Downloaded 72 times


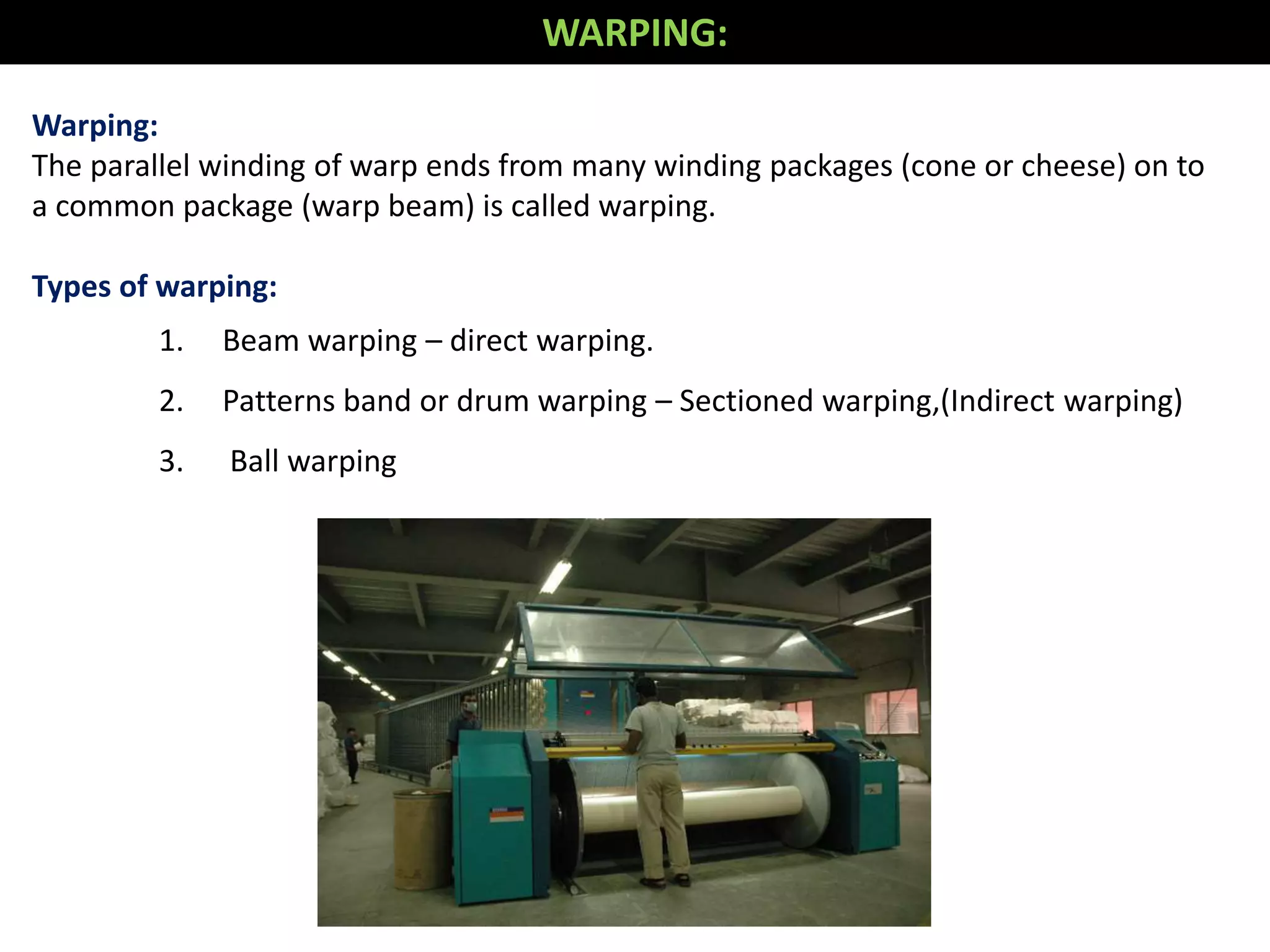



























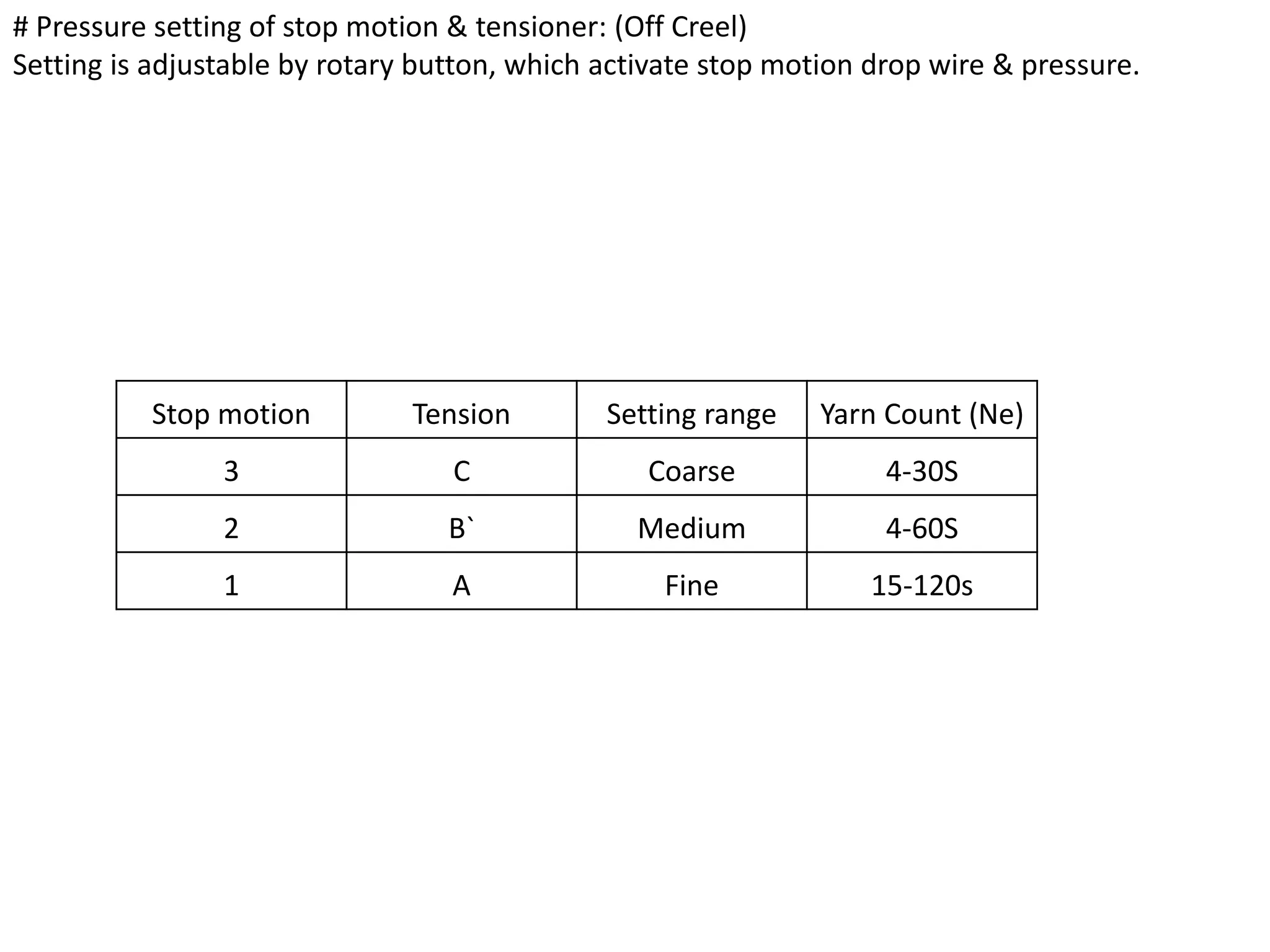

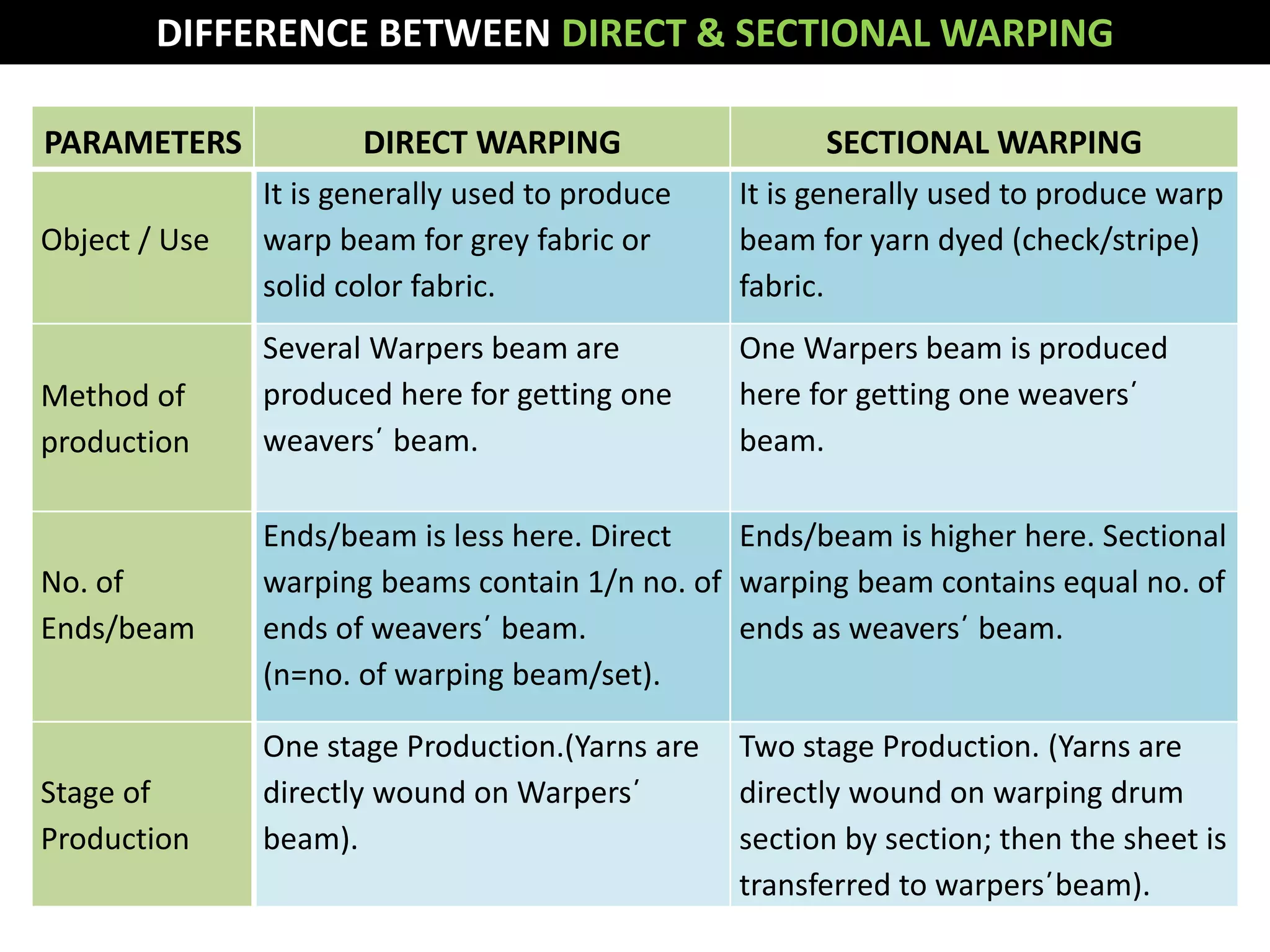






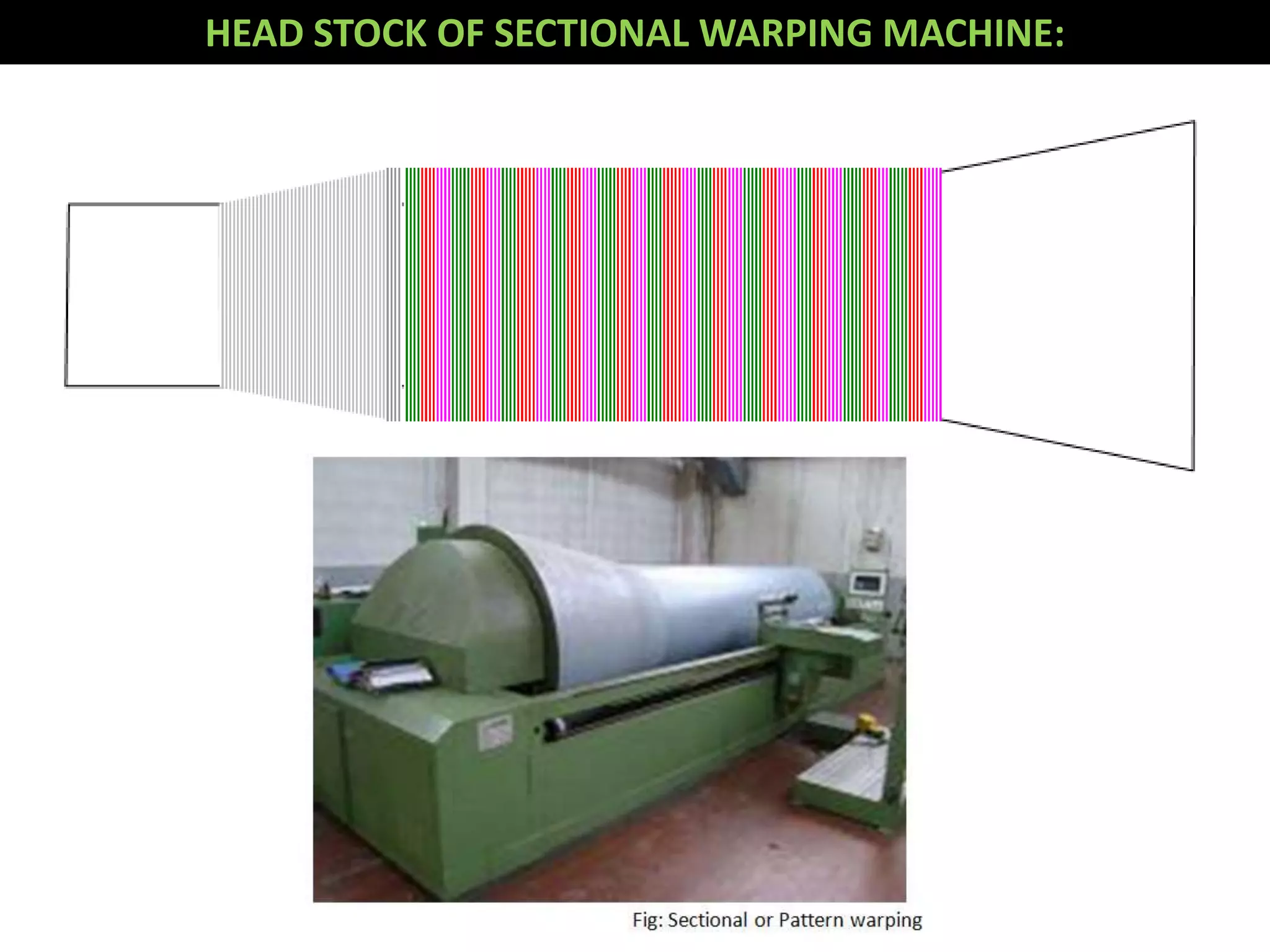



















This document provides information about the warping process. It discusses direct warping, beam warping, pattern band or drum warping, and ball warping. It also describes the key elements of a warping machine including the creel, builder motion, guide reed, measuring motion, and knocking off motion. Overall, the document outlines the different types of warping and key components and procedures for setting up and operating a warping machine.


























![Yarn Manufacturing Process : Comber Part II [Modern combers]](https://cdn.slidesharecdn.com/ss_thumbnails/moderncombers-180912060904-thumbnail.jpg?width=640&height=640&fit=bounds)




























































