Downloaded 363 times
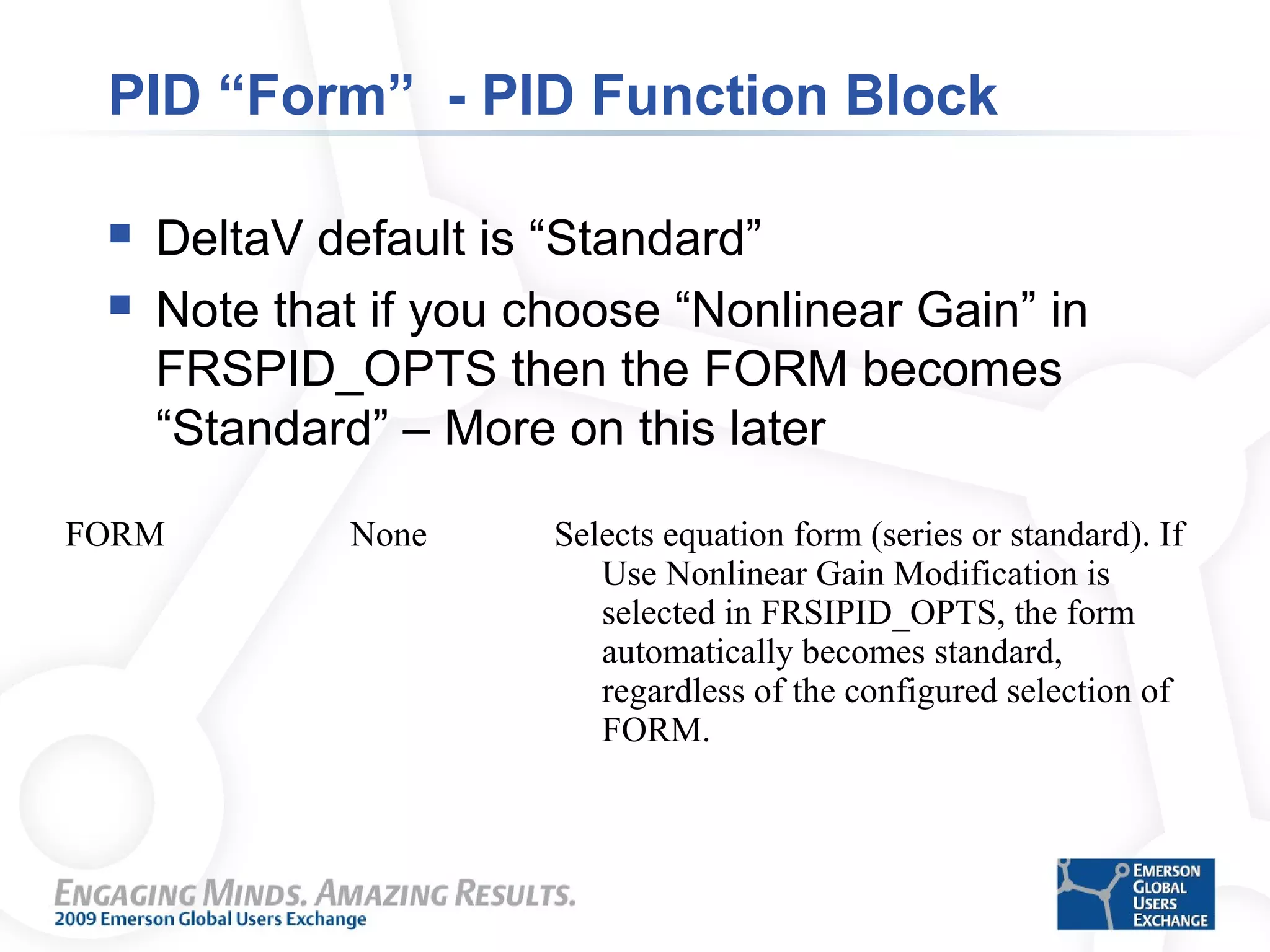
