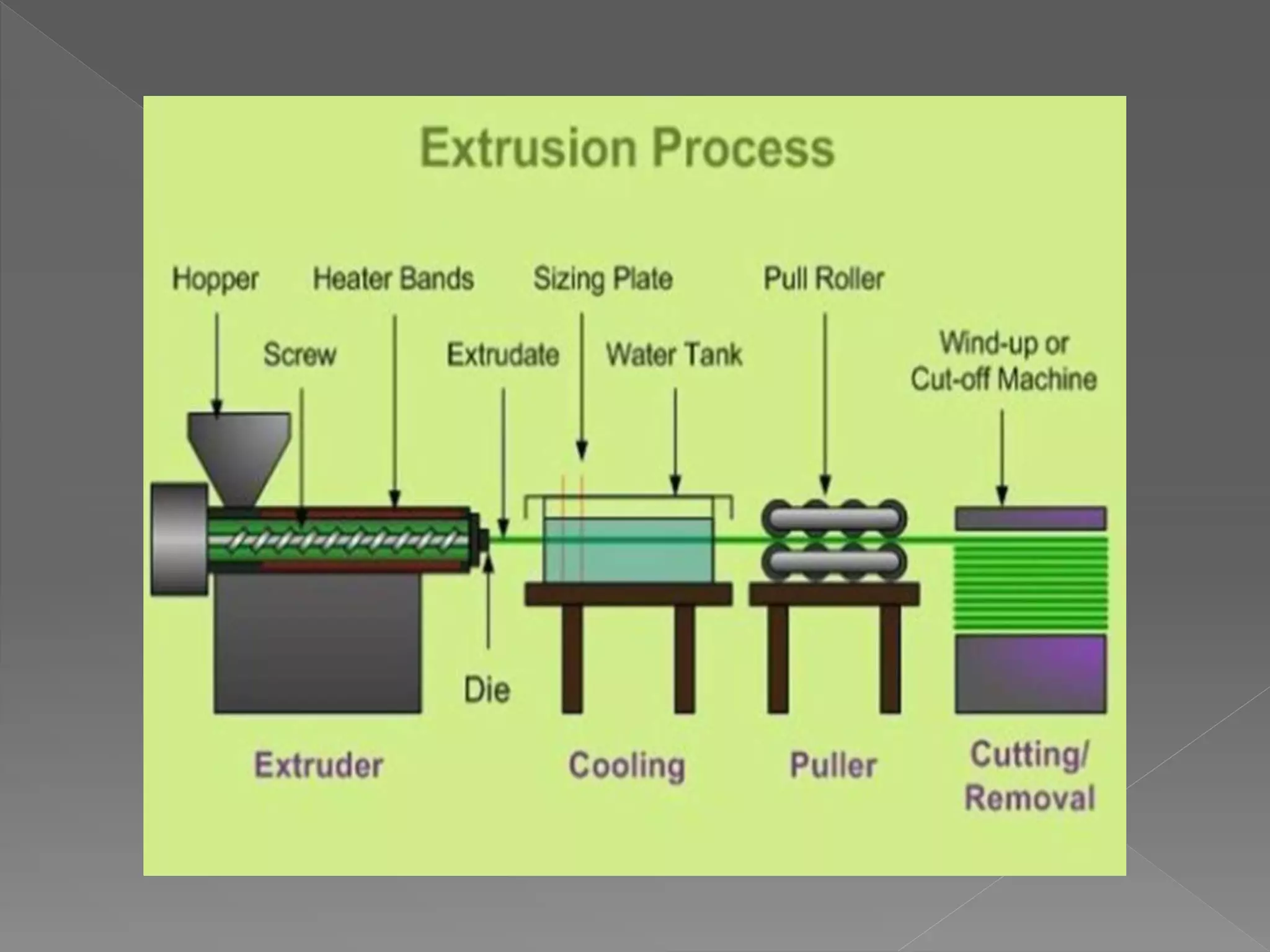
The document provides an overview of plastics, describing their types (thermoplastics and thermosetting plastics), their properties, and processing methods. It details the polymerization process, the characteristics of thermoplastics that allow them to be remolded multiple times, and the irreversible curing process of thermosetting plastics. Various molding techniques such as injection molding, extrusion molding, and compression molding are also discussed, highlighting their applications and operational processes.