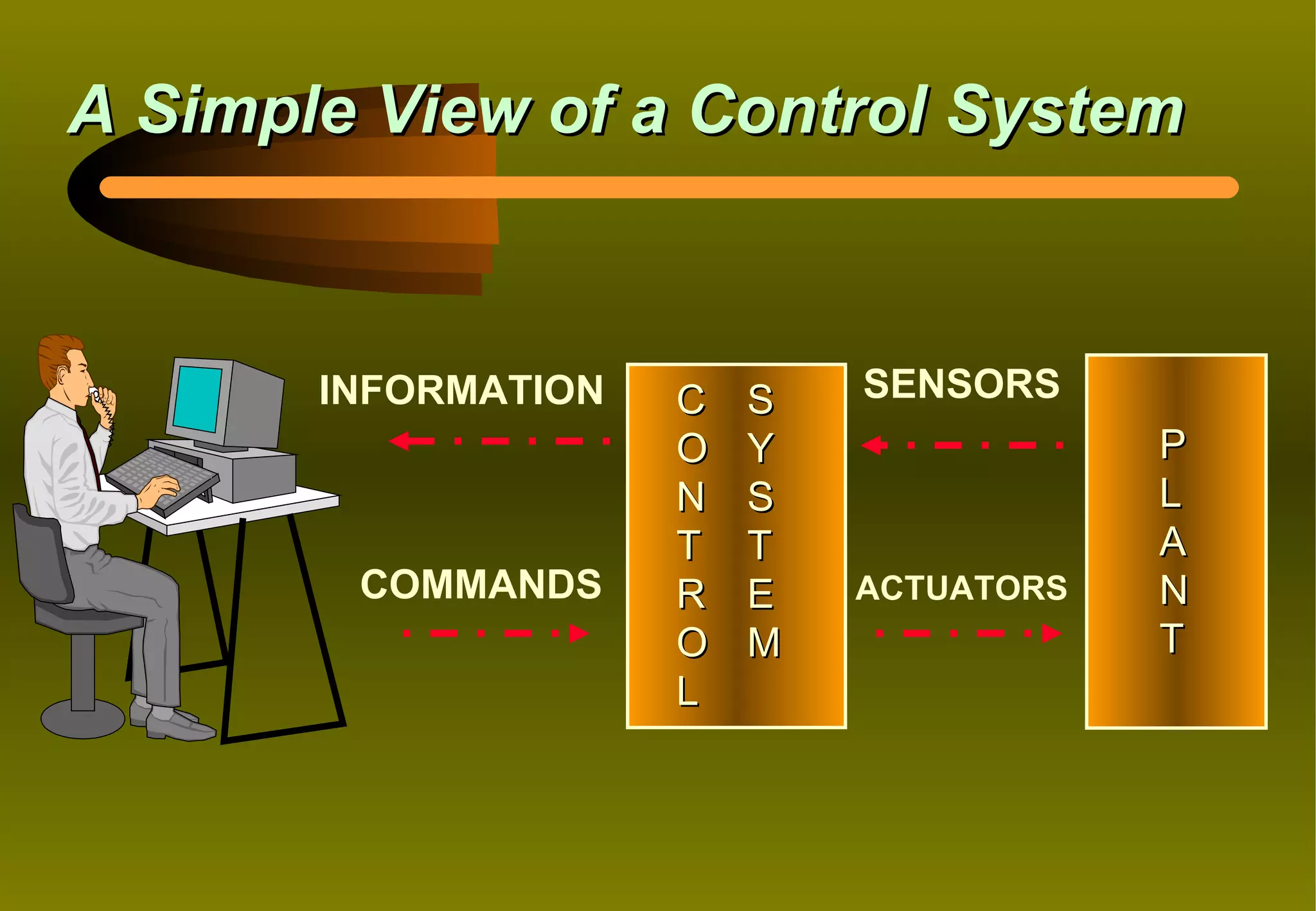
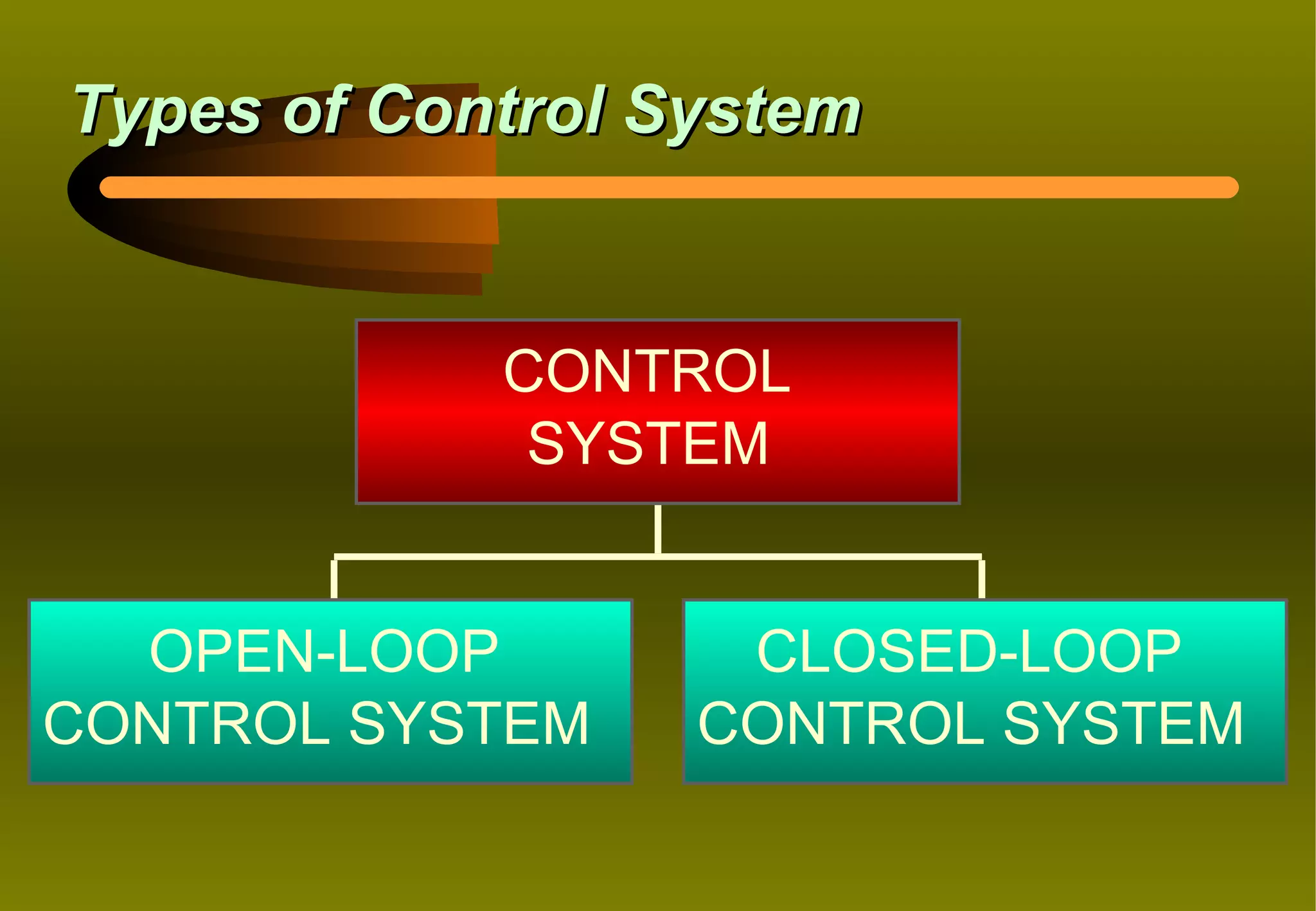
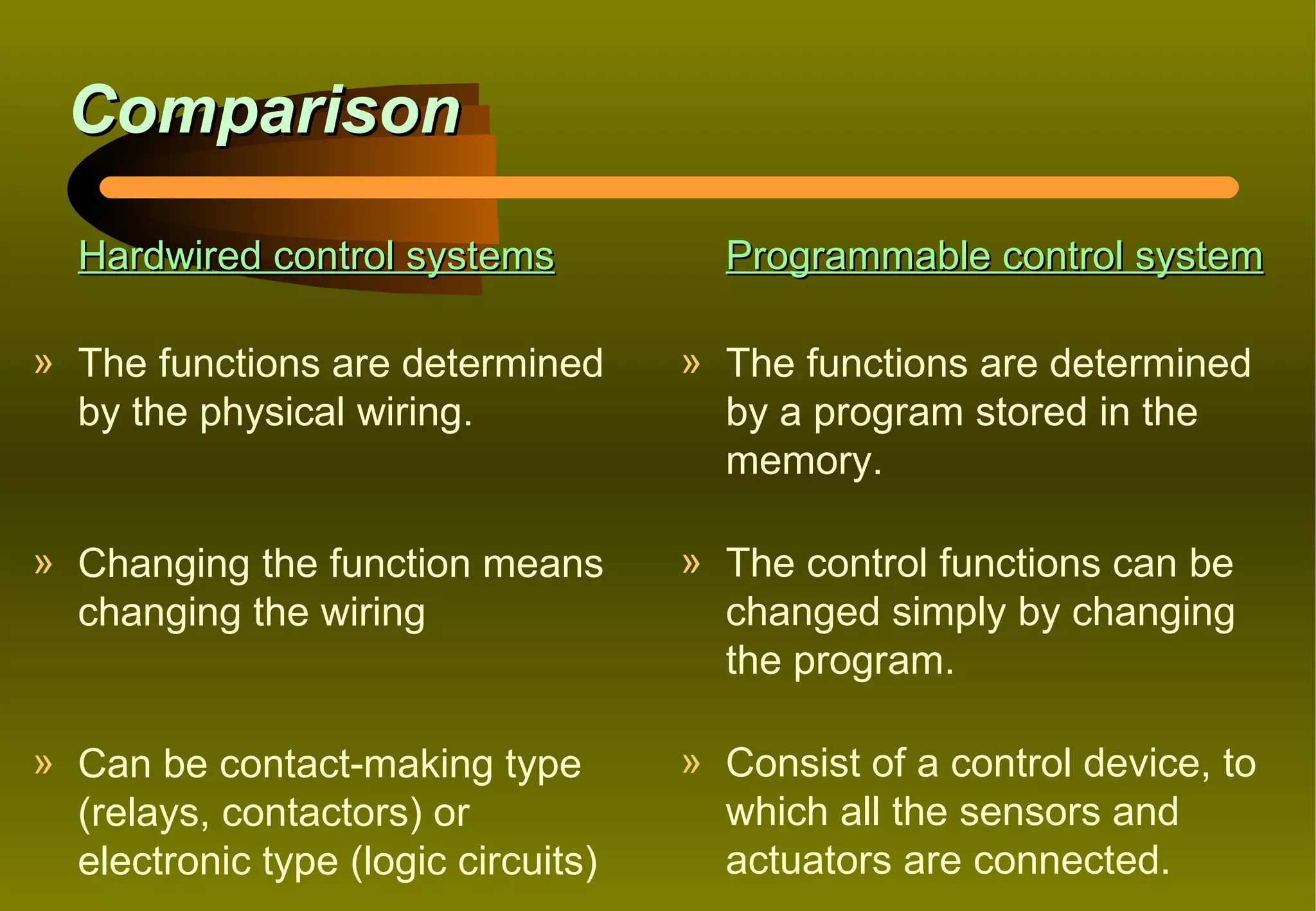
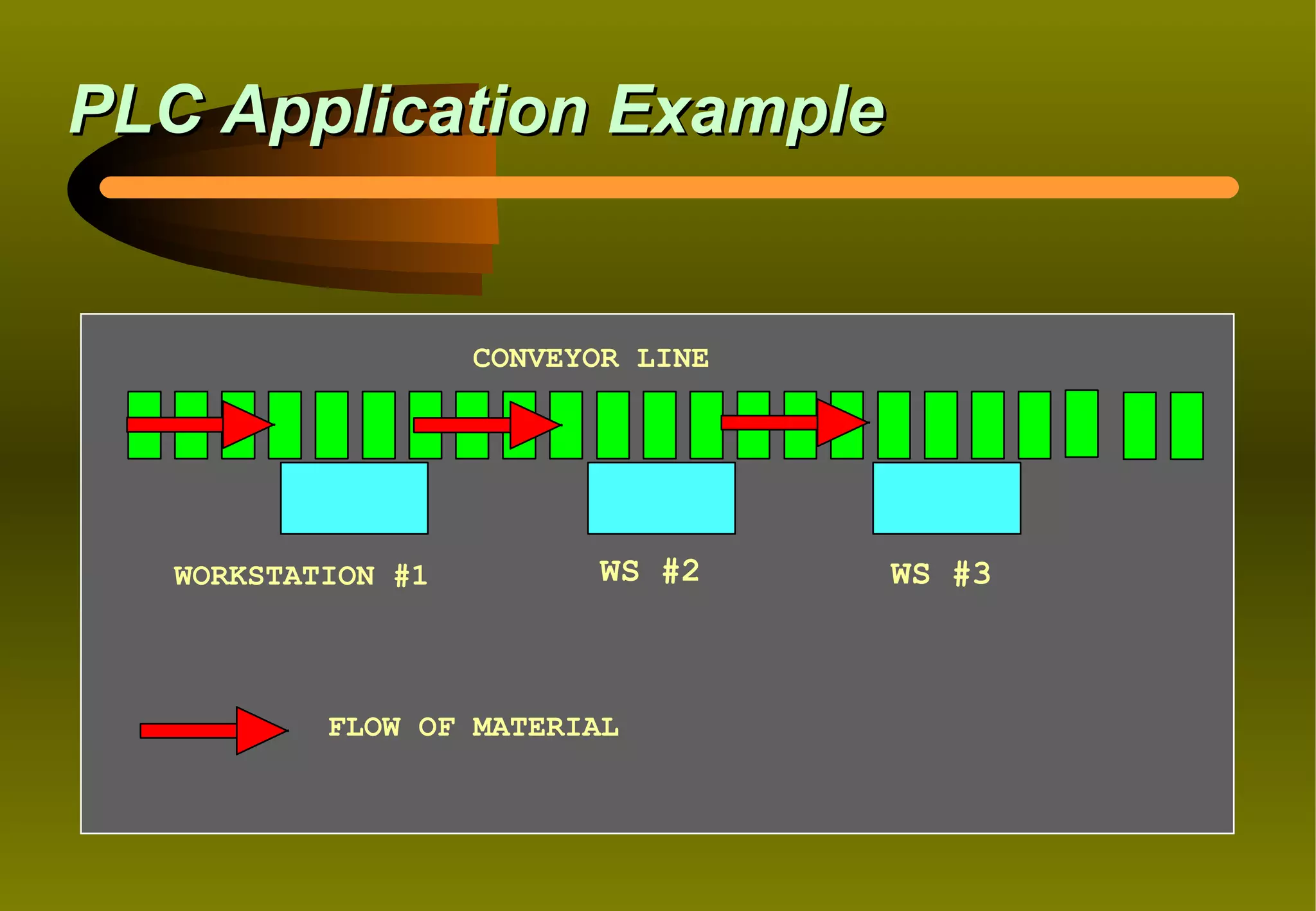
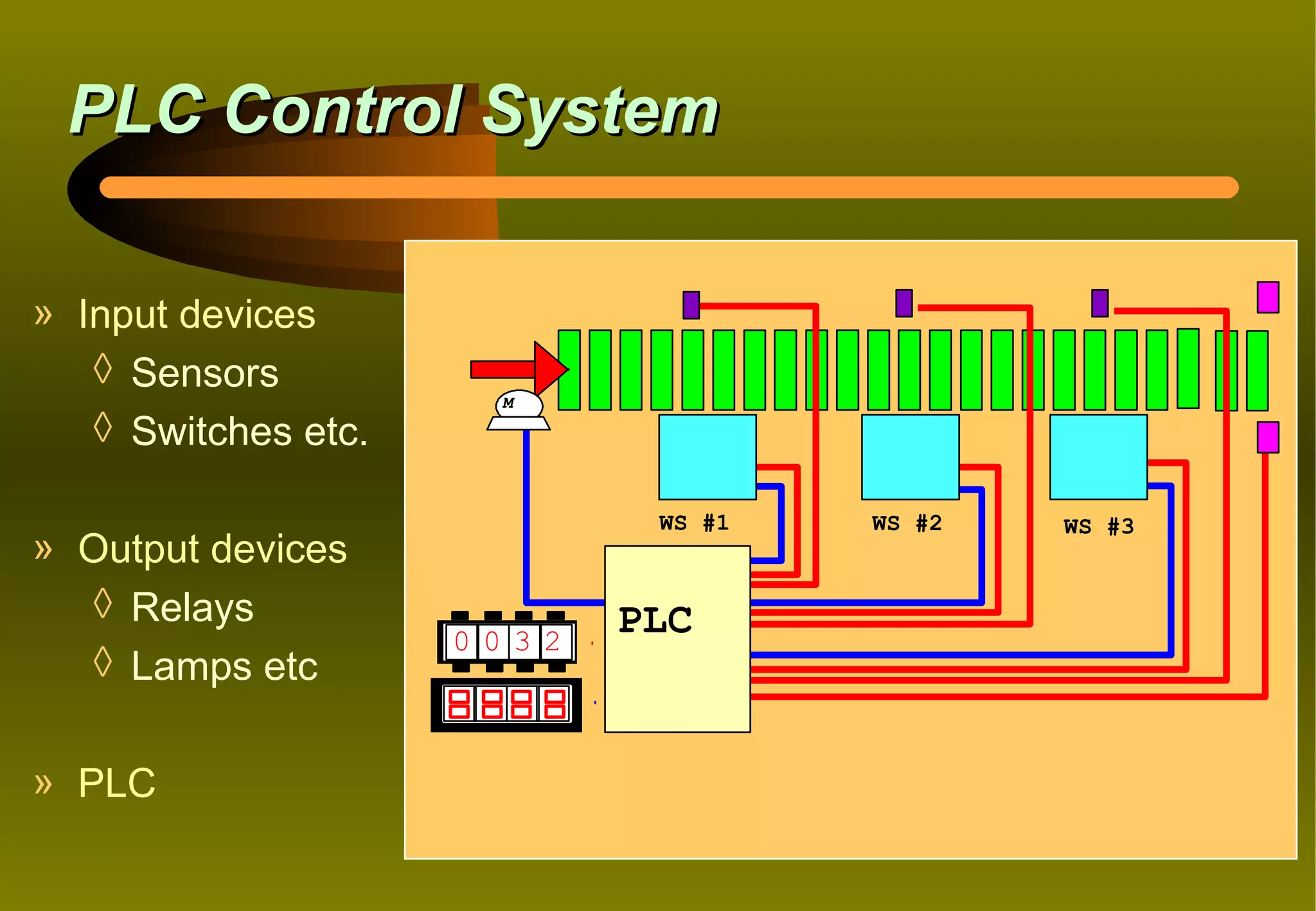
