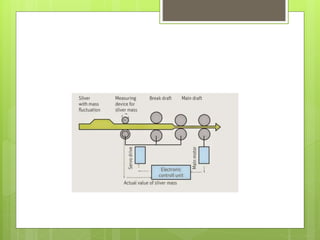
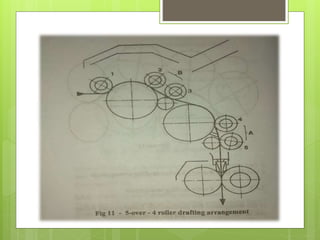
The document discusses the function and significance of the draw frame in a spinning mill, highlighting its role as a critical quality filter for yarn production. Key actions such as drafting, doubling, and equalizing are explained, emphasizing the importance of achieving uniform sliver quality and fiber parallelization to minimize yarn defects. Various drafting arrangements, including the conventional systems and modern adaptations, are described, showcasing their applications in improving processing efficiency and yarn characteristics.







![Yarn Manufacturing Process : Comber Part II [Modern combers]](https://cdn.slidesharecdn.com/ss_thumbnails/moderncombers-180912060904-thumbnail.jpg?width=640&height=640&fit=bounds)