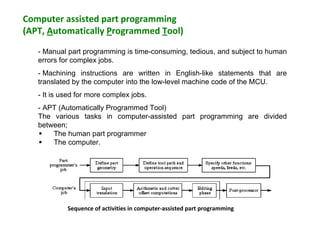
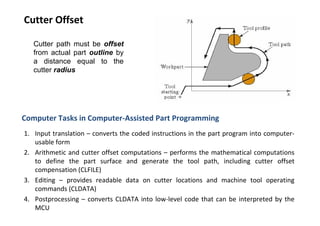
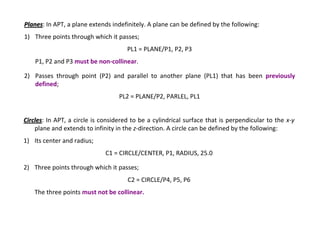
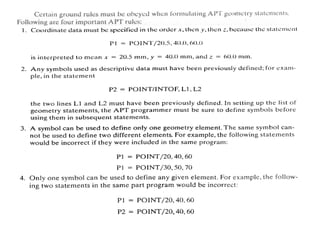
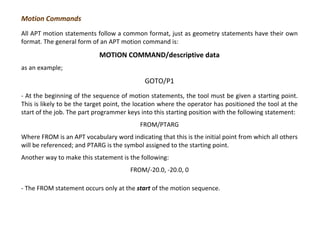
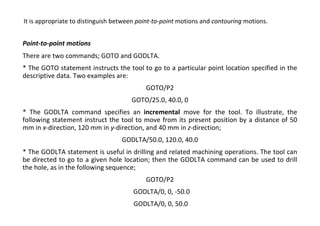
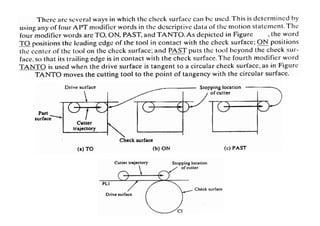
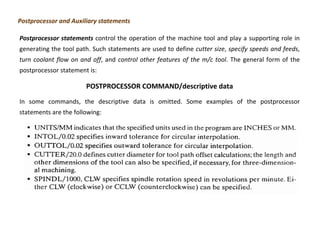
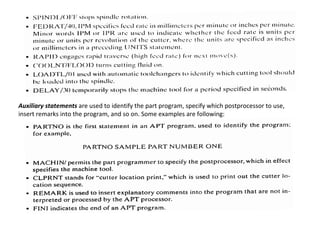
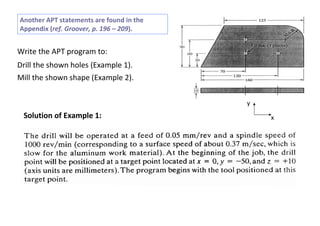
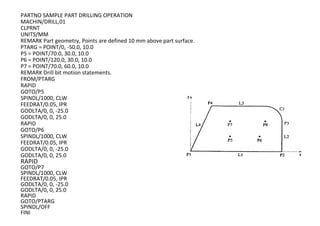
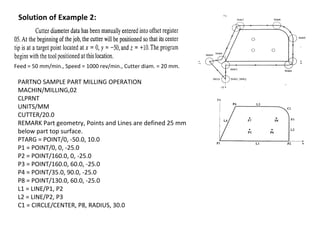
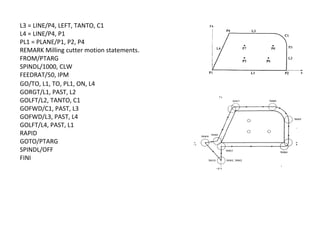
Computer assisted part programming uses APT (Automatically Programmed Tool) language to define part geometry and tool paths to machine complex parts. The programmer first defines points, lines, circles, and planes representing the part geometry. Then tool paths are specified using motion commands like GOTO for point-to-point and GO/TO for continuous contouring motions along the defined geometry. Postprocessor statements control machine functions and auxiliary statements name the program and insert comments.
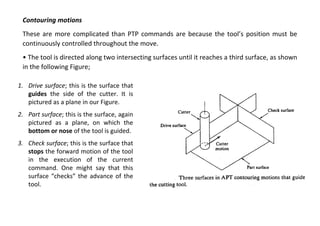



































































![[Deck] What's New in Spark-Iceberg Integration via DSV2.pptx](https://cdn.slidesharecdn.com/ss_thumbnails/deckwhatsnewinspark-icebergintegrationviadsv2-260210005337-25955b12-thumbnail.jpg?width=640&height=640&fit=bounds)















