Downloaded 17 times



![36© Life Cycle Engineering 2008
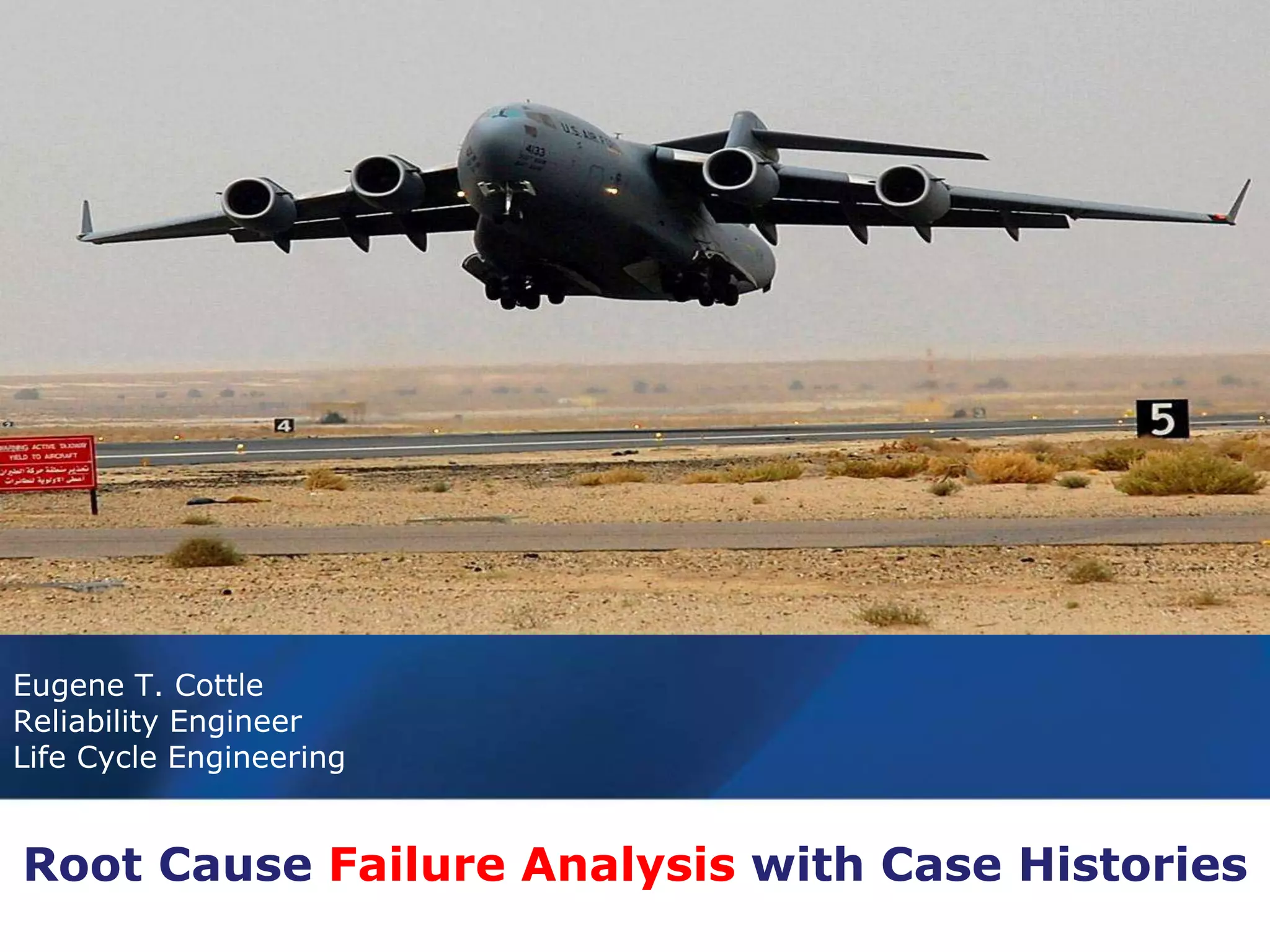
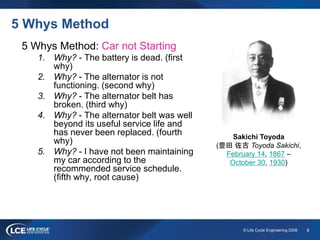
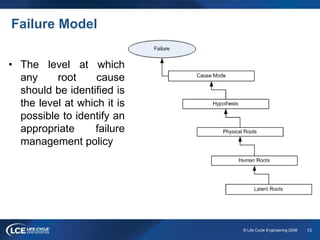
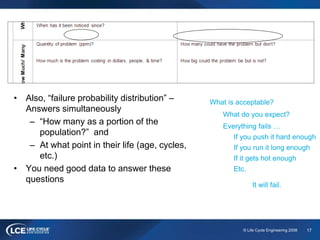
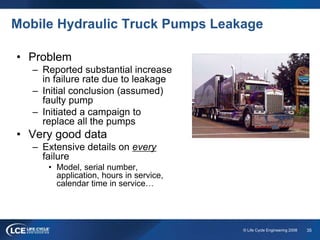
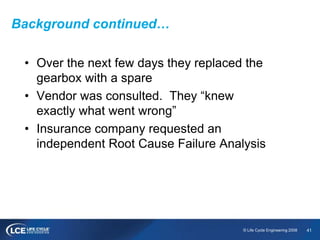
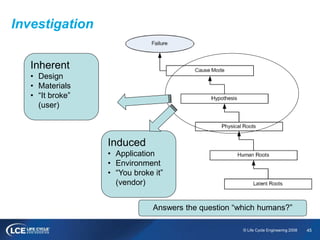
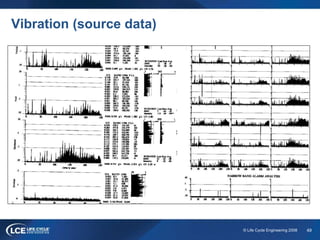
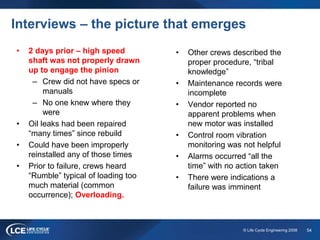
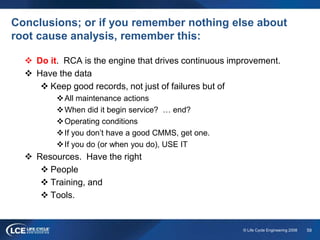
Mobile Hydraulic Truck Pumps Continued…
• Established 13 year
timeline showing
entire history of
design and
application
• Reviewed detailed
removal history and
failure probability
distributions
• Identified 2 different
failure modes…
1.00 100.0010.00
0.10
0.50
1.00
5.00
10.00
50.00
90.00
99.00
0.10
0.5
0.6
0.7
0.8
0.9
1.0
1.2
1.4
1.6
2.0
3.0
4.0
6.0
b
h
ReliaSoft's Weibull++ 6.0 - www.Weibull.com
Probability - Weibull
Time in Service (months)
Unreliability,F(t)
478
610
809
938
1153
1193
1314
1289
1378
1307
1251
134111691120105393388877267163755350743241538330332126621322817118915411812292433227149
Weibull
AllParts_Months_Warr
W5 MLE - SRM MED
F=24896 / S=334701
CB[FM]@90.00%
1-Sided-U [T1]
b[1]=2.2600, h[1]=16.5572, R[1]=0.0921 ; b[2]=1.8892, h[2]=163.0341, R[2]=0.9079](https://image.slidesharecdn.com/rootcausefailureanalysisbylifecycleengineering-200710114627/85/Root-Cause-Failure-Analysis-by-Eugene-Cottle-Lifecycle-Engineering-36-320.jpg)