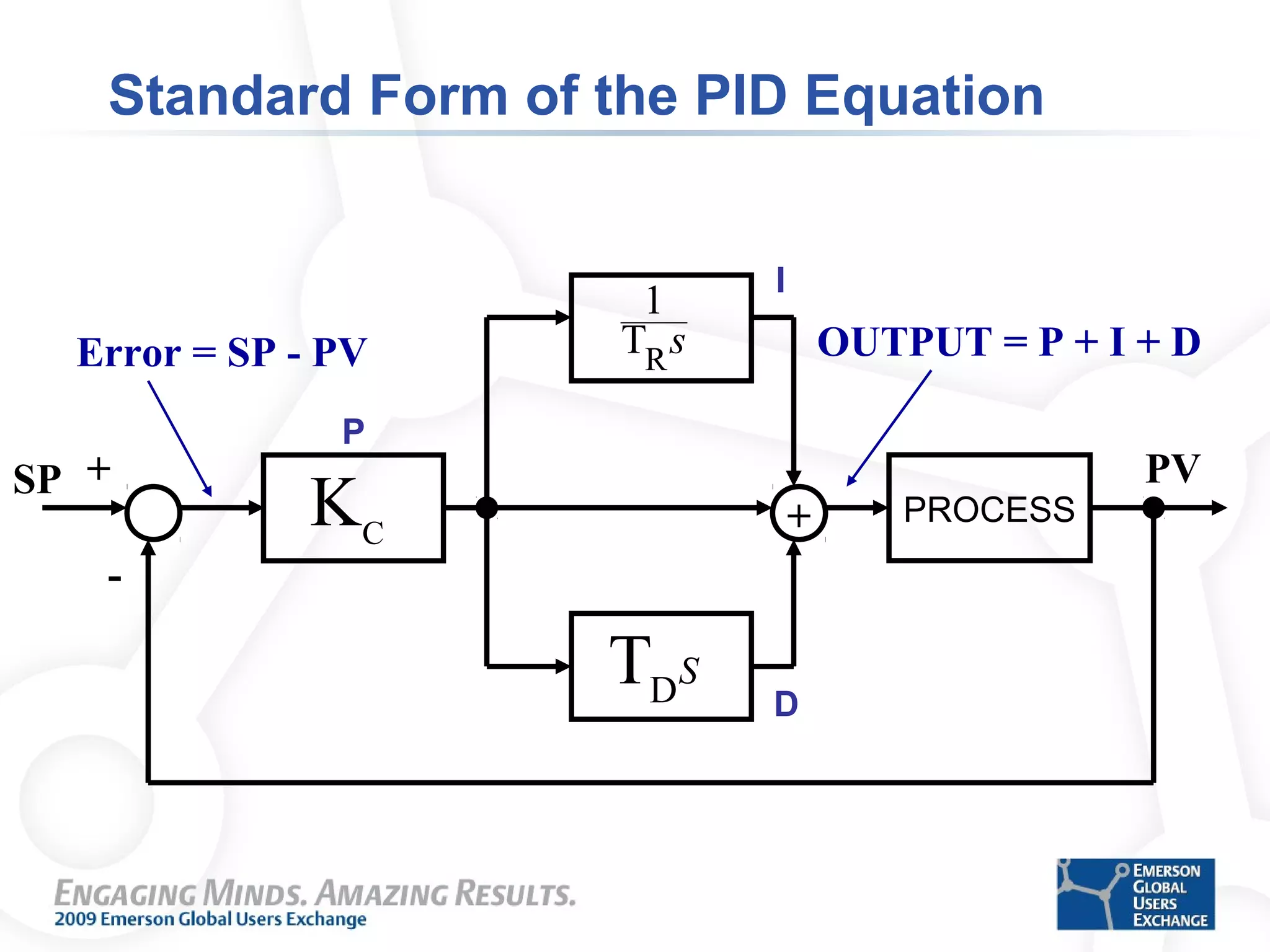
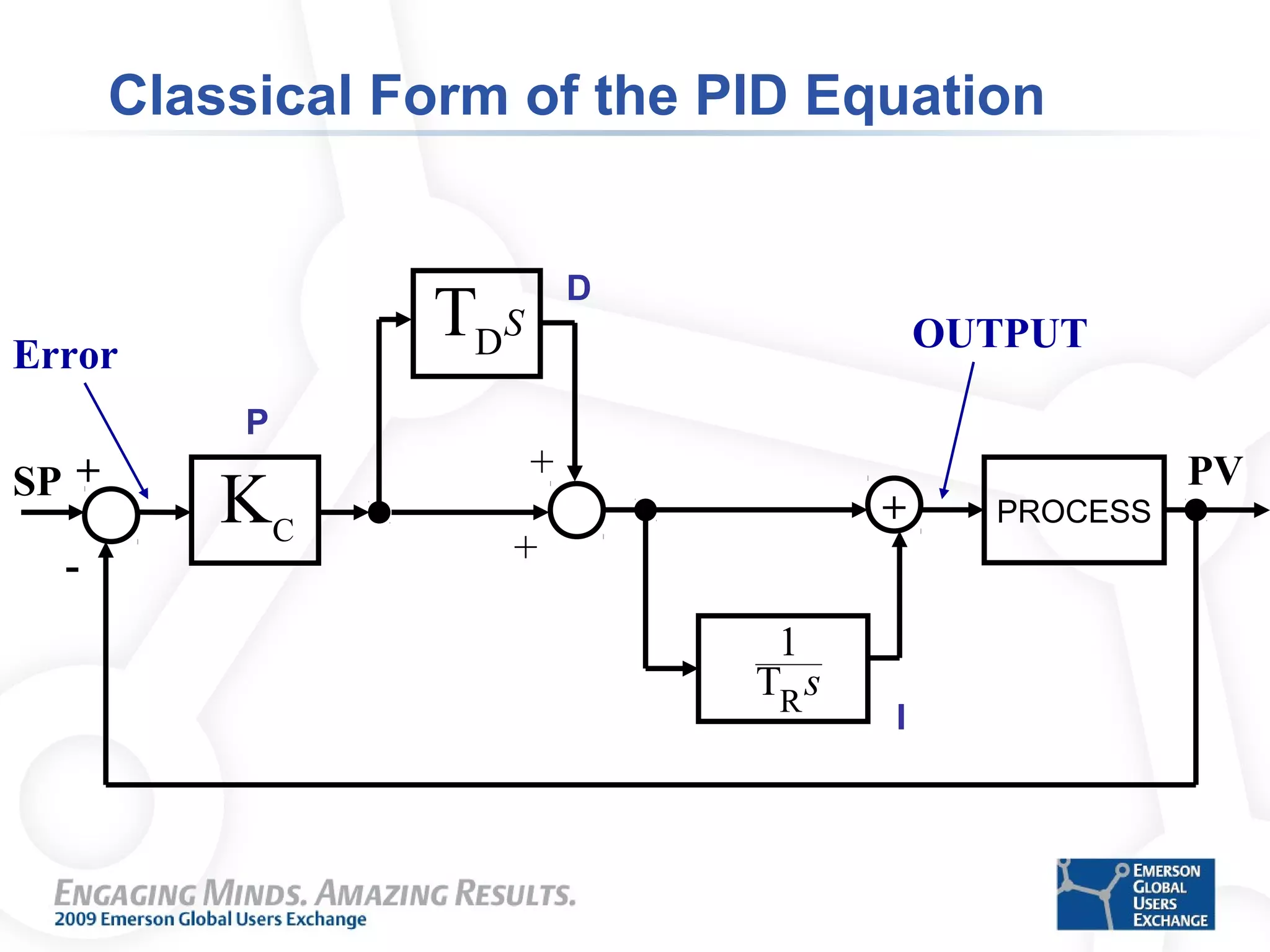
