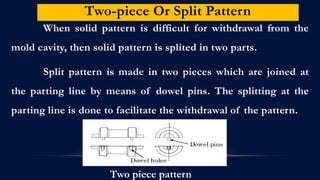
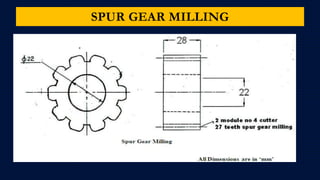
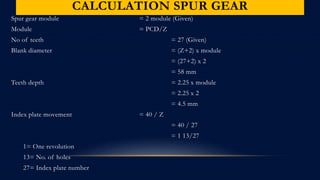
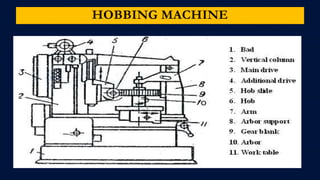
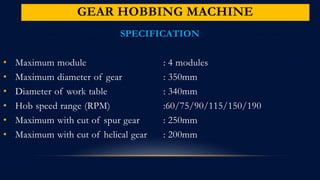
The document describes various manufacturing processes including foundry, gear cutting, and tool grinding. In foundry, it discusses mould preparation using solid and split patterns. For gear cutting, it explains gear hobbing and spur gear milling processes. It provides steps to make moulds and cut gears. It also provides specifications of a gear hobbing machine.