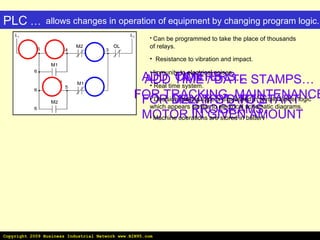









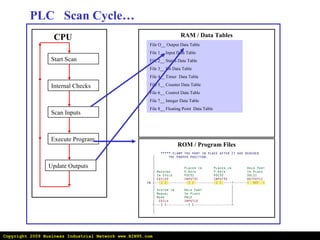
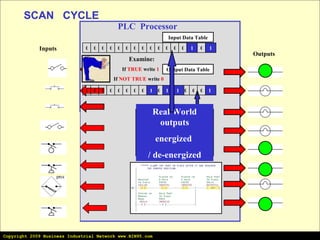


This document provides an overview of PLC (Programmable Logic Controller) training materials, emphasizing its applications, programming instructions, and operational mechanics. It discusses the importance of PLCs in automating equipment operations with features such as timers and counters, along with specific details about various SLC 500 processors and their capabilities. Additionally, it outlines the memory organization and operating cycles of PLCs, showcasing their real-time decision-making functionality.