![37© Life Cycle Engineering 2008
1.00 100.0010.00
0.01
0.05
0.10
0.50
1.00
5.00
10.00
50.00
90.00
99.00
0.01
0.5
0.6
0.7
0.8
0.9
1.0
1.2
1.4
1.6
2.0
3.0
4.0
6.0
b
h
ReliaSoft's Weibull++ 6.0 - www.Weibull.com
Probability - Weibull
Time in Service (months)
Unreliability,F(t)
80
99
124
120
112
94
1188910590807880576147564042172322917121510888892354
Weibull
16000K
W5 MLE - SRM MED
F=1752 / S=9223
b1[1]=1.8996, h1[1]=11.4709, R1[1]=0.1469 ; b1[2]=1.7402, h1[2]=133.6546, R1[2]=0.8531
13
3
12
8
11
8 5 7
11336364 52 2 3 16000L
W5 MLE - SRM MED
F=120 / S=209
b2[1]=1.8024, h2[1]=9.8963, R2[1]=0.3433 ; b2[2]=1.5343, h2[2]=116.0825, R2[2]=0.6567
223
280
427
473
622
665
731
703
7947346957576455655694674594223753443023132732542361621841571151348610976525942158
16000M
W5 MLE - SRM MED
F=13527 / S=89454
b3[1]=2.2610, h3[1]=14.0255, R3[1]=0.0997 ; b3[2]=1.8634, h3[2]=121.8553, R3[2]=0.9003
8
17
19
21
20
1512111617141413101179332623222 16000N
W5 MLE - SRM MED
F=264 / S=9106
b4[1]=1.9221, h4[1]=12.1015, R4[1]=0.0298 ; b4[2]=4.4799, h4[2]=91.3611, R4[2]=0.9702
37
50
50
423228
44383334292637172311121915138677665443
AllOthers
W5 MLE - SRM MED
F=648 / S=42756
CB[FM]@90.00%
1-Sided-U [T1]
b5[1]=1.6788, h5[1]=12.0507, R5[1]=0.0137 ; b5[2]=1.7057, h5[2]=612.6454, R5[2]=0.9863
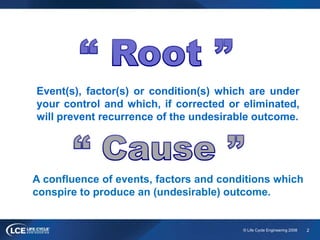
