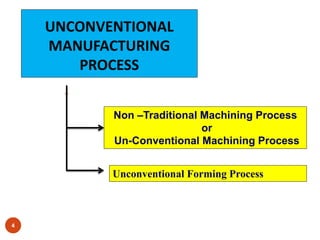
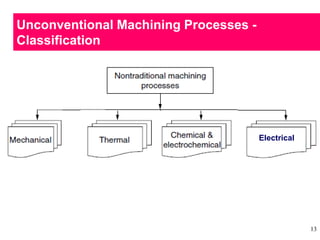
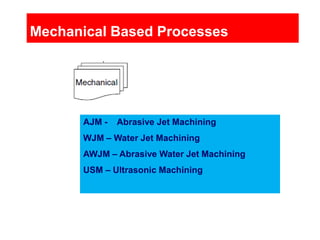
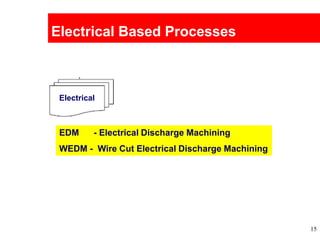
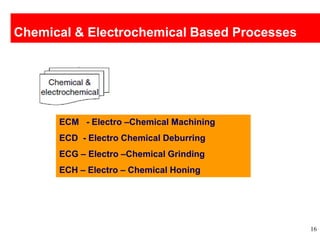
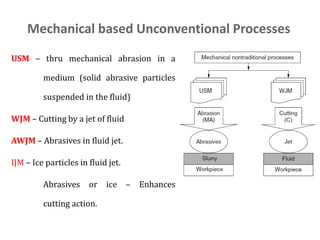
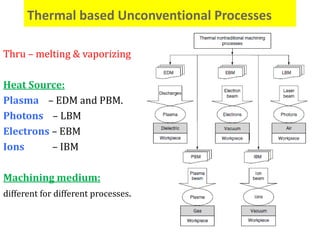
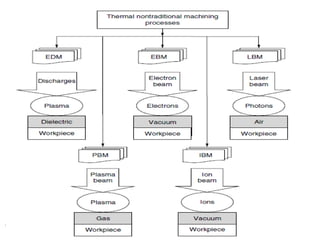
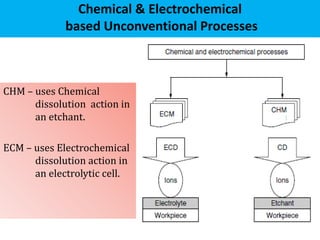
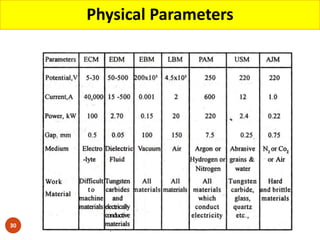
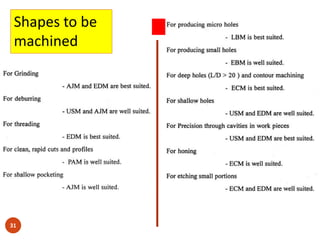
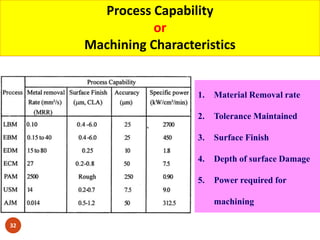
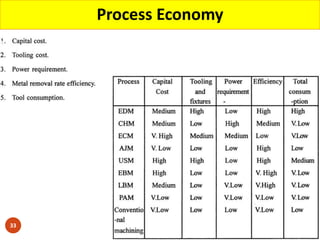
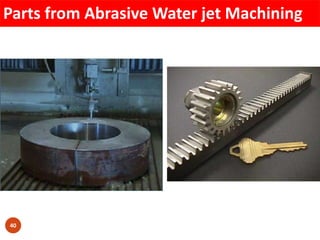
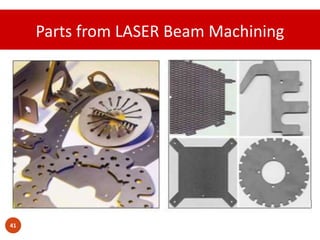
This document discusses unconventional machining processes. It begins with a brief history of machining from ancient hand tools to modern CNC machines. It then covers the limitations of conventional machining when dealing with advanced materials. The rest of the document defines and categorizes various unconventional machining processes including mechanical, electrical, chemical, electrochemical, and thermal-based methods. Specific processes like EDM, laser beam machining, and abrasive water jet machining are described along with considerations for selecting the appropriate unconventional process.