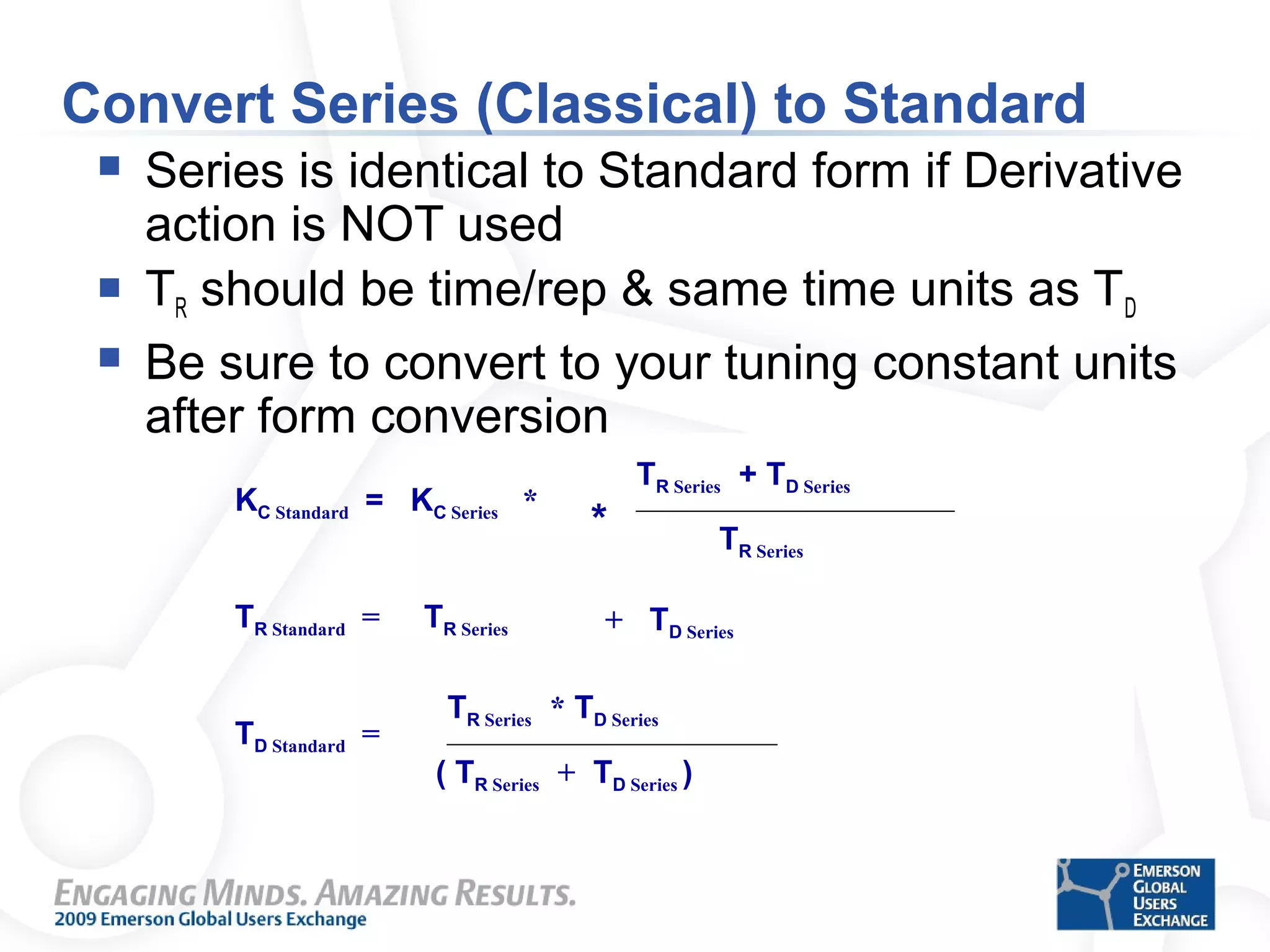
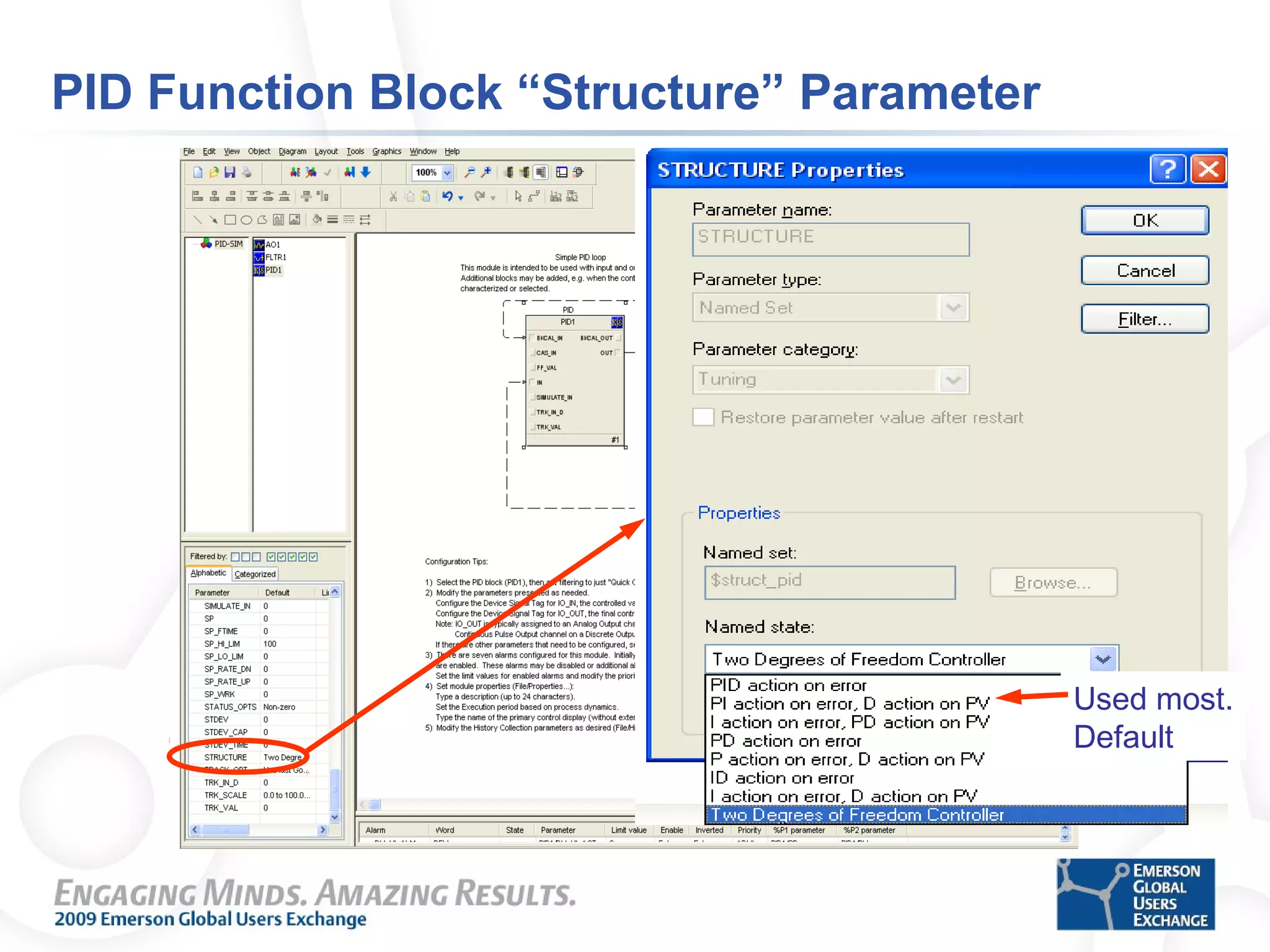
