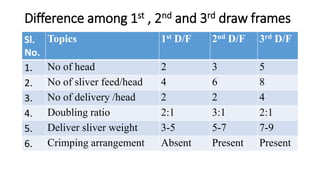
The document summarizes the key components and functions of a jute drawing frame. The main purposes are to straighten, parallelize, and reduce thickness variations in jute fibers. It discusses the main parts including retaining rollers, drawing rollers, faller bars, and crimping boxes. The working principle is that faller bars insert pins into the sliver to carry it forward in a controlled manner between the rollers where drafting and doubling occur. A crimping box is used to impart crimps to the fibers and add strength to the finished sliver.