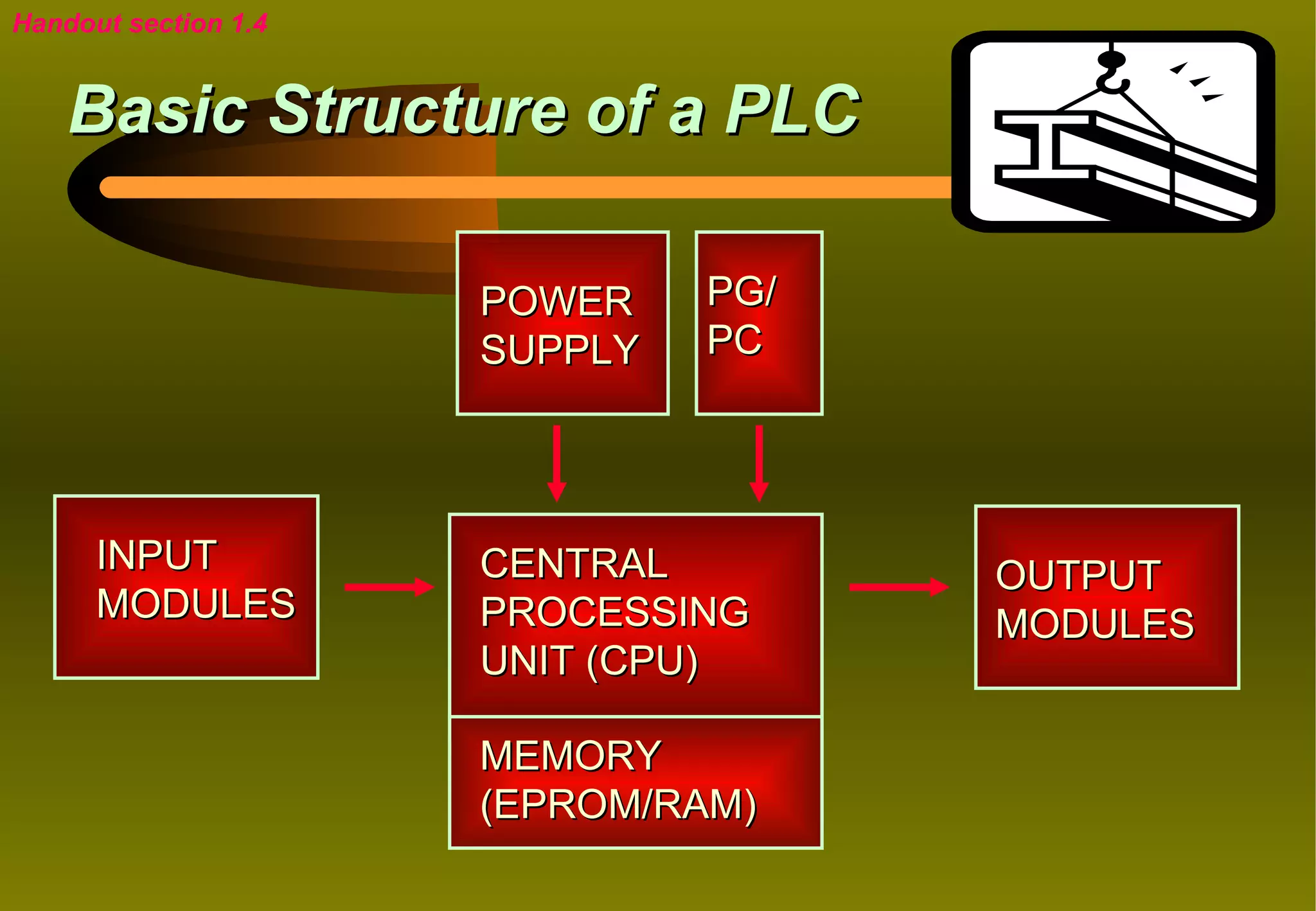
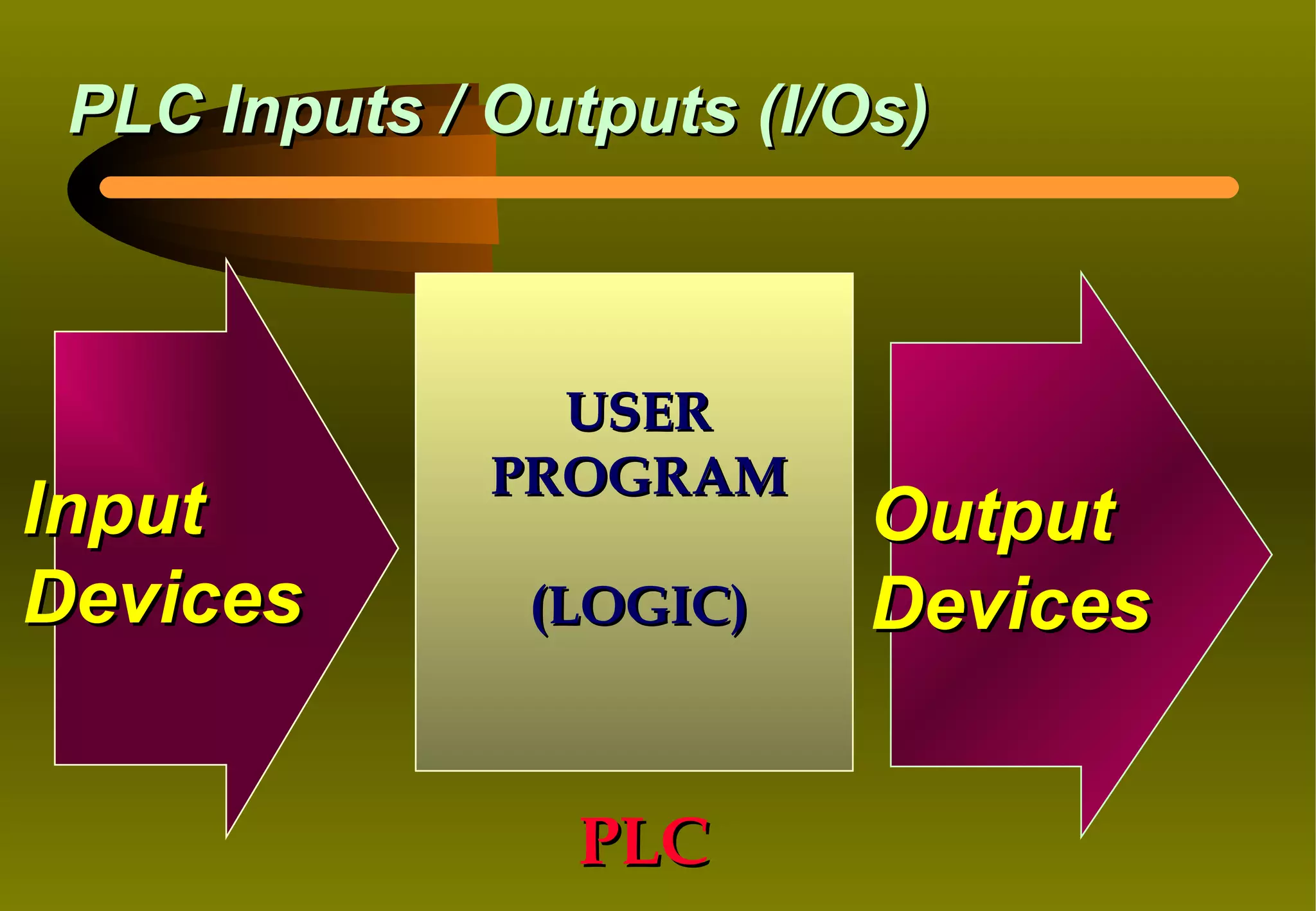
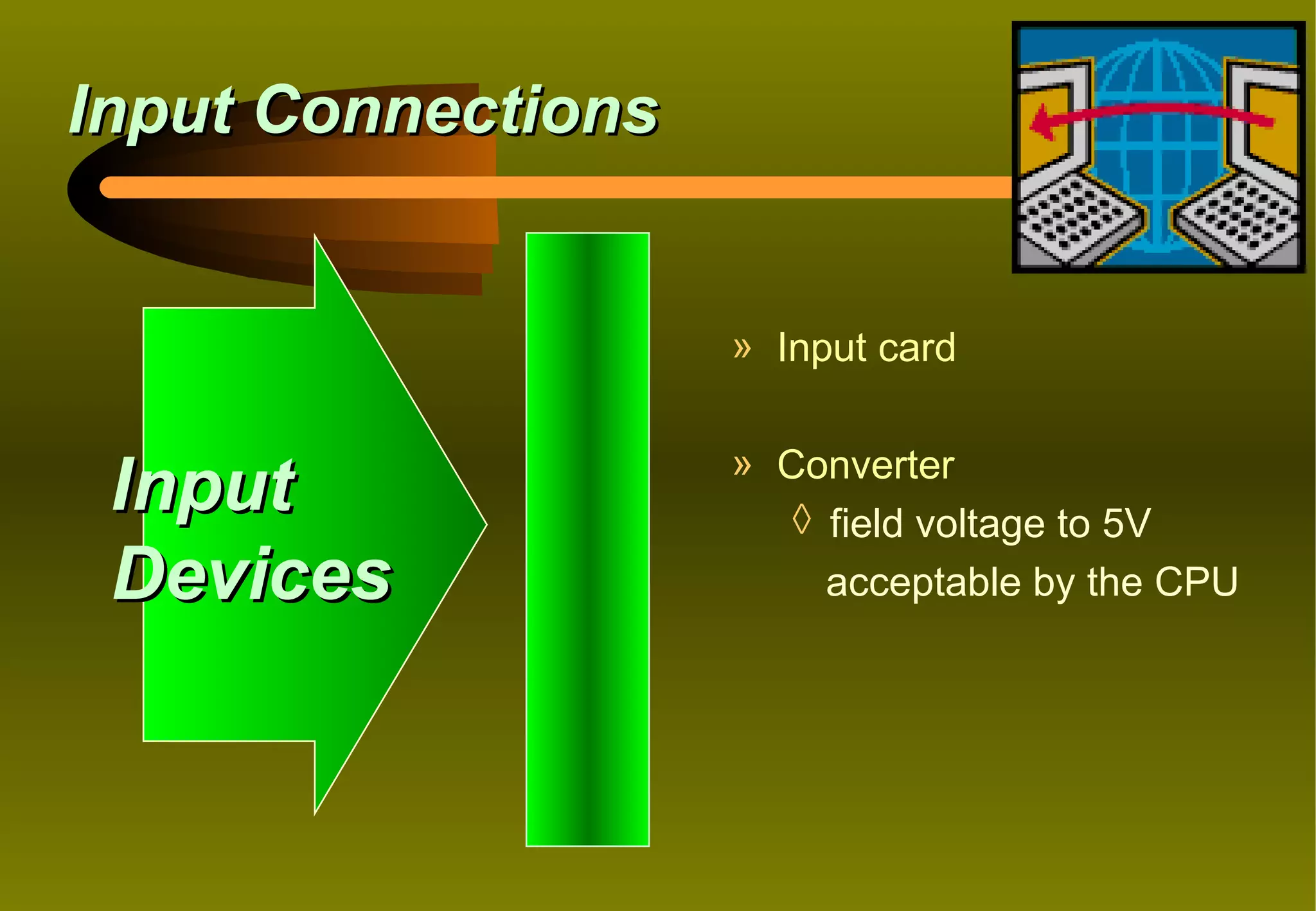
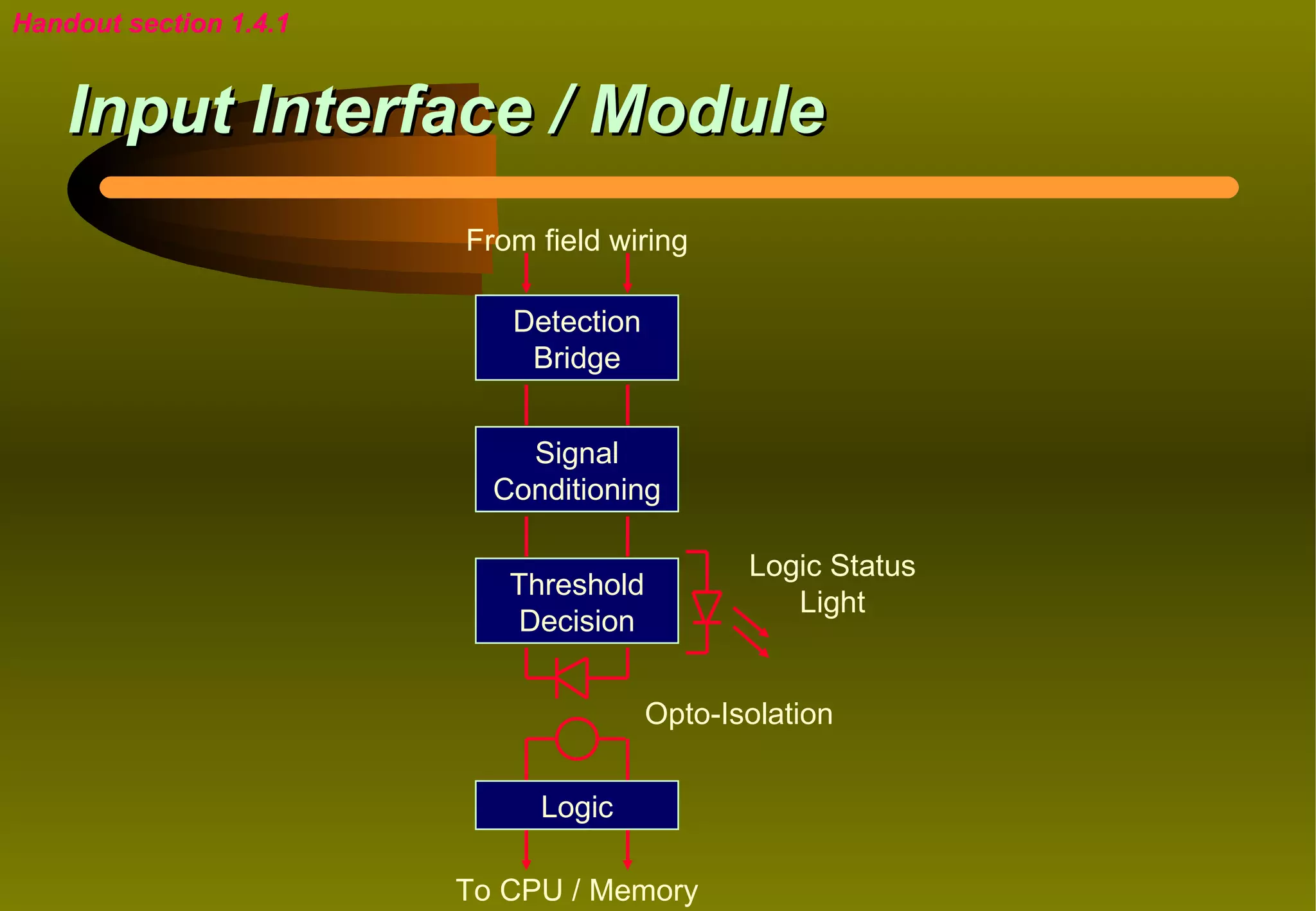
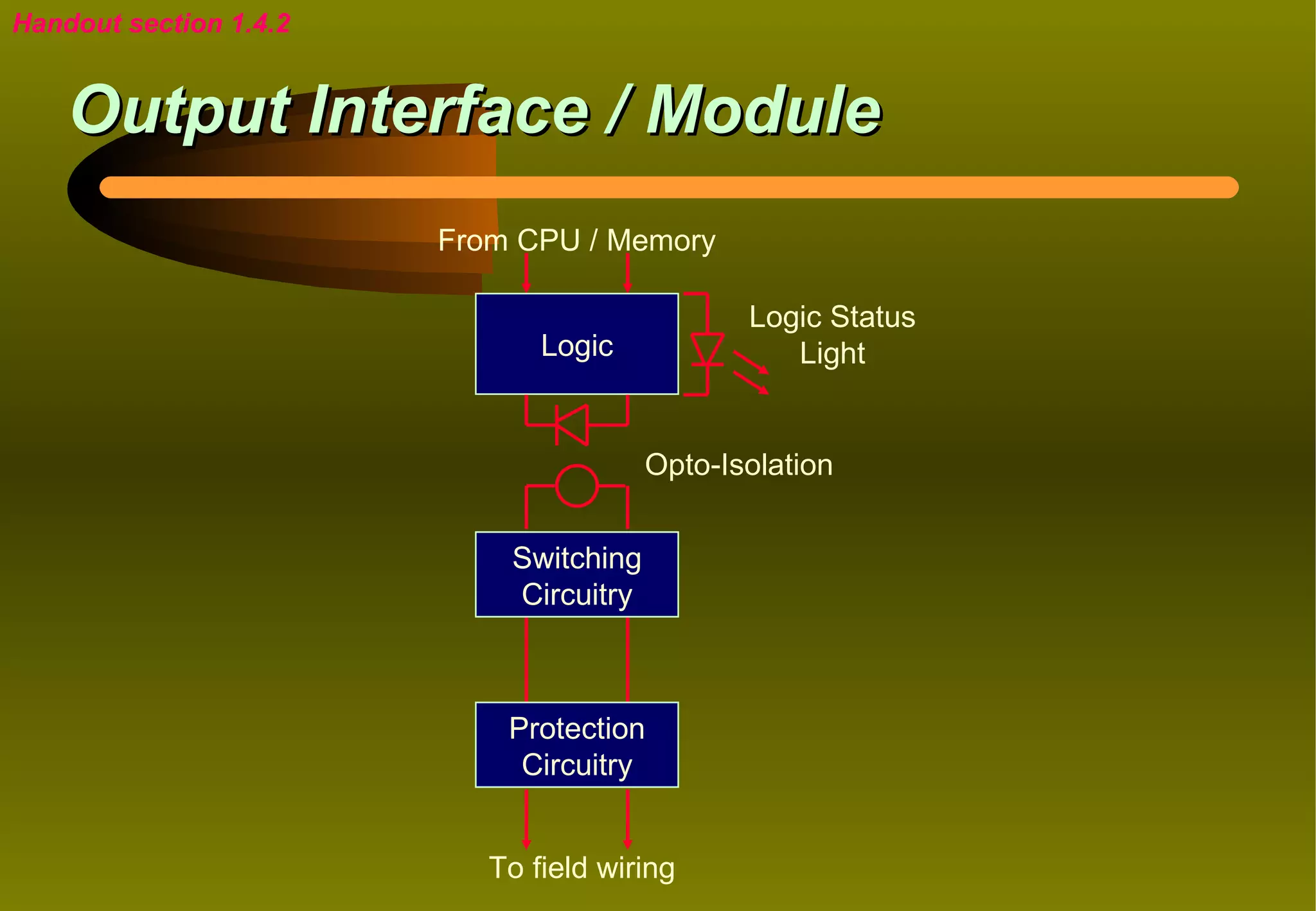