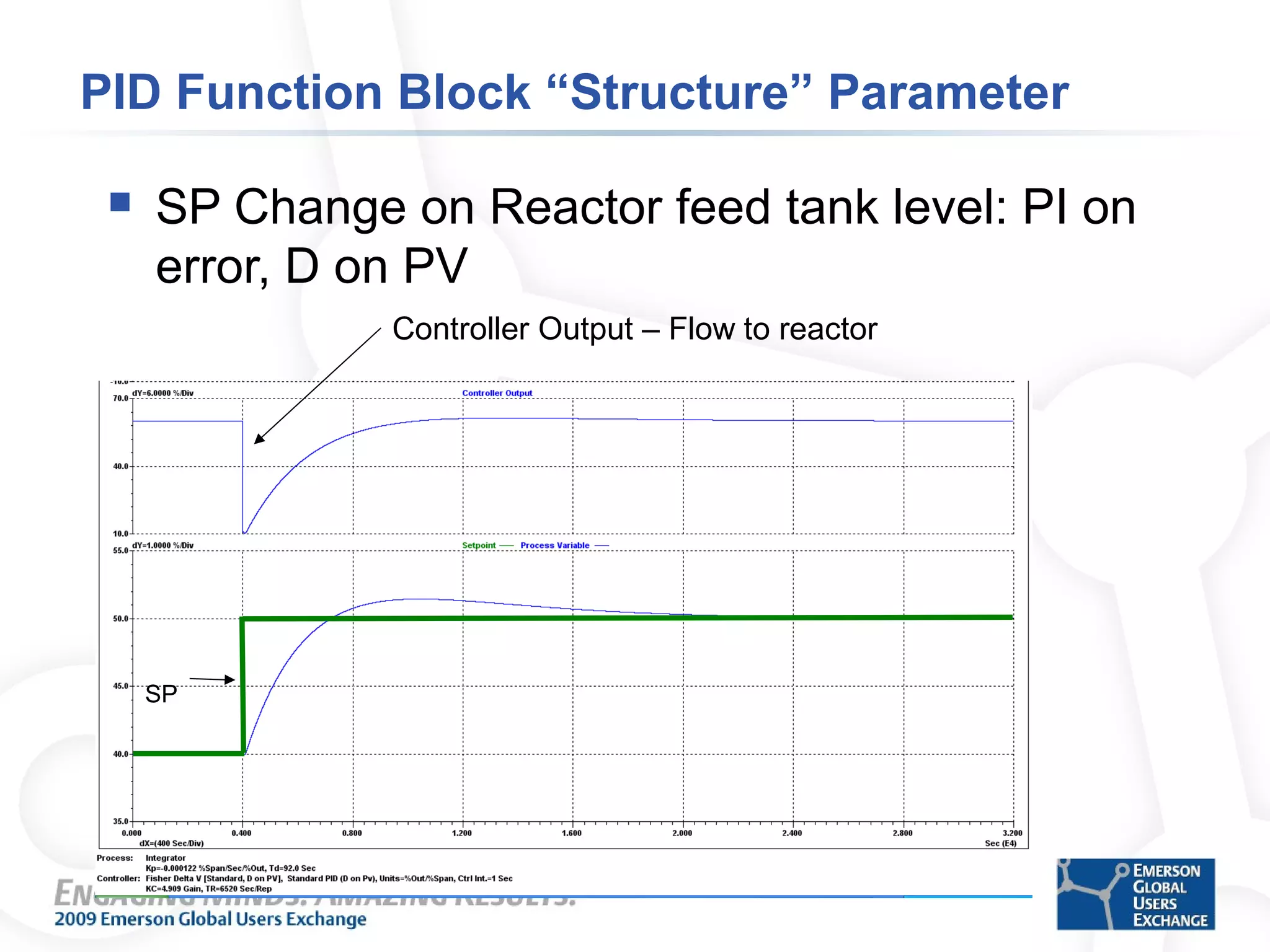
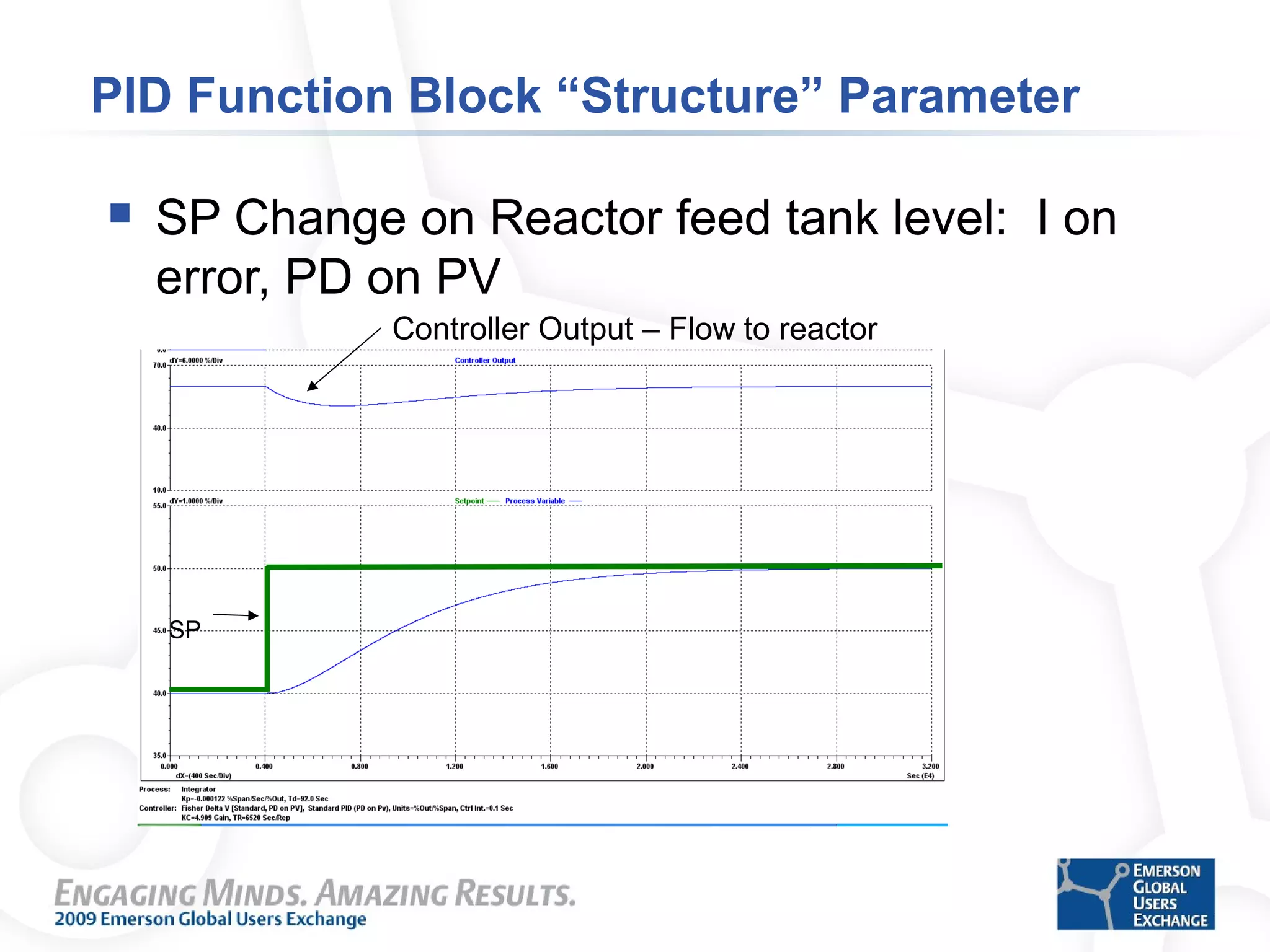