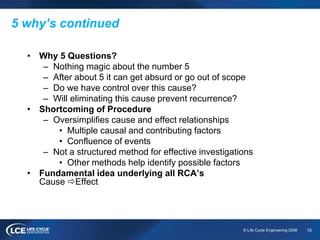
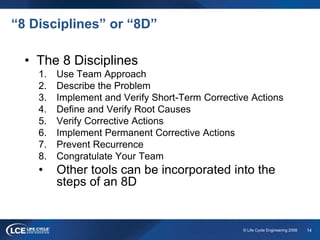
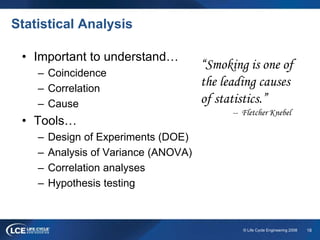
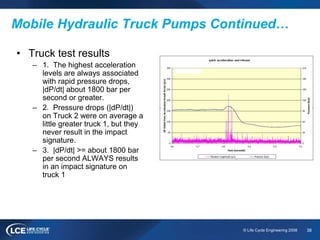
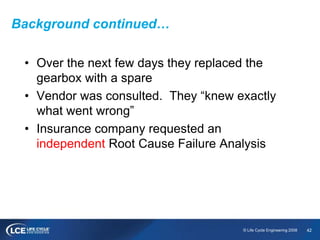
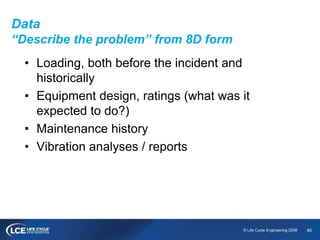
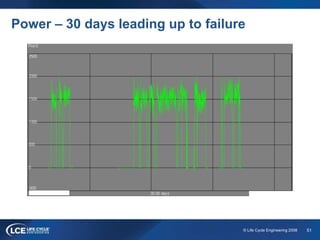
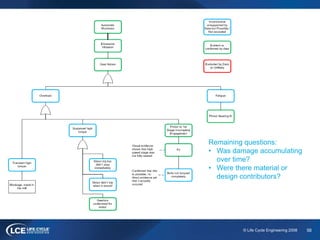
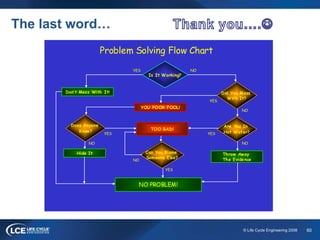
Further analysis
permitted us to
isolate and
identify
subpopulations
with distinctly
different failure
distributions](https://image.slidesharecdn.com/rootcausefailureanalysisbylifecycleengineering-200710114627/85/Root-Cause-Failure-Analysis-by-Eugene-Cottle-Lifecycle-Engineering-37-320.jpg)



The document discusses various root cause failure analysis techniques including: 5 Whys method, Ishikawa diagrams, failure mode analysis, statistical analysis, and selecting/prioritizing corrective actions. It provides examples of root cause analyses including issues with Boeing C-17 landing gear sensors, Blue Screen of Death software errors, conveyor drive failures, and mobile hydraulic truck pump leakage. The key lessons are the importance of thorough problem definition, dedicated investigation, not assuming initial causes are correct, and using data to identify root causes and prevent recurrence.













































