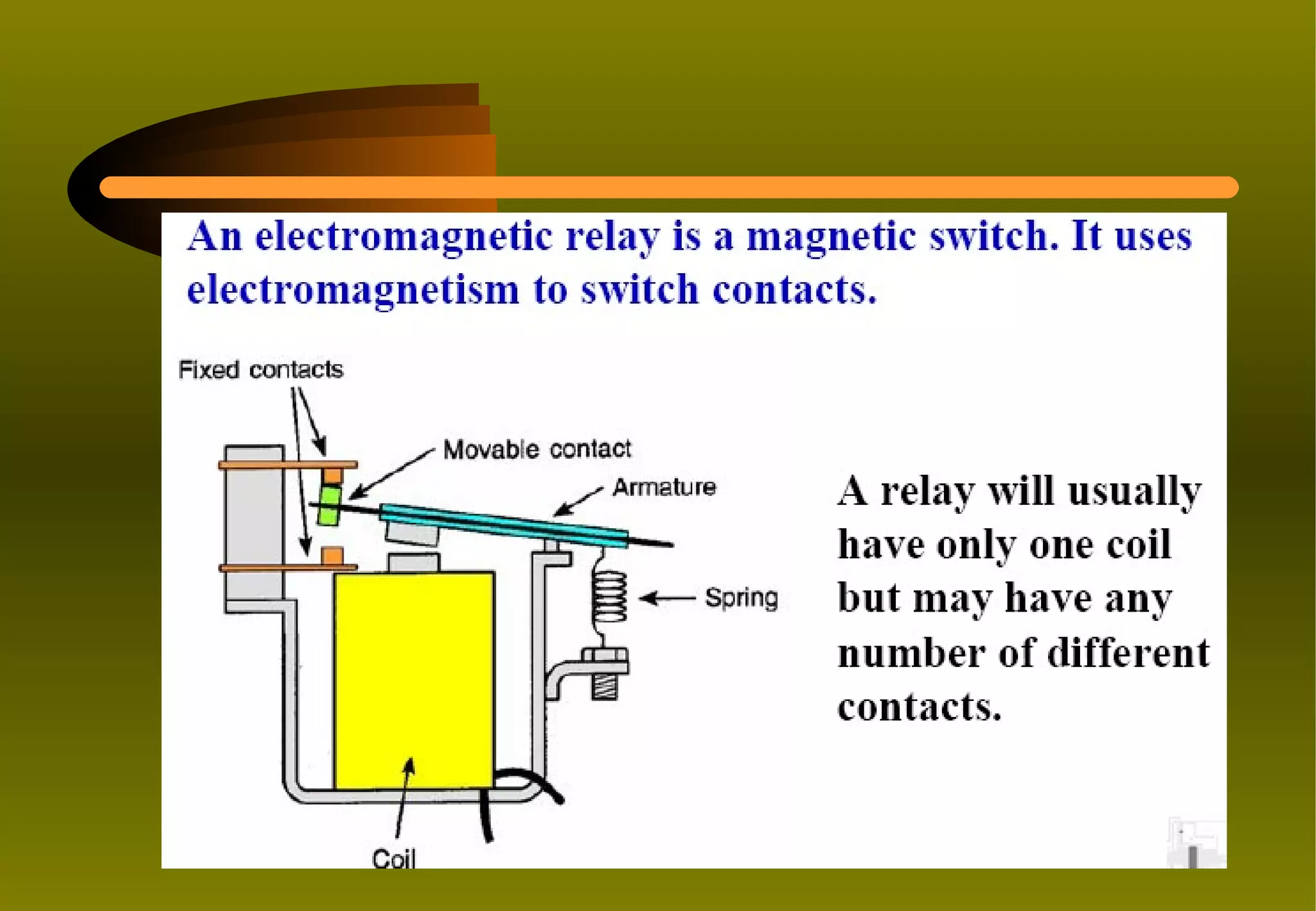
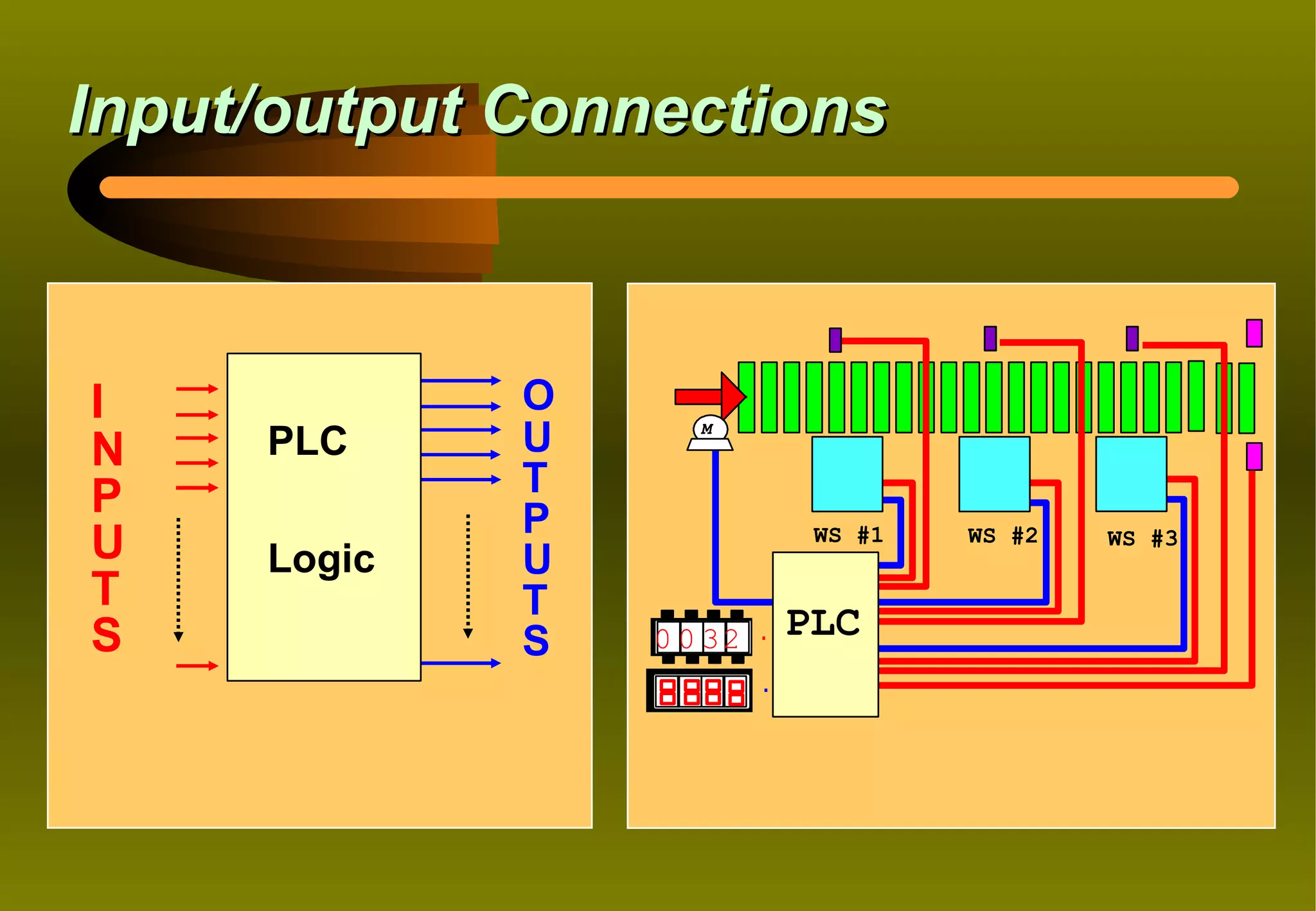
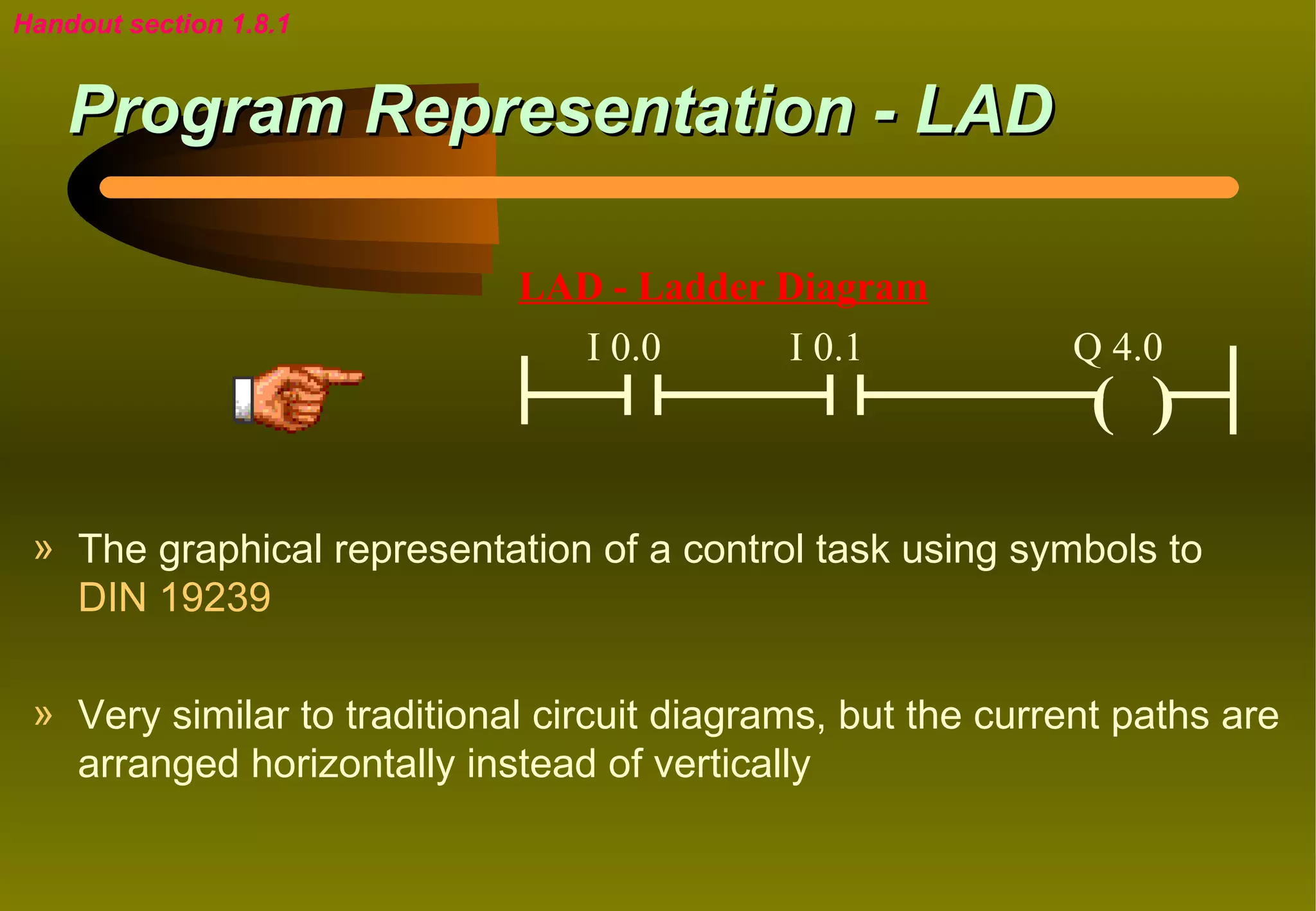
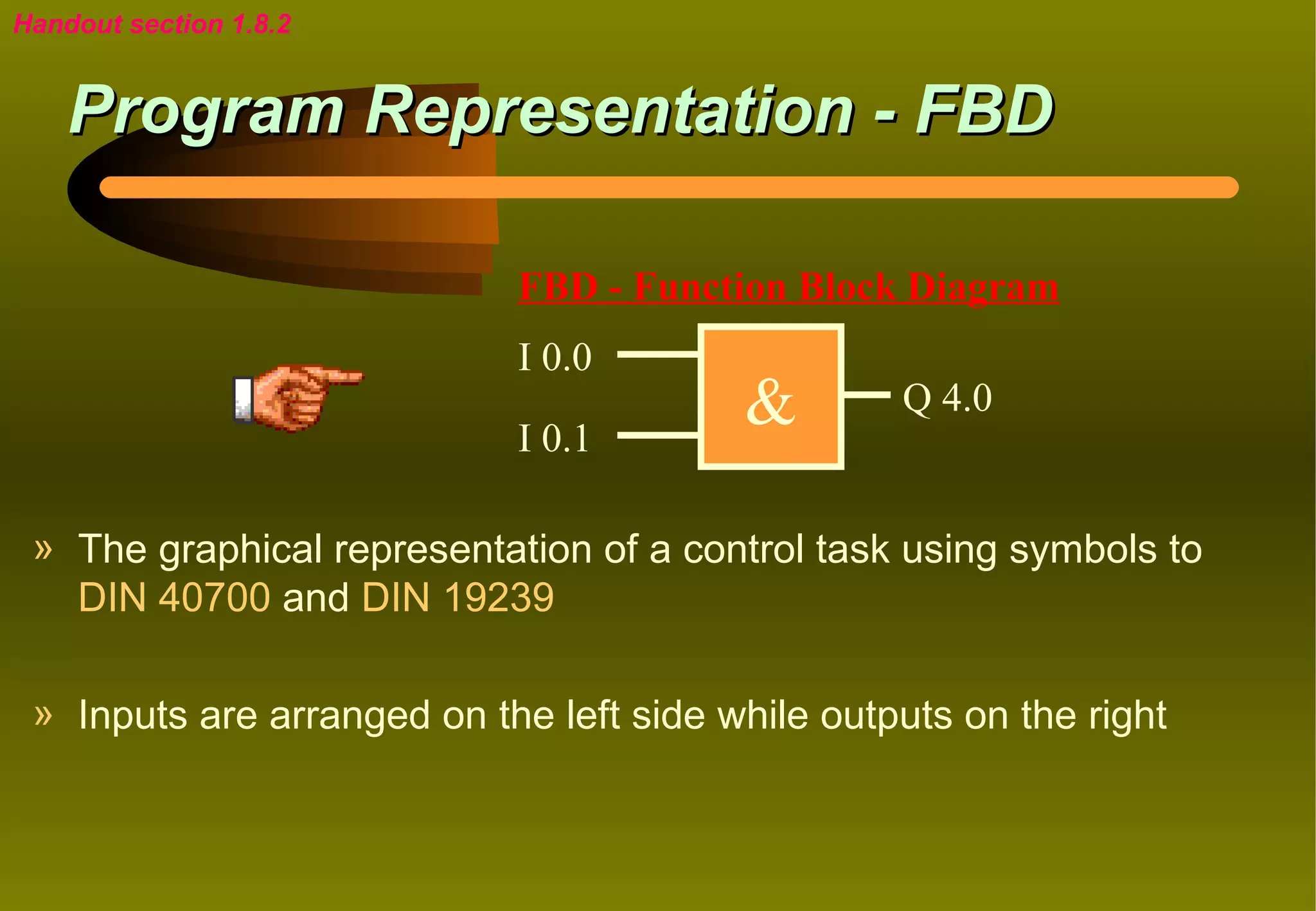
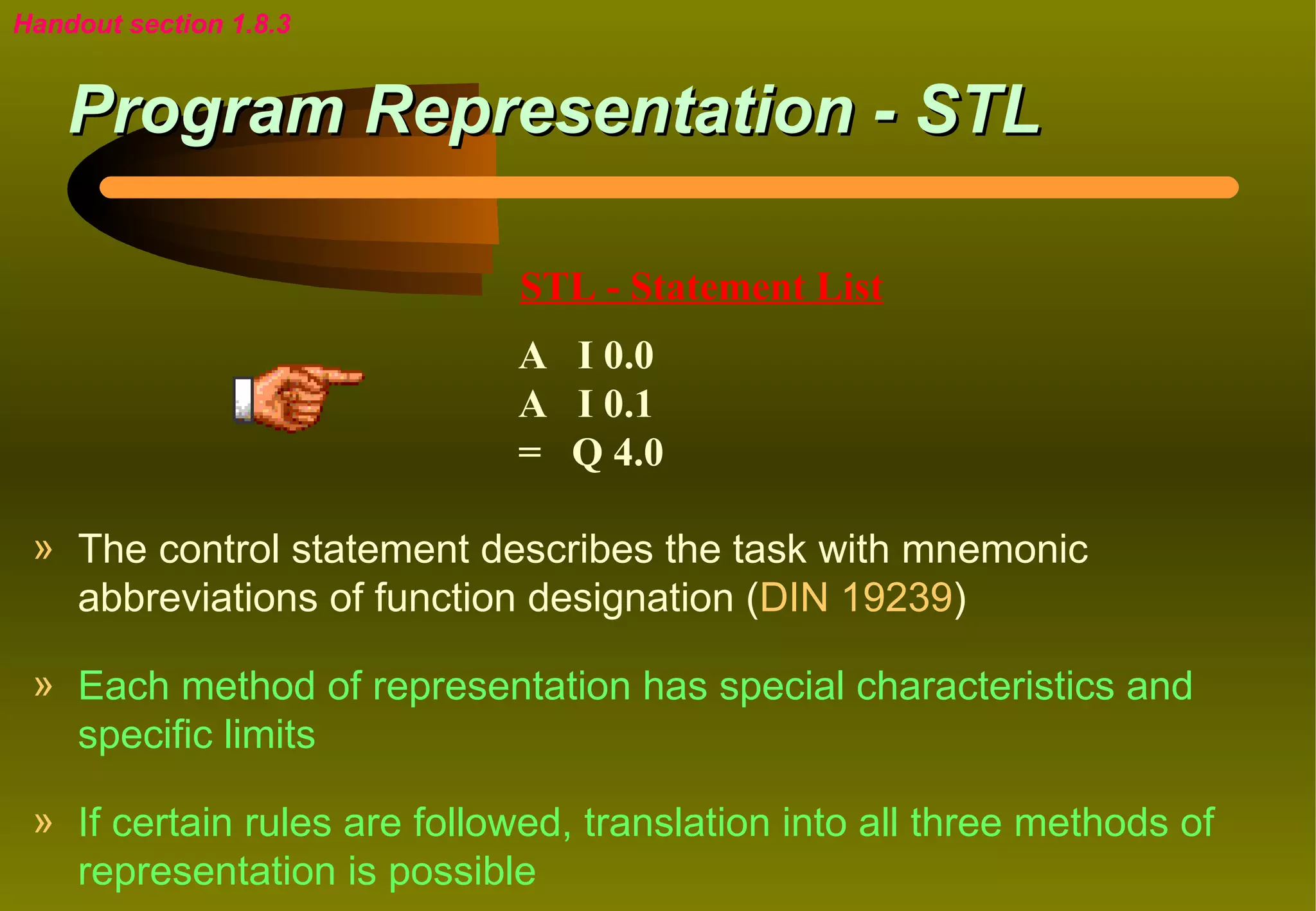