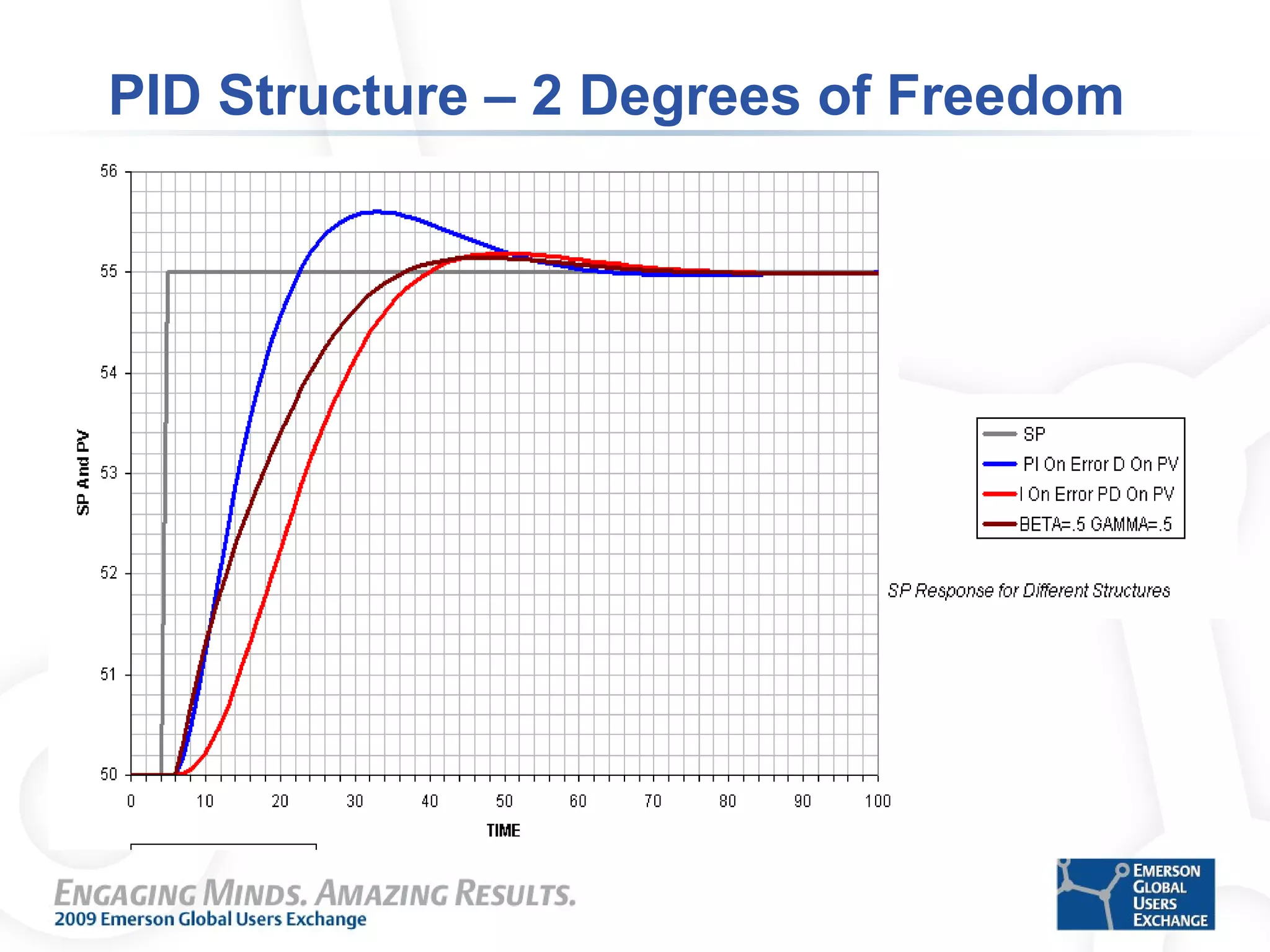
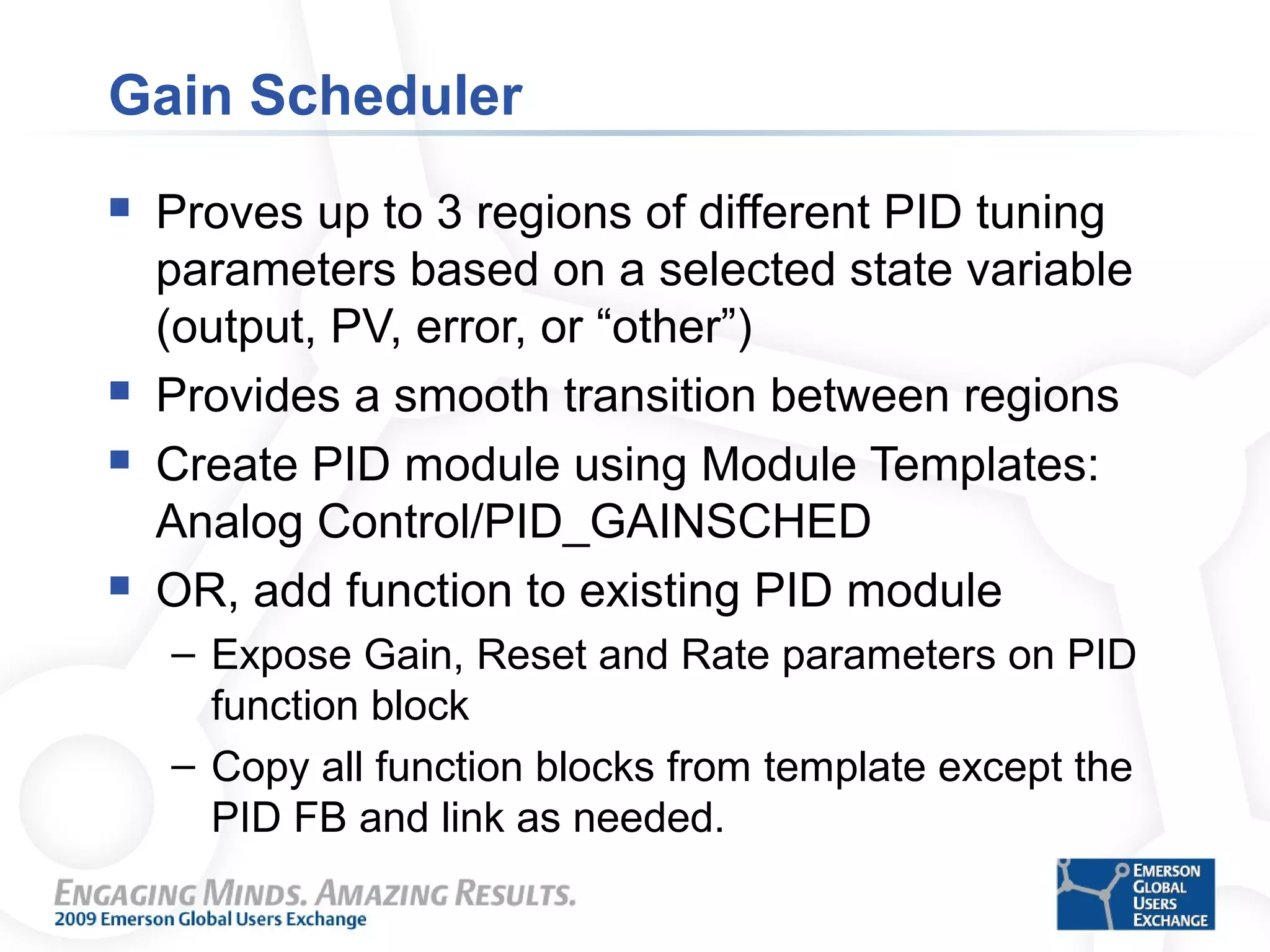
