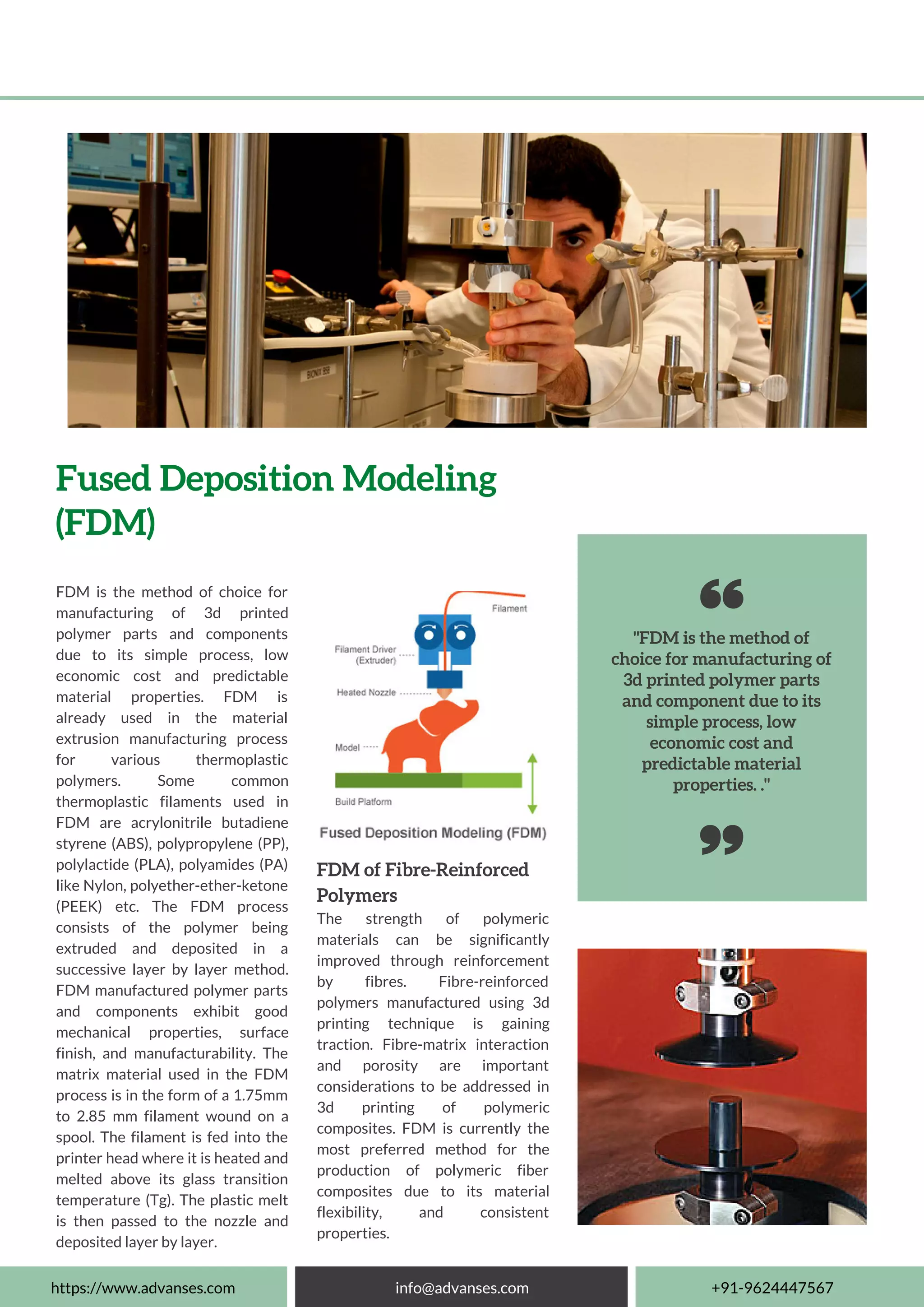
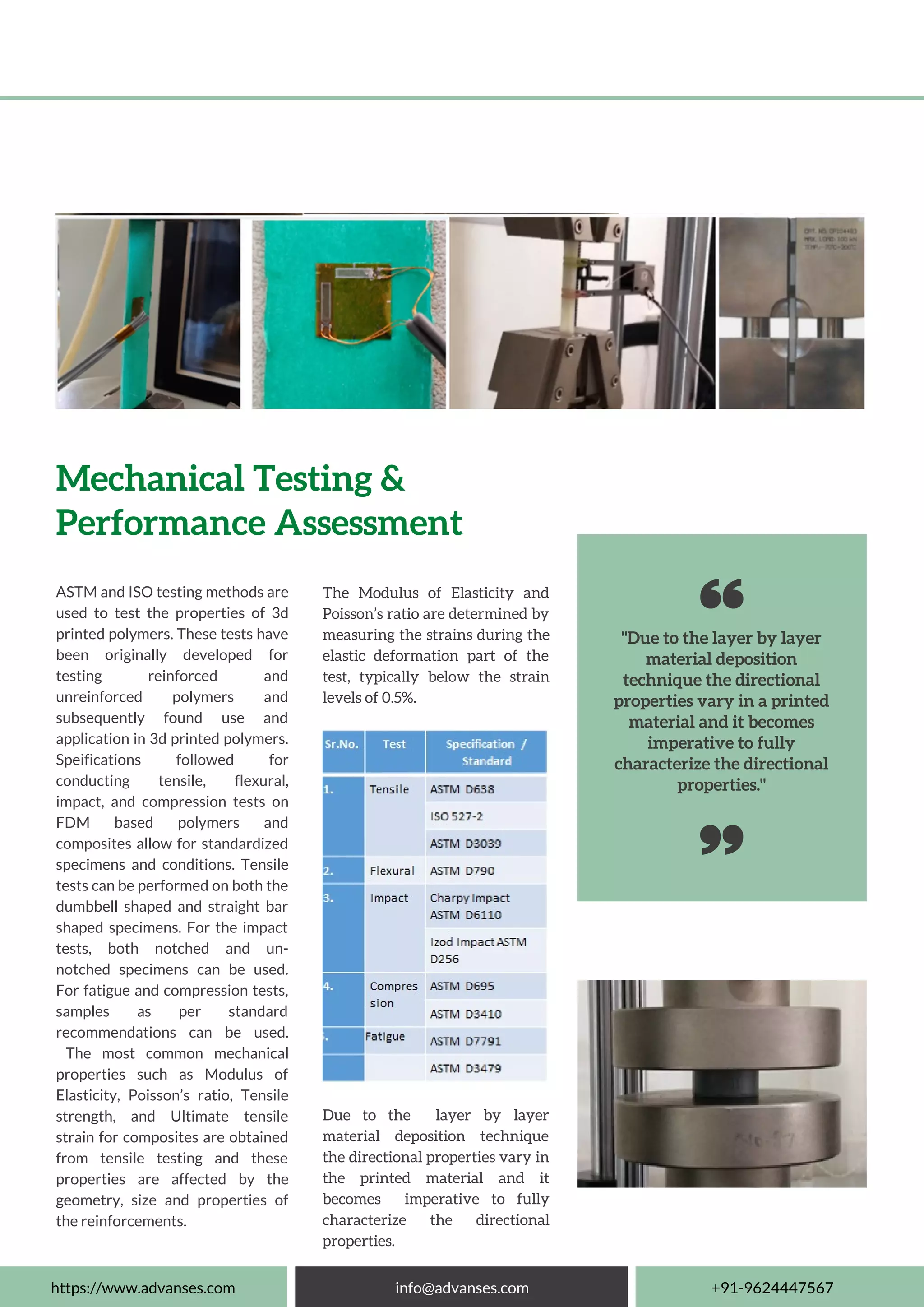
The document discusses additive manufacturing, particularly focusing on fused deposition modeling (FDM) as a preferred technique for 3D printing polymer parts due to its cost-effectiveness and material properties. It details the various materials used, mechanical testing methods for evaluating the strength and performance of printed components, and emphasizes the importance of characterizing the directional properties of 3D printed materials. Additionally, standardized test procedures for assessing tensile, flexural, and compressive strengths are outlined, along with their relevance in engineering applications.