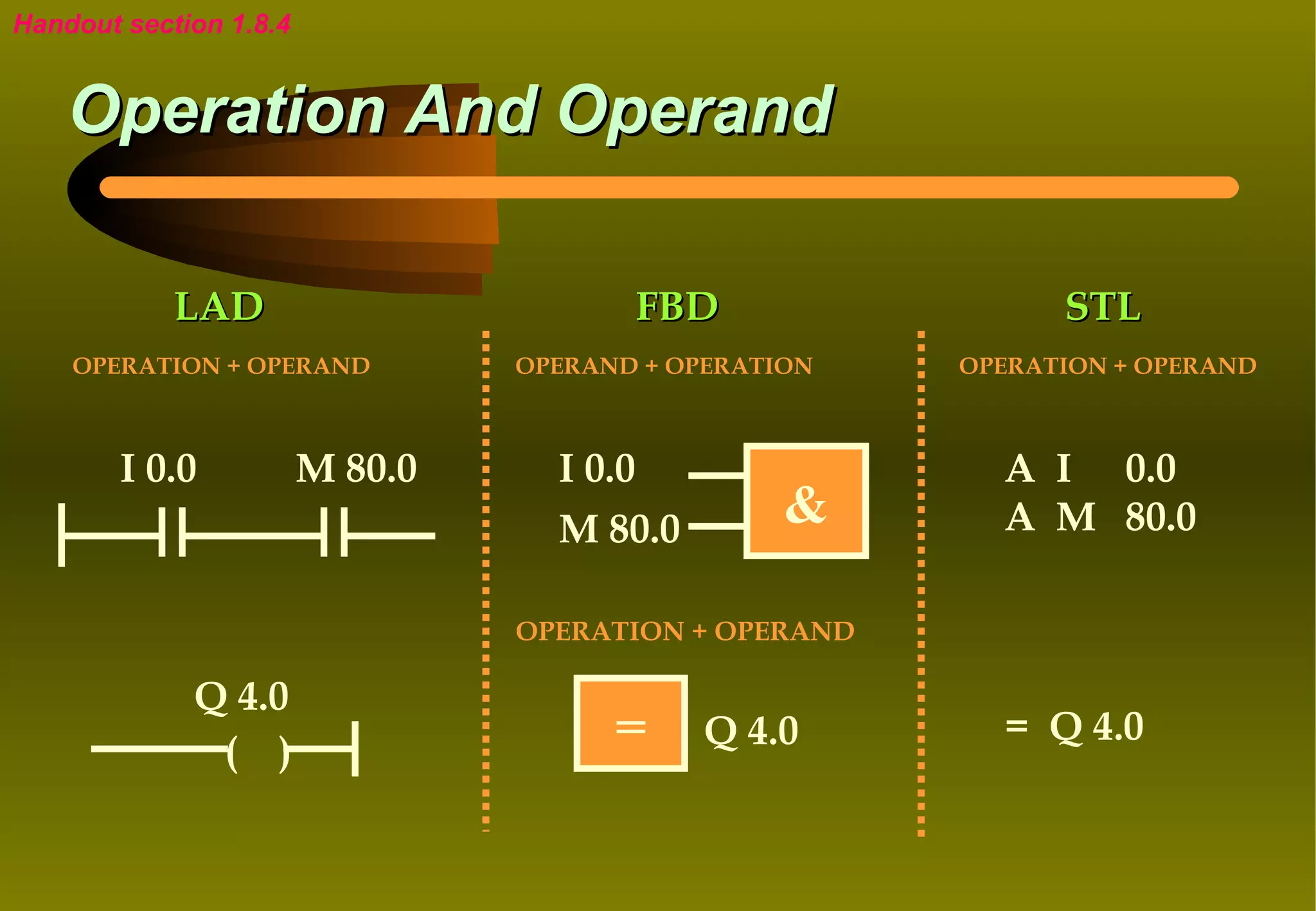
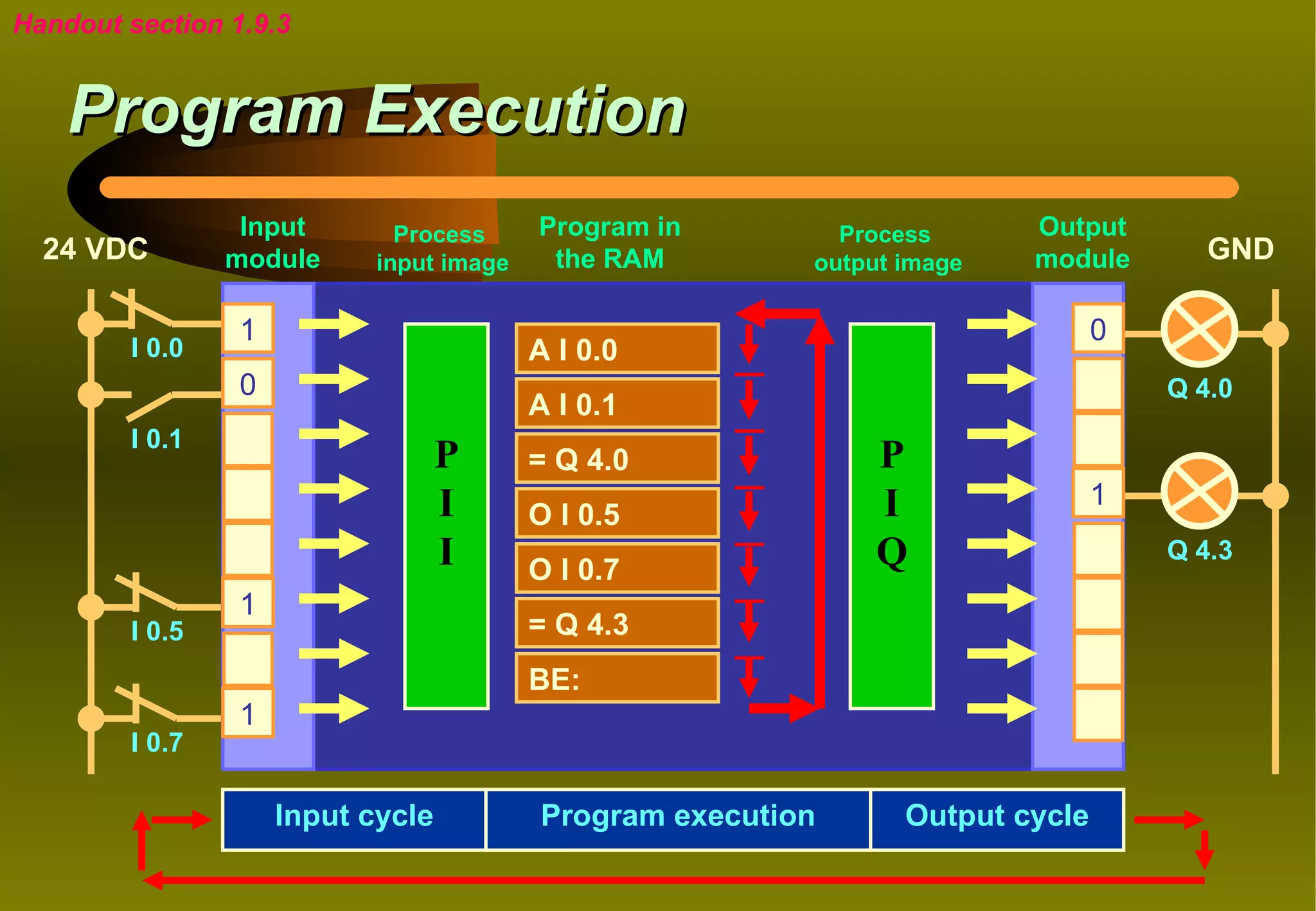
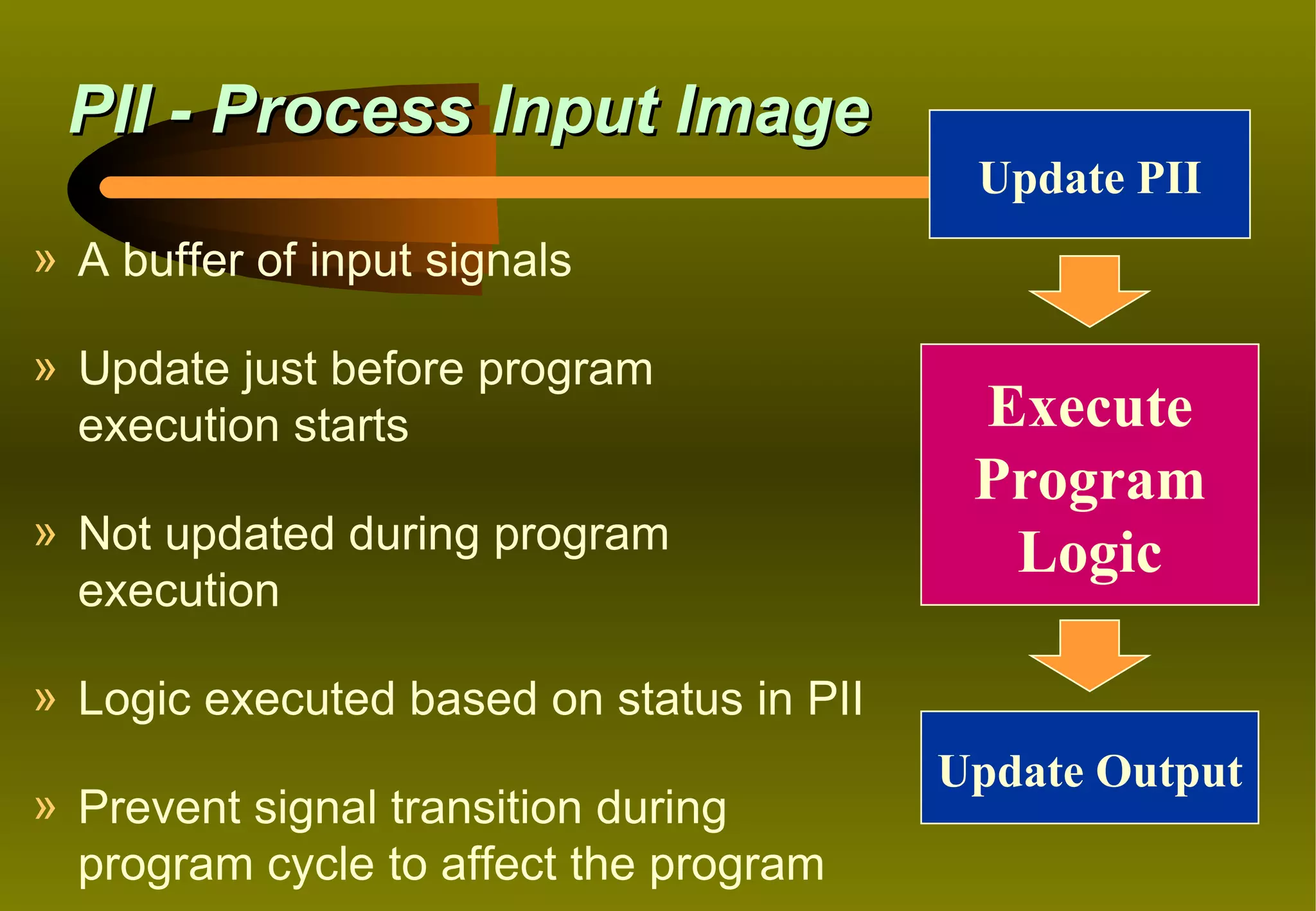
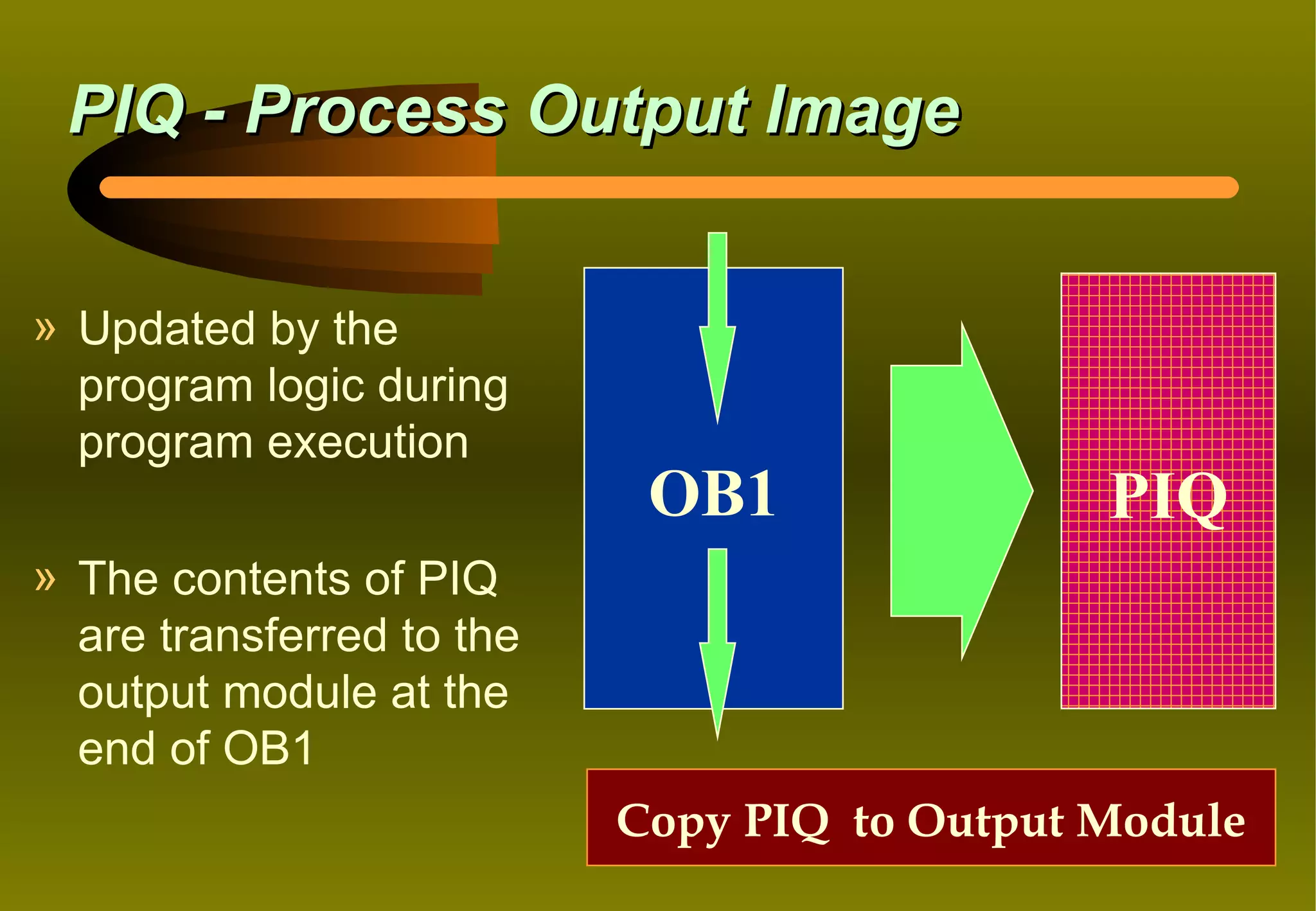
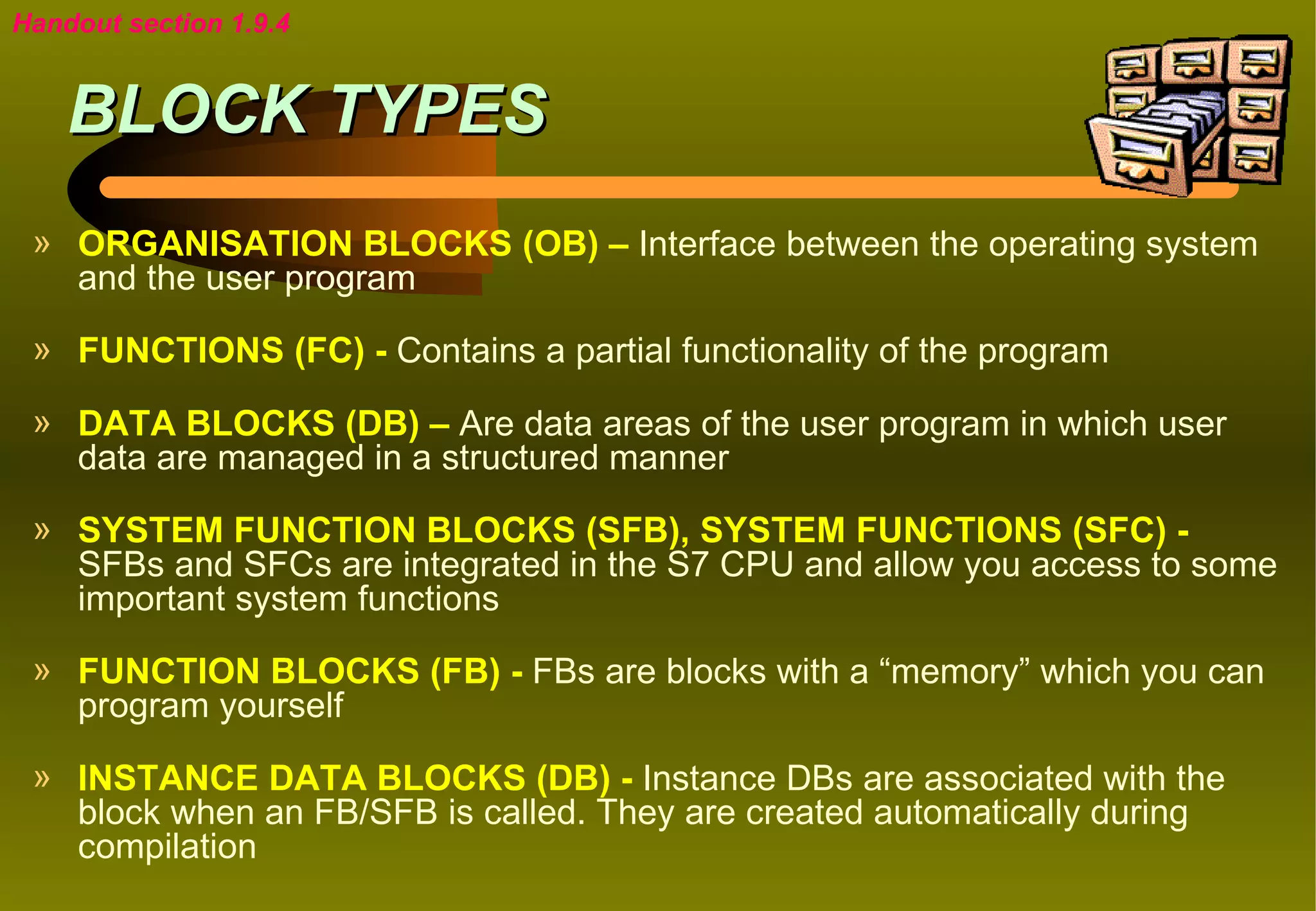