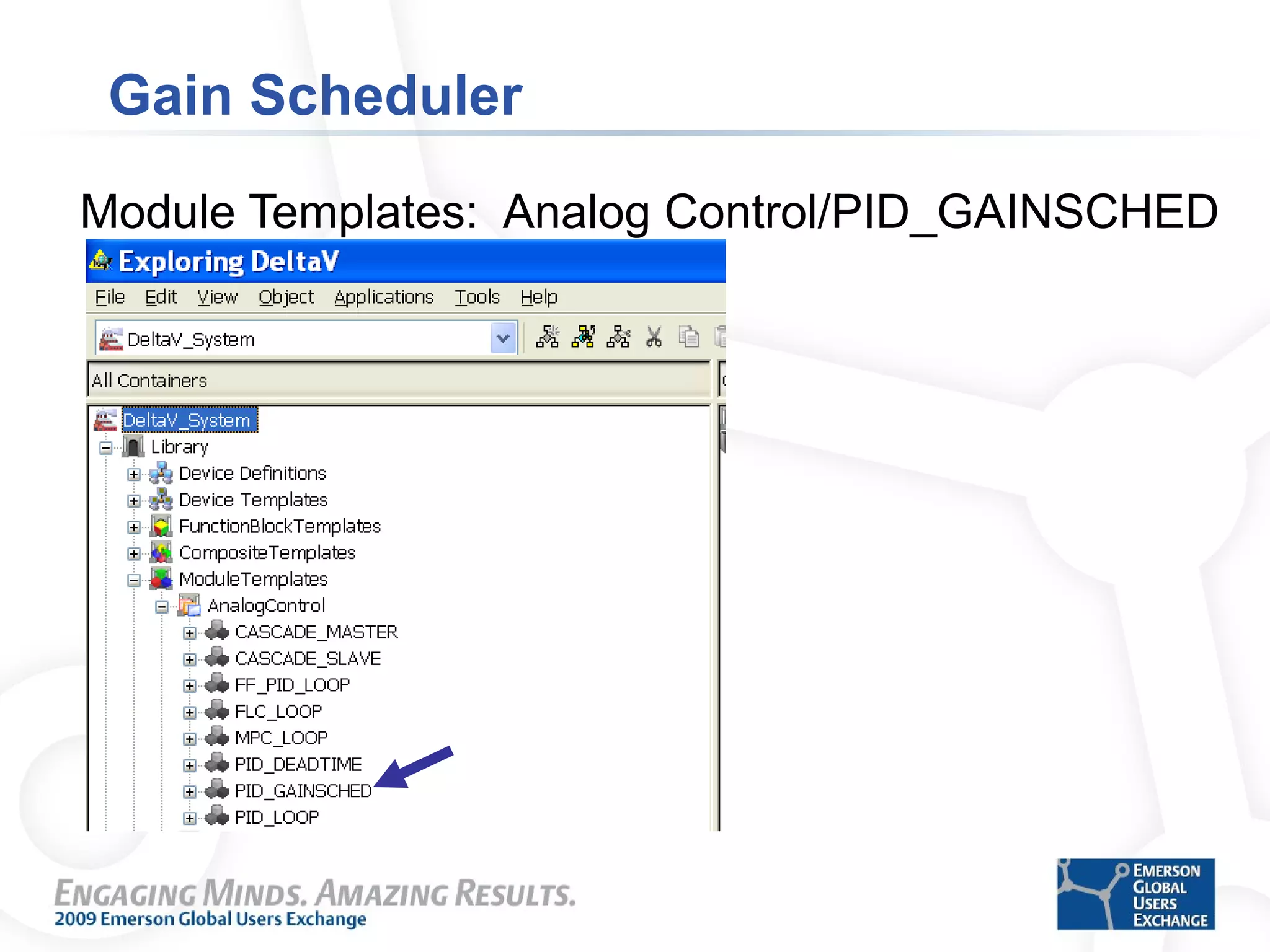
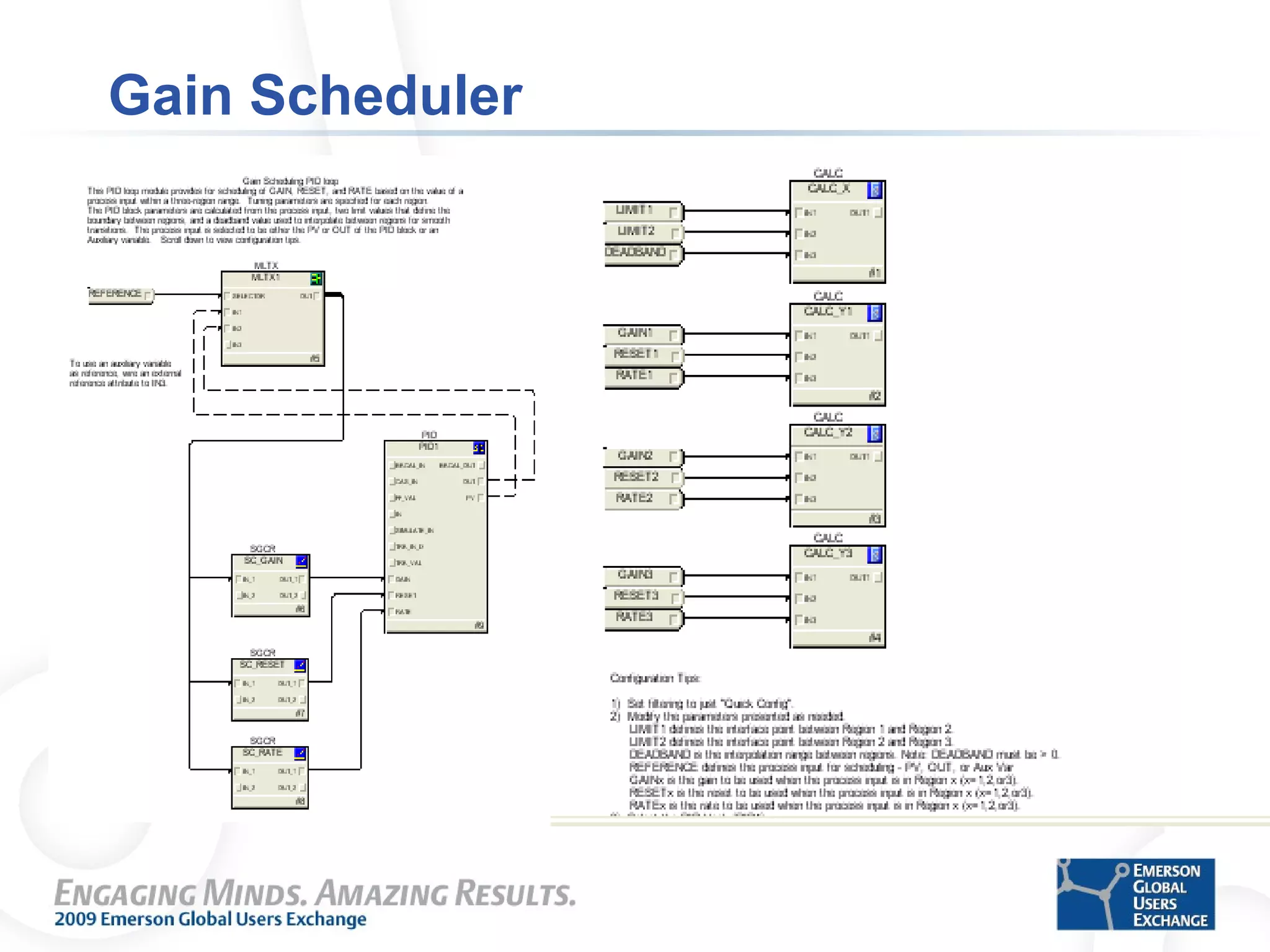
