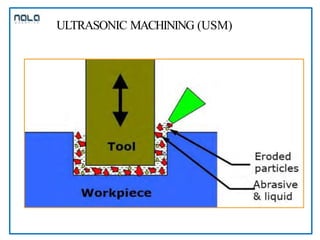
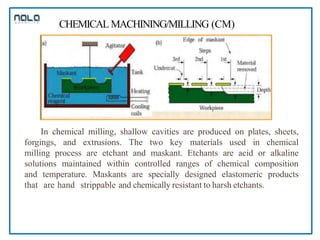
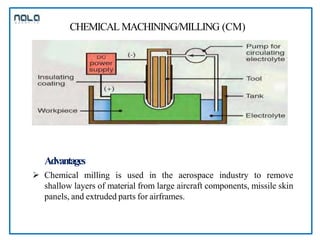
The document discusses non-traditional manufacturing processes. It begins by defining non-traditional manufacturing processes as those that remove material using techniques involving mechanical, thermal, electrical or chemical energy without using sharp cutting tools. Some examples of non-traditional processes discussed include ultrasonic machining, water jet machining, abrasive jet machining, and abrasive water jet machining. The document then provides more details on these specific processes, describing how each one works and giving examples of materials they can machine and applications. Limitations of some of the processes are also mentioned.