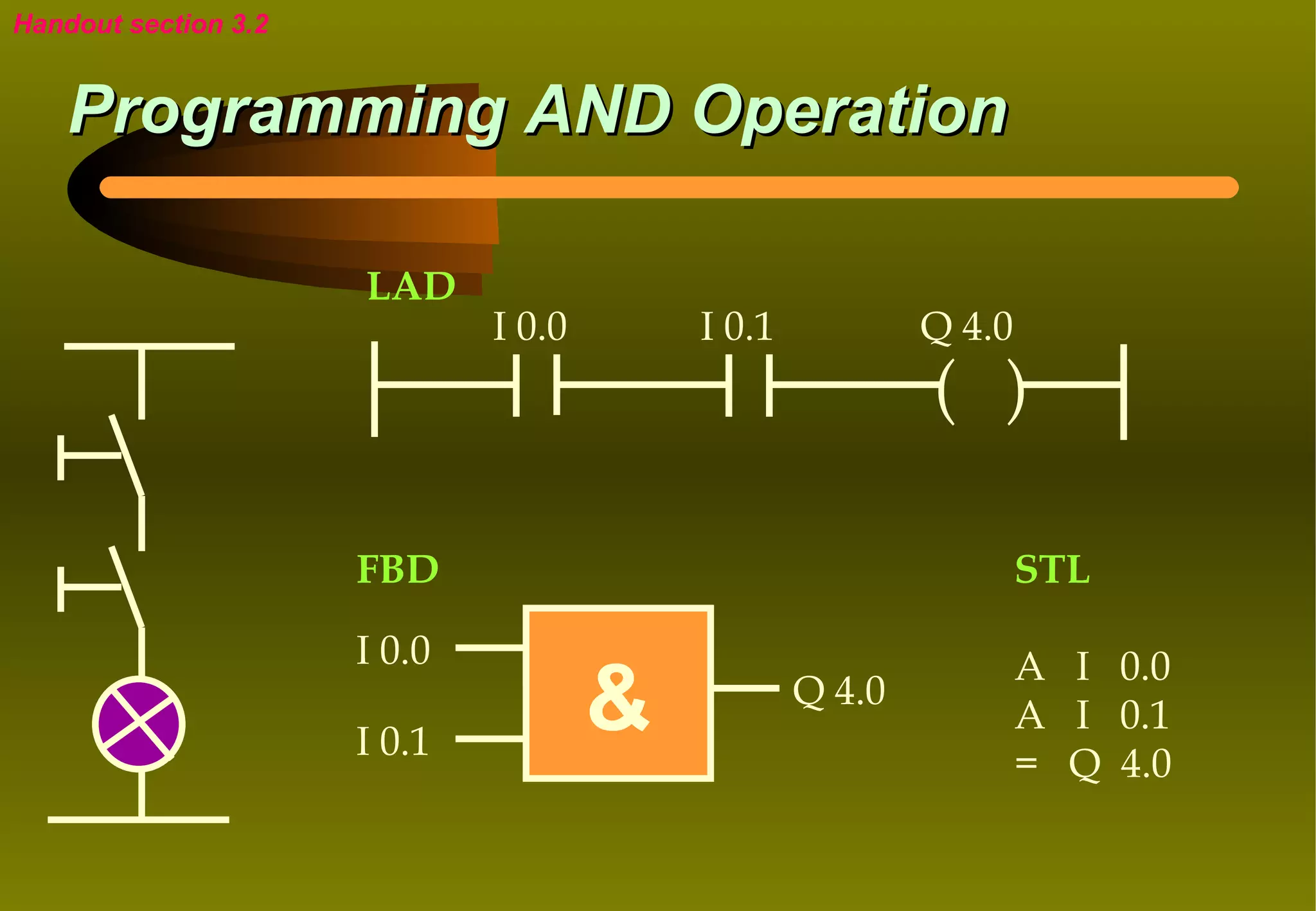
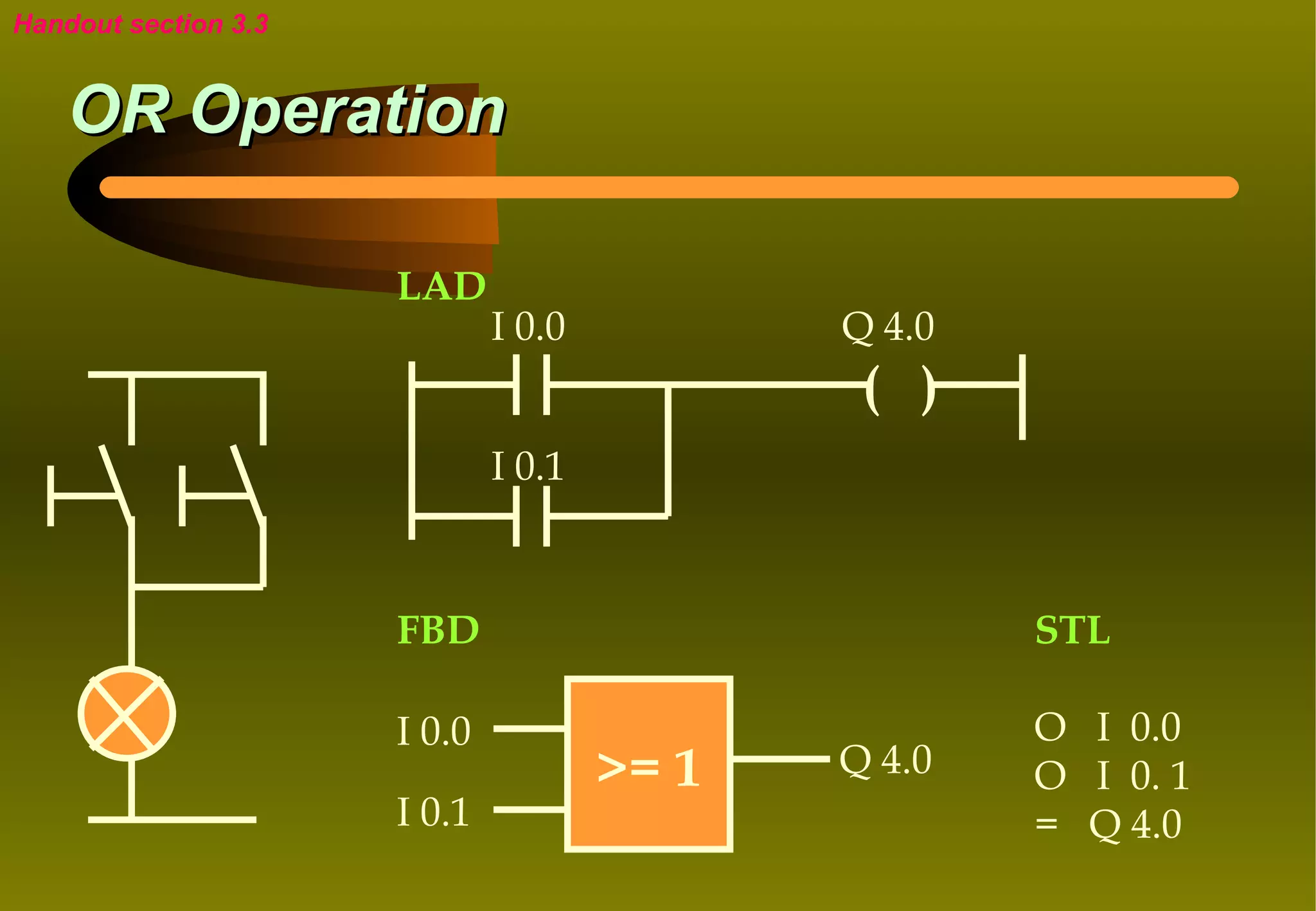
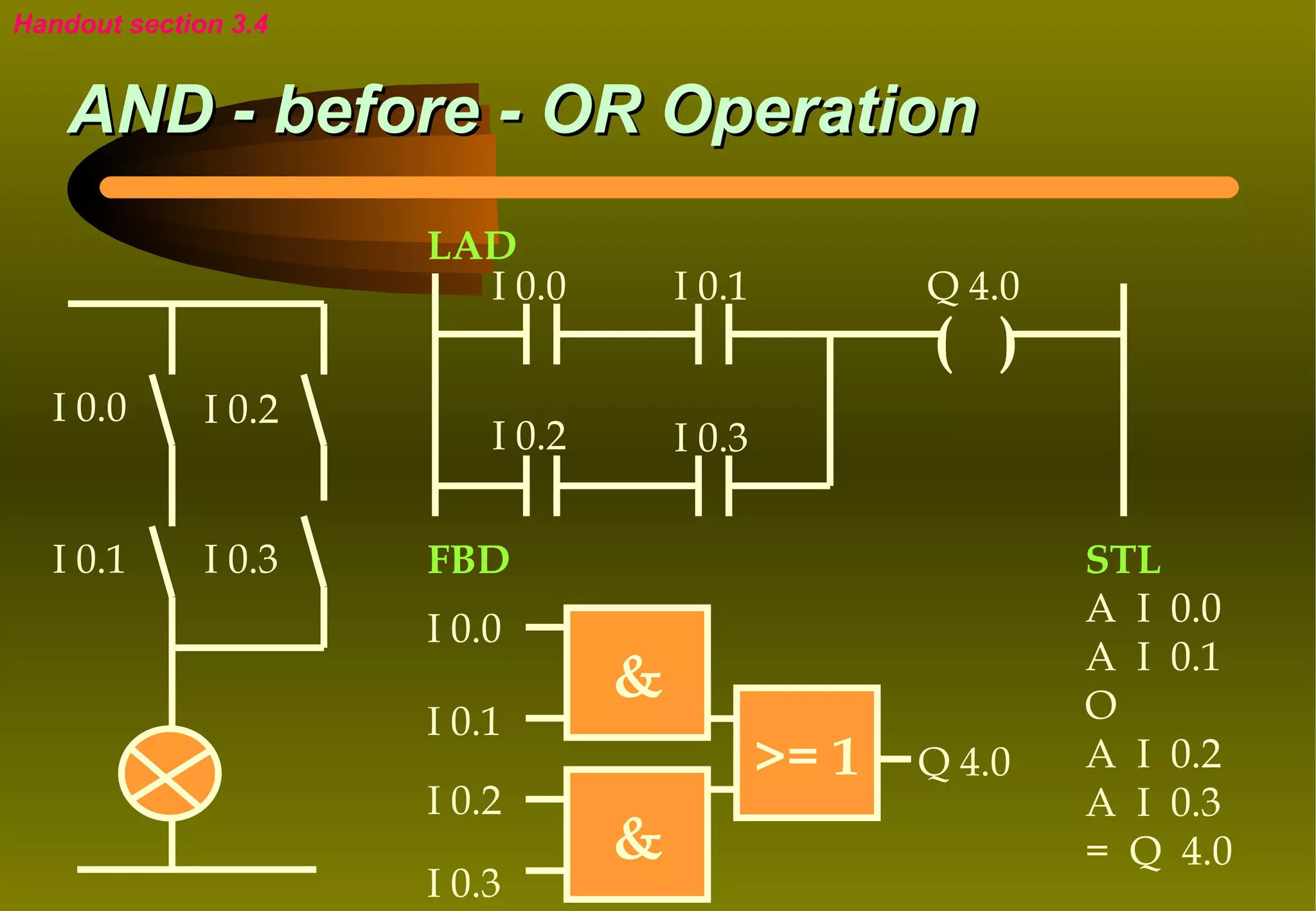
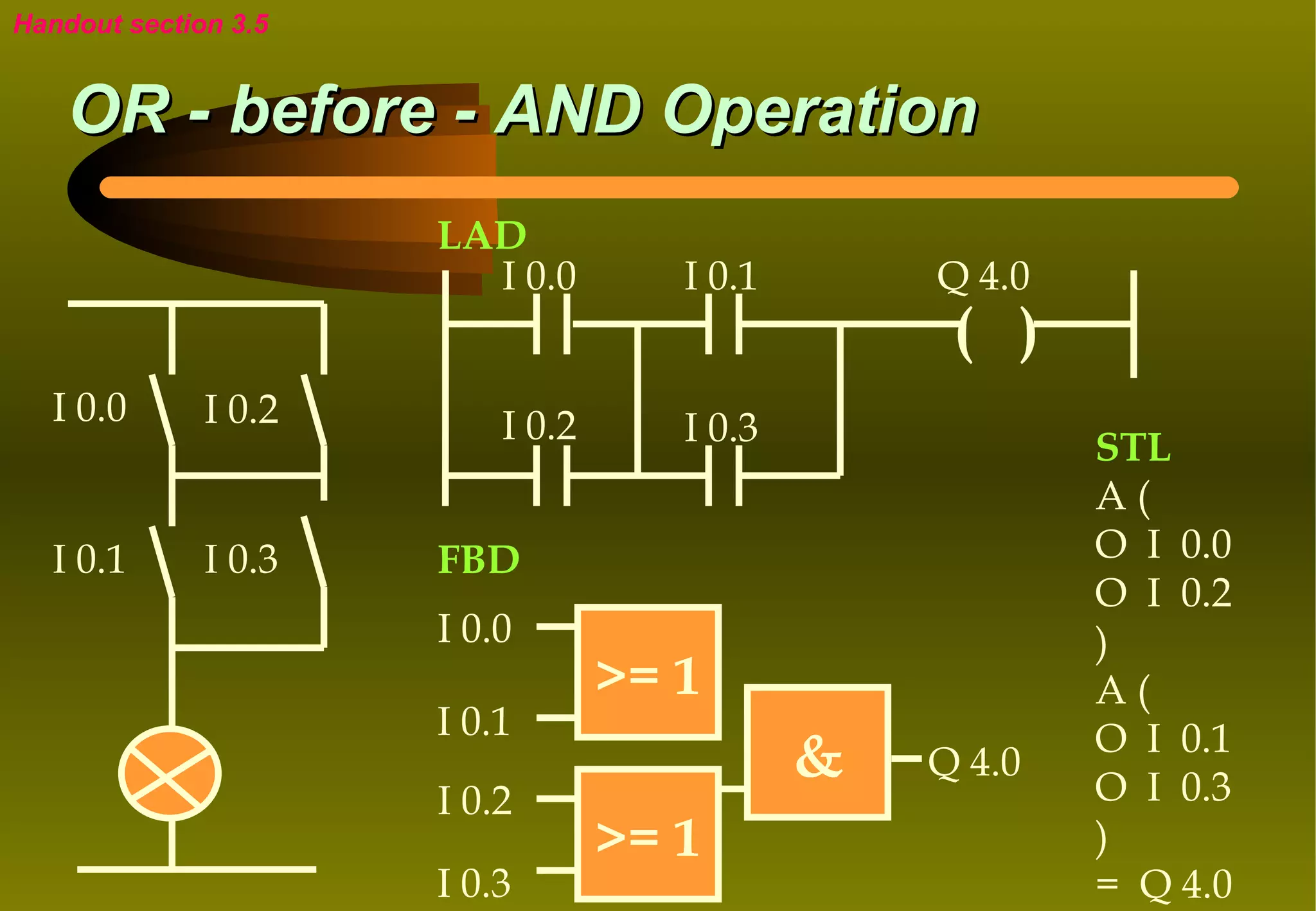
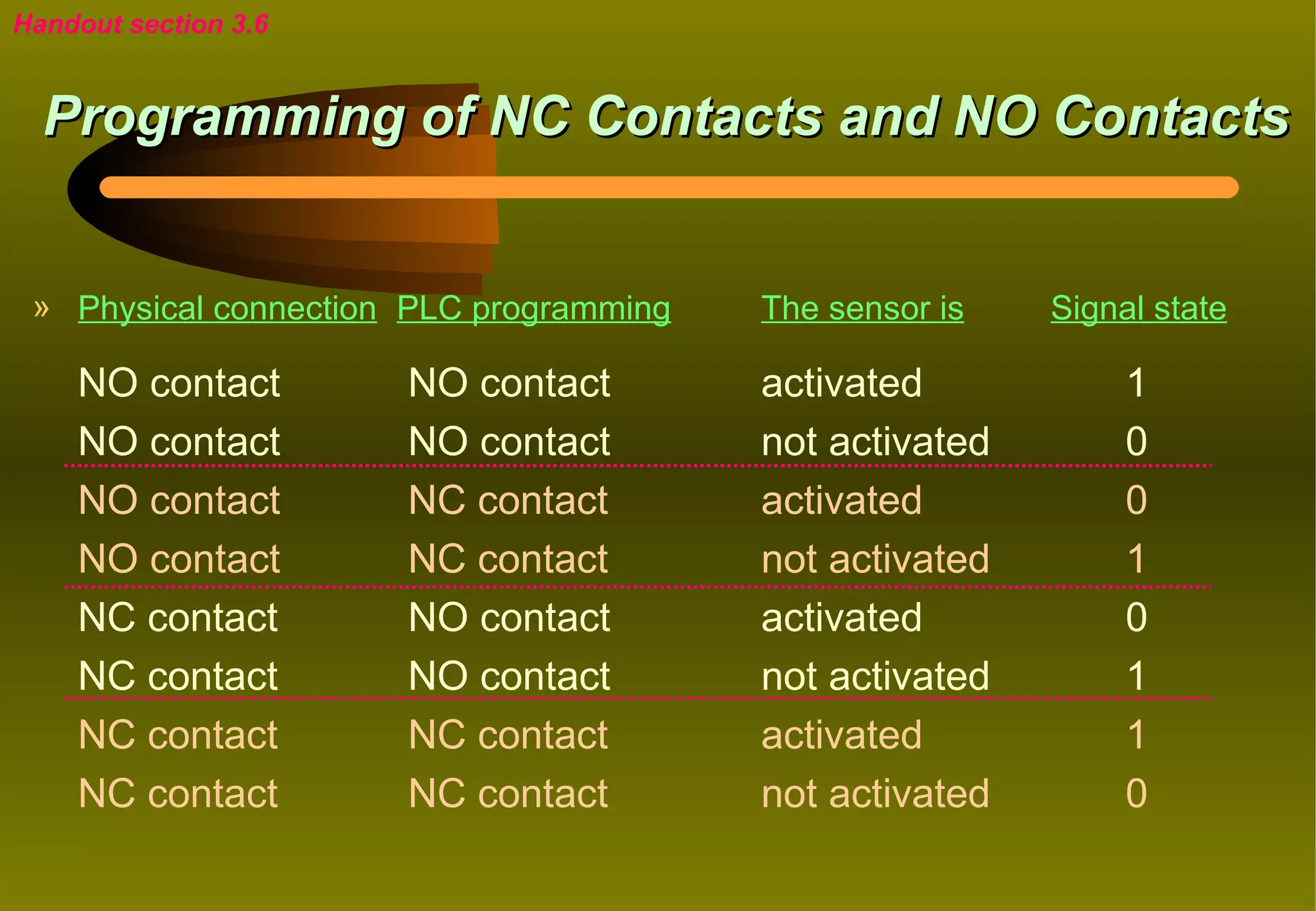
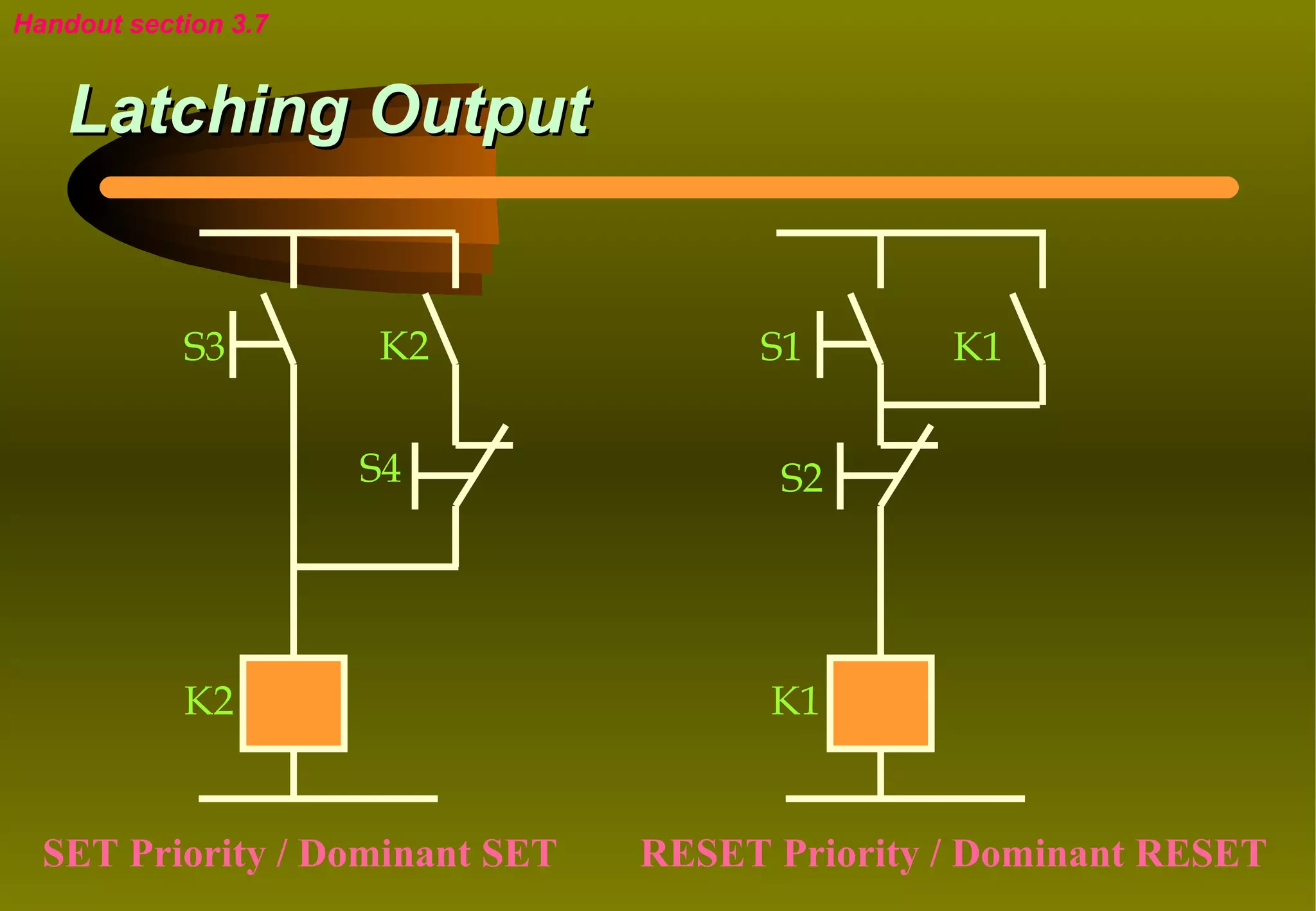