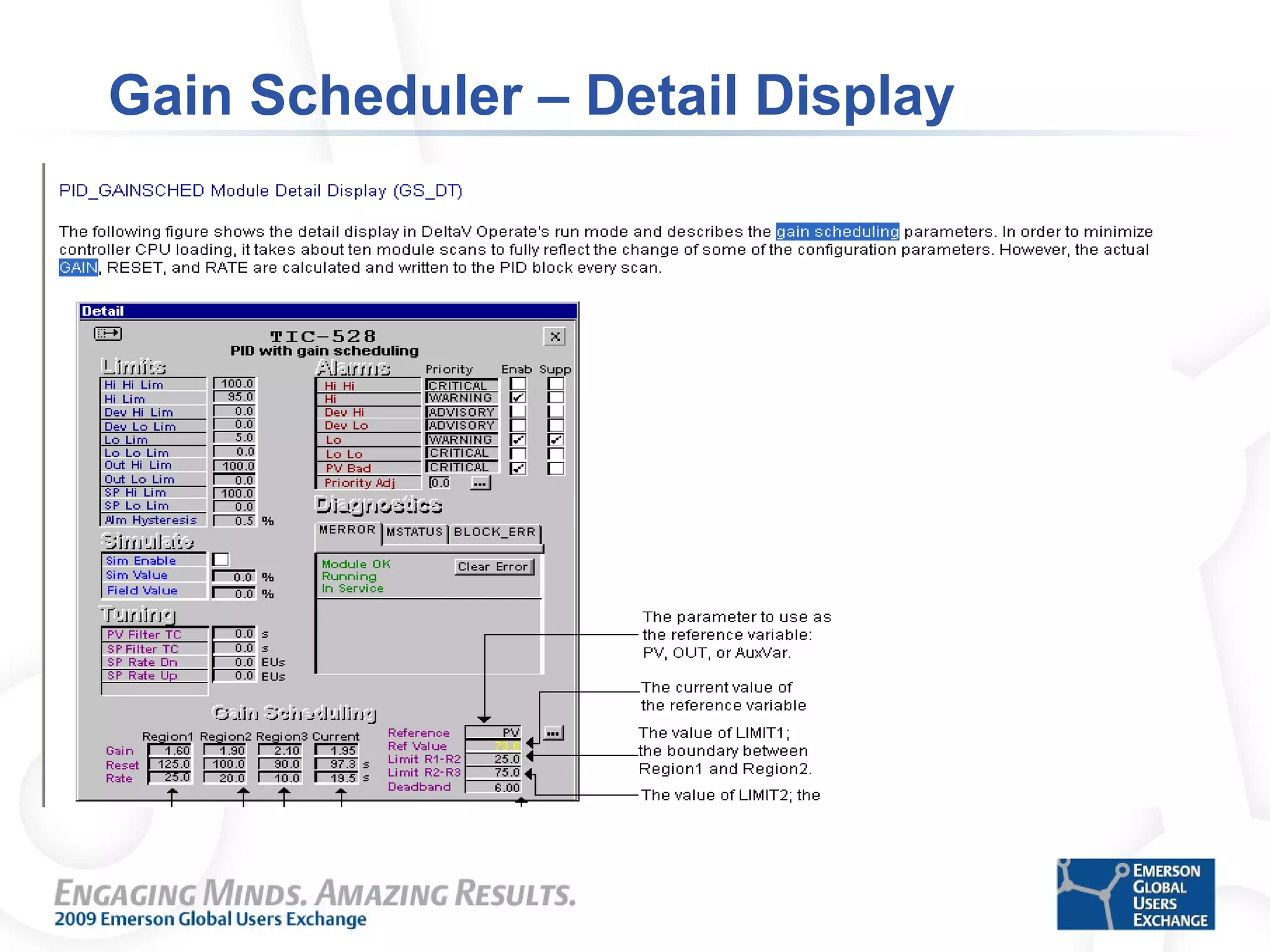
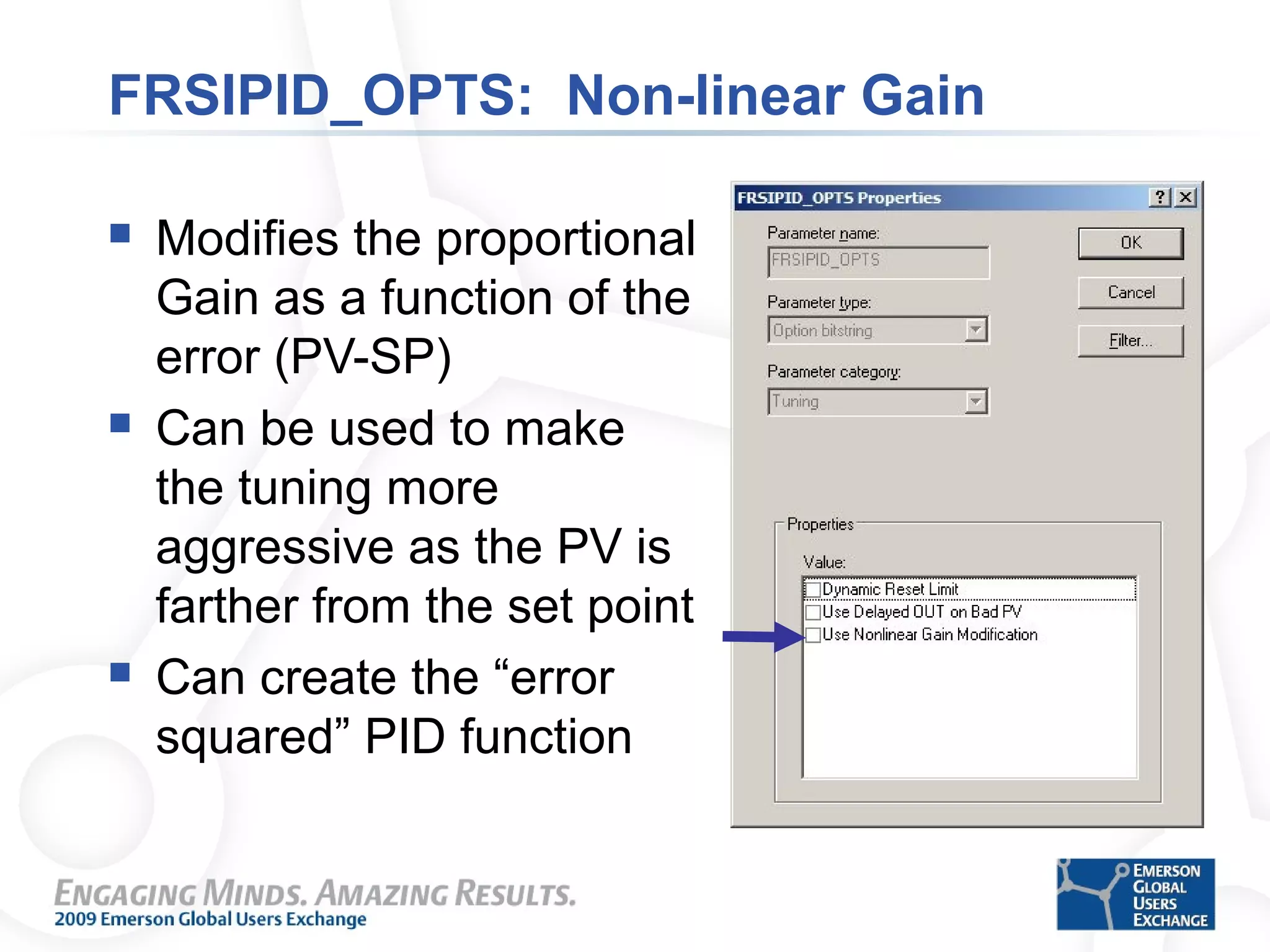
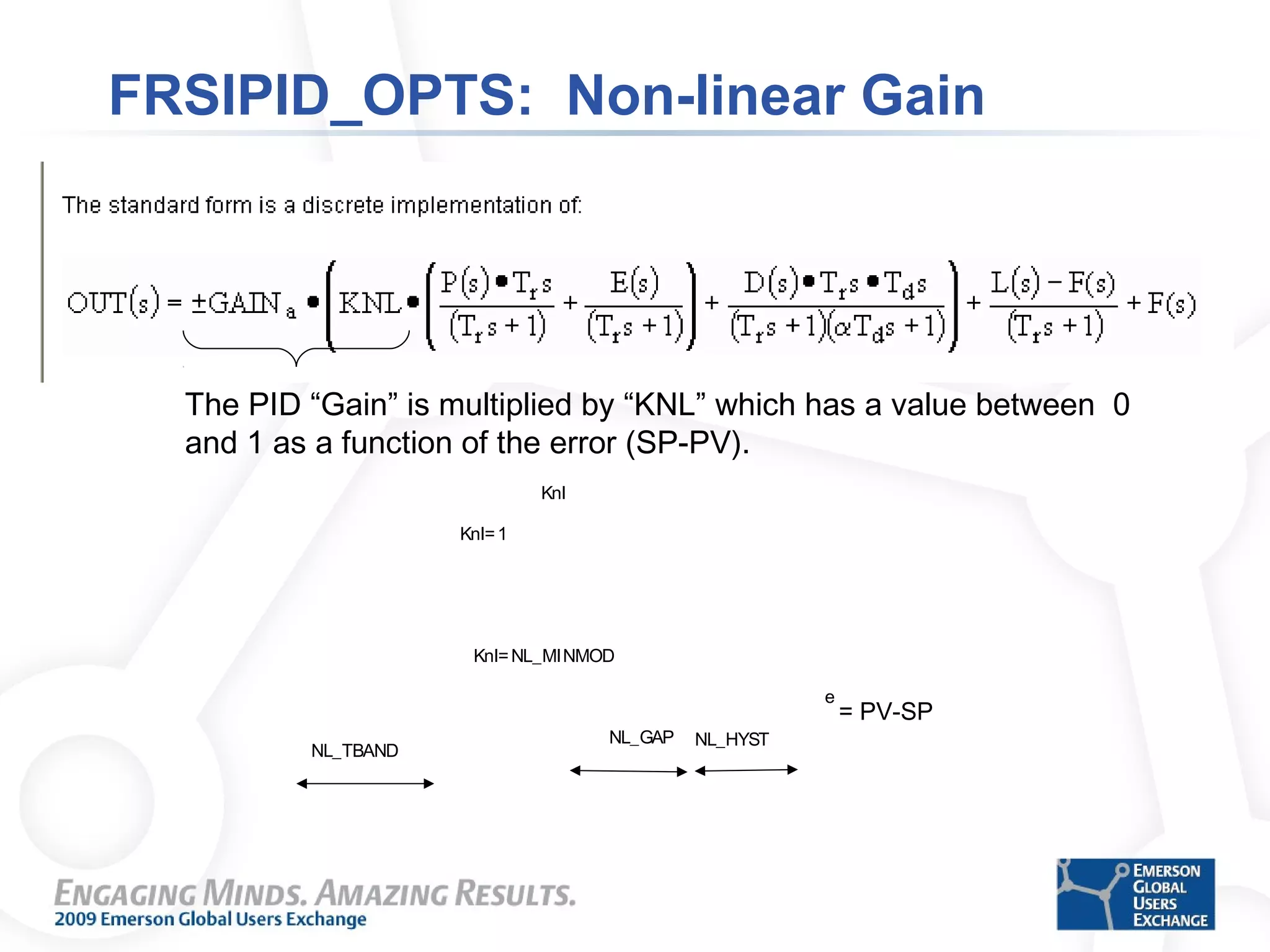
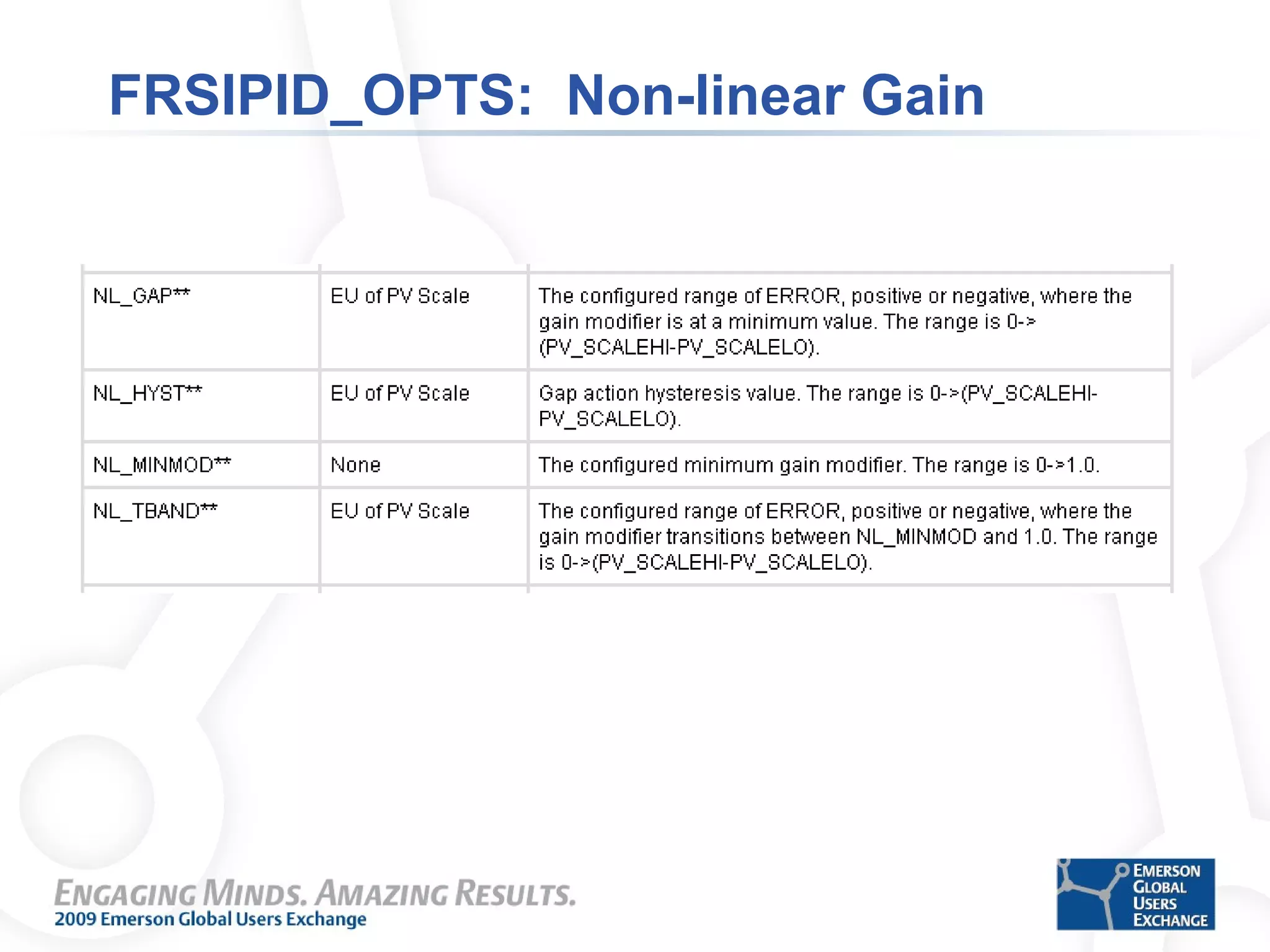
