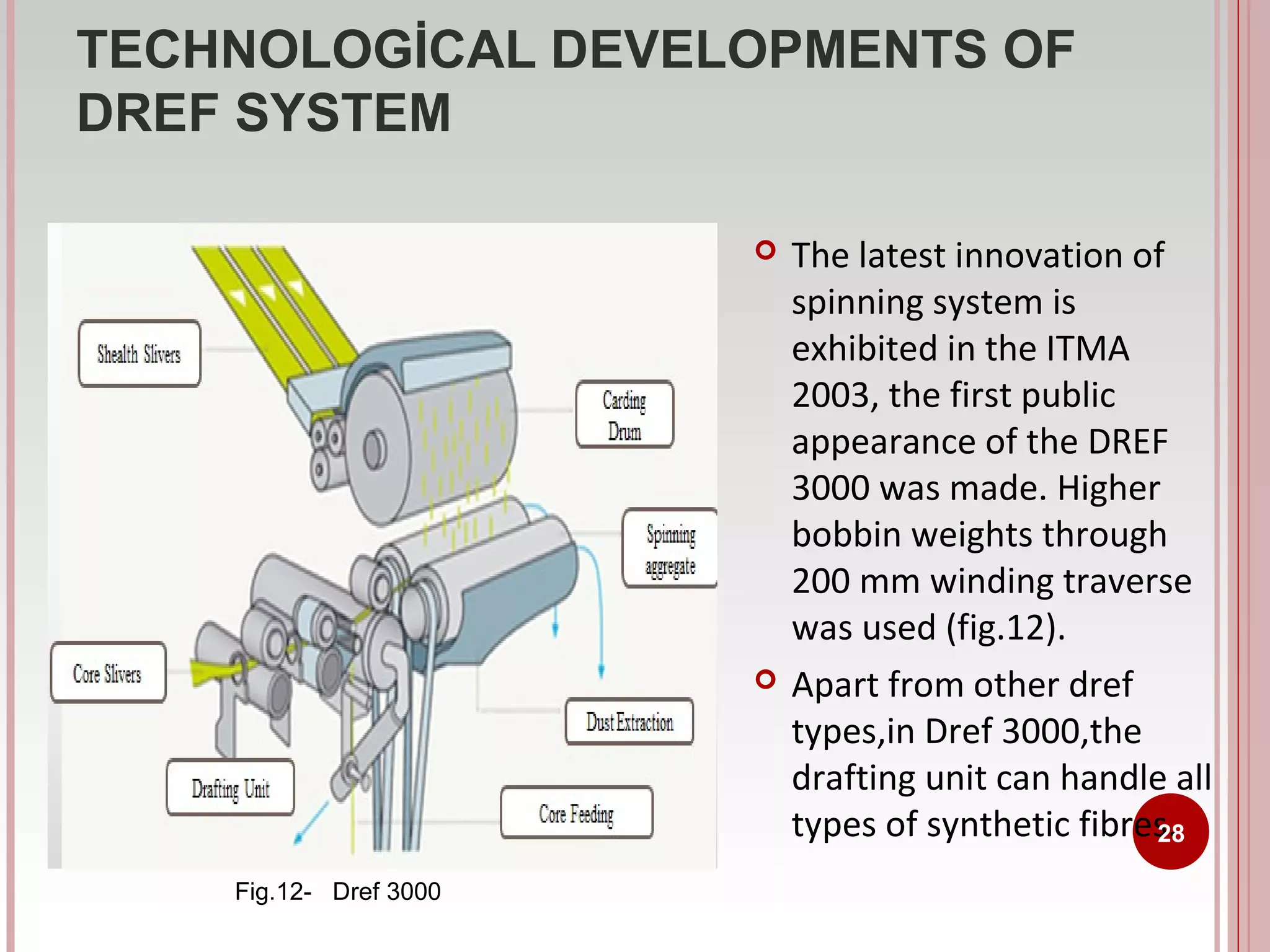















Dref system is Dref 3000 which was introduced in 2003.It has higher production capacity than Dref 2000. This document discusses friction spinning, also known as Dref spinning. It is a textile technology suitable for spinning coarse yarn counts and technical core-wrapped yarns. Dref yarns have low tensile strength, making them suitable for blankets, mops, and filters. The technology was developed in 1975 and allows yarns like rayon and Kevlar to be spun. Friction spinning uses two friction surfaces to roll fibers into yarn with very little tension applied. This makes it more productive than other spinning methods like ring and rotor spinning. Developments











































