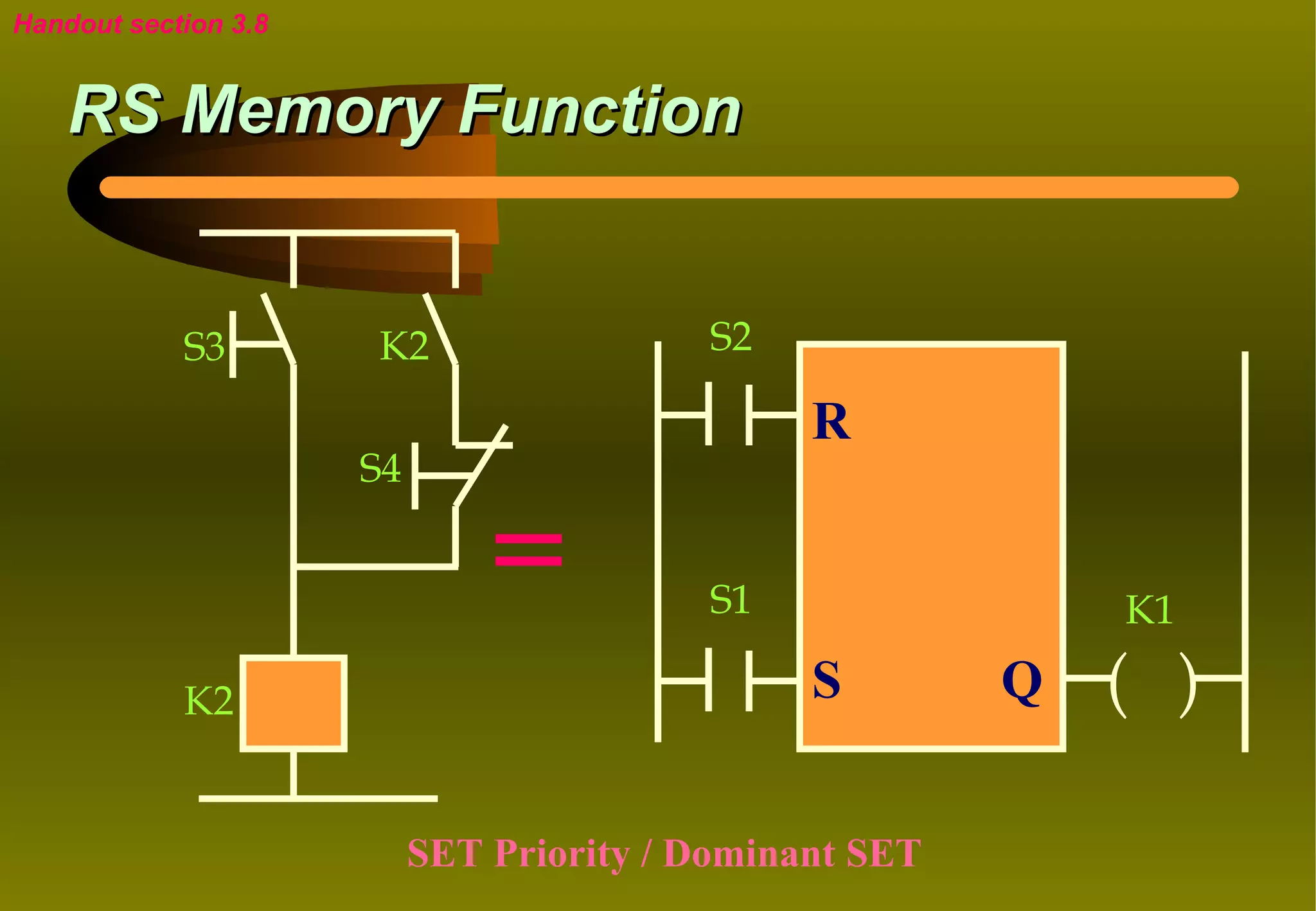
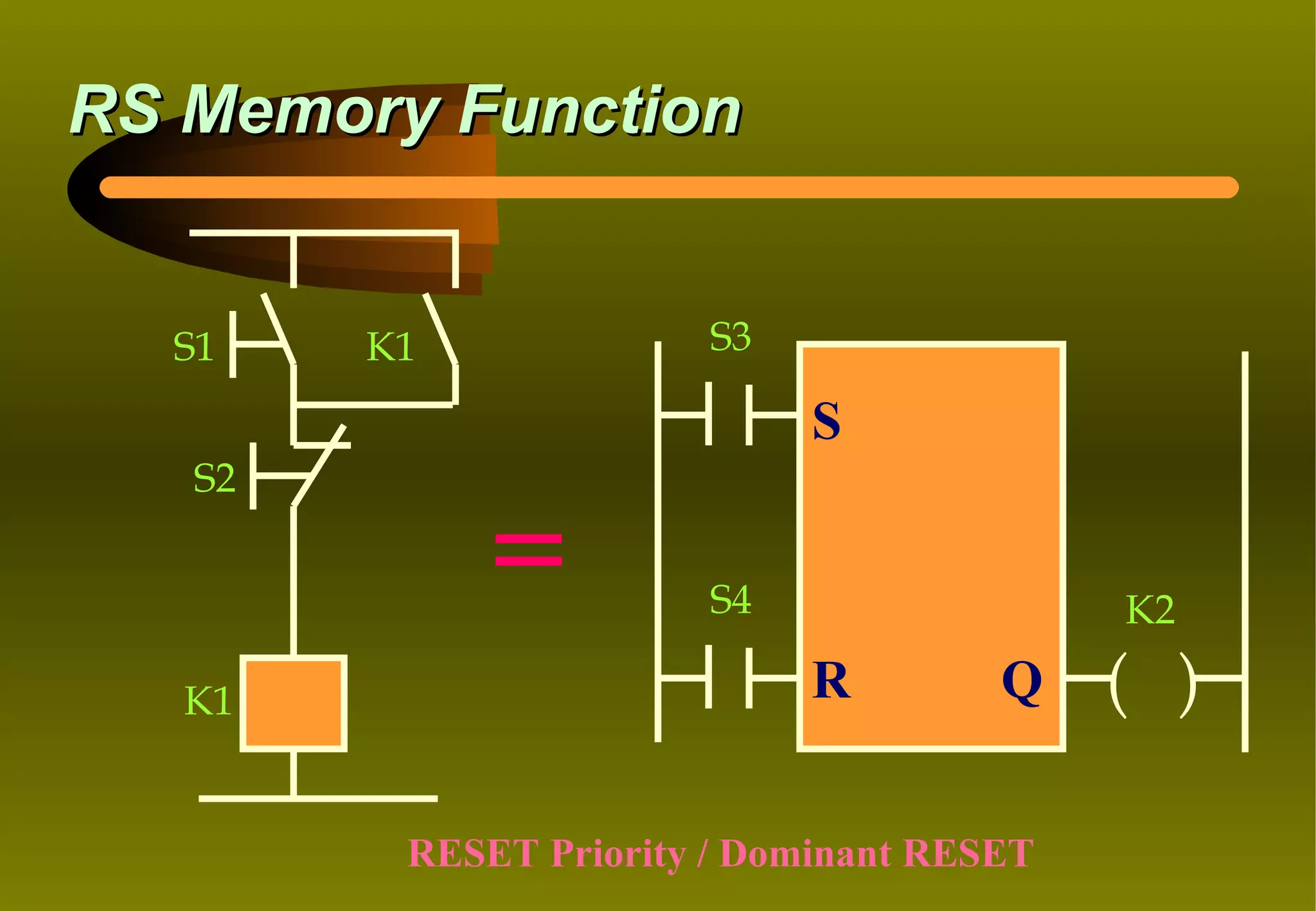
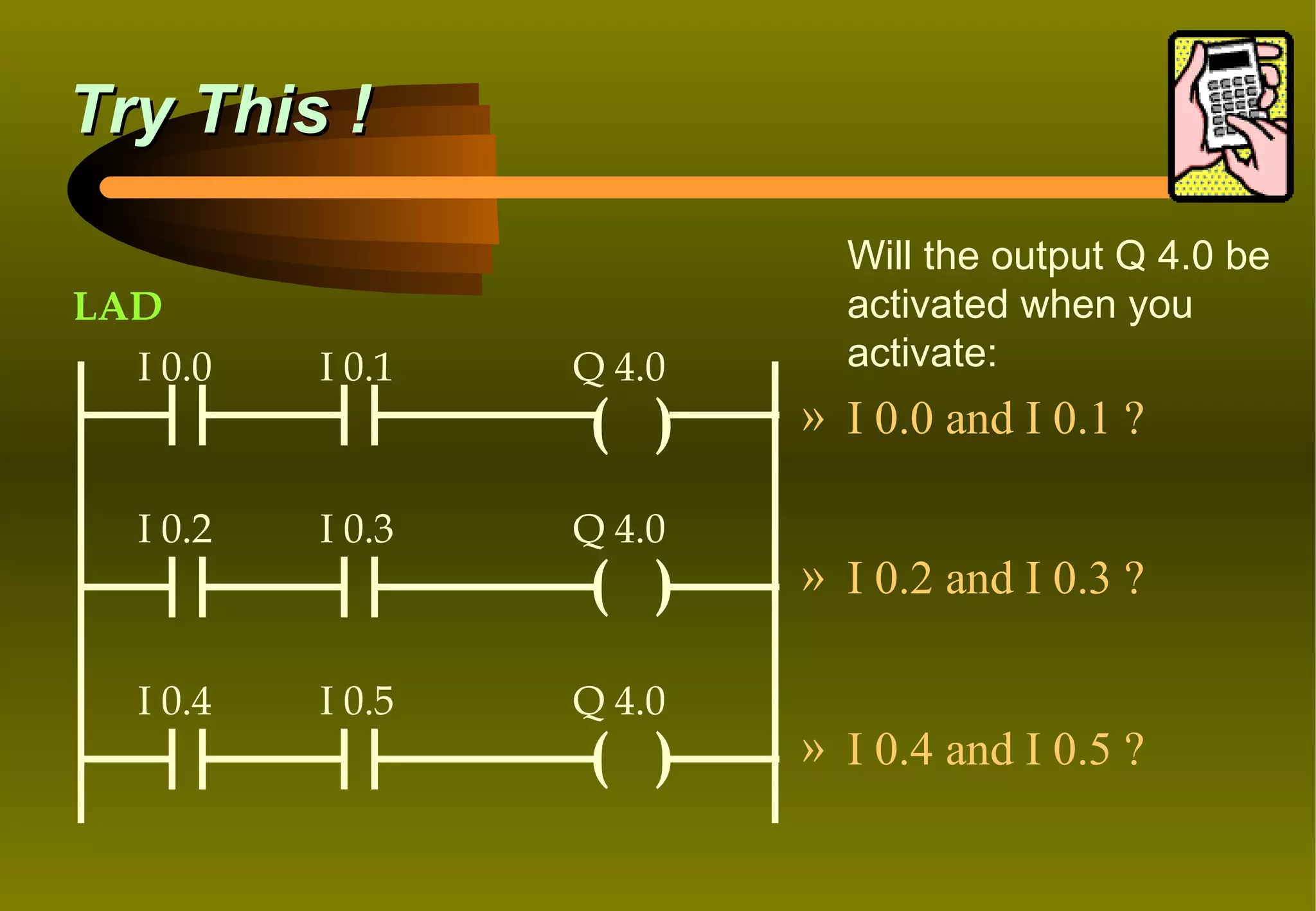
This document provides an introduction to programmable logic control (PLC) and Siemens SIMATIC S7 PLCs. It outlines the module objectives, assessment criteria, and topics to be covered including basic PLC components, programming methods, and Siemens STEP 7 software functions. The key topics covered are the basic principles of PLCs and control systems, PLC components and architecture, input/output modules, programming representations like LAD and FBD, and program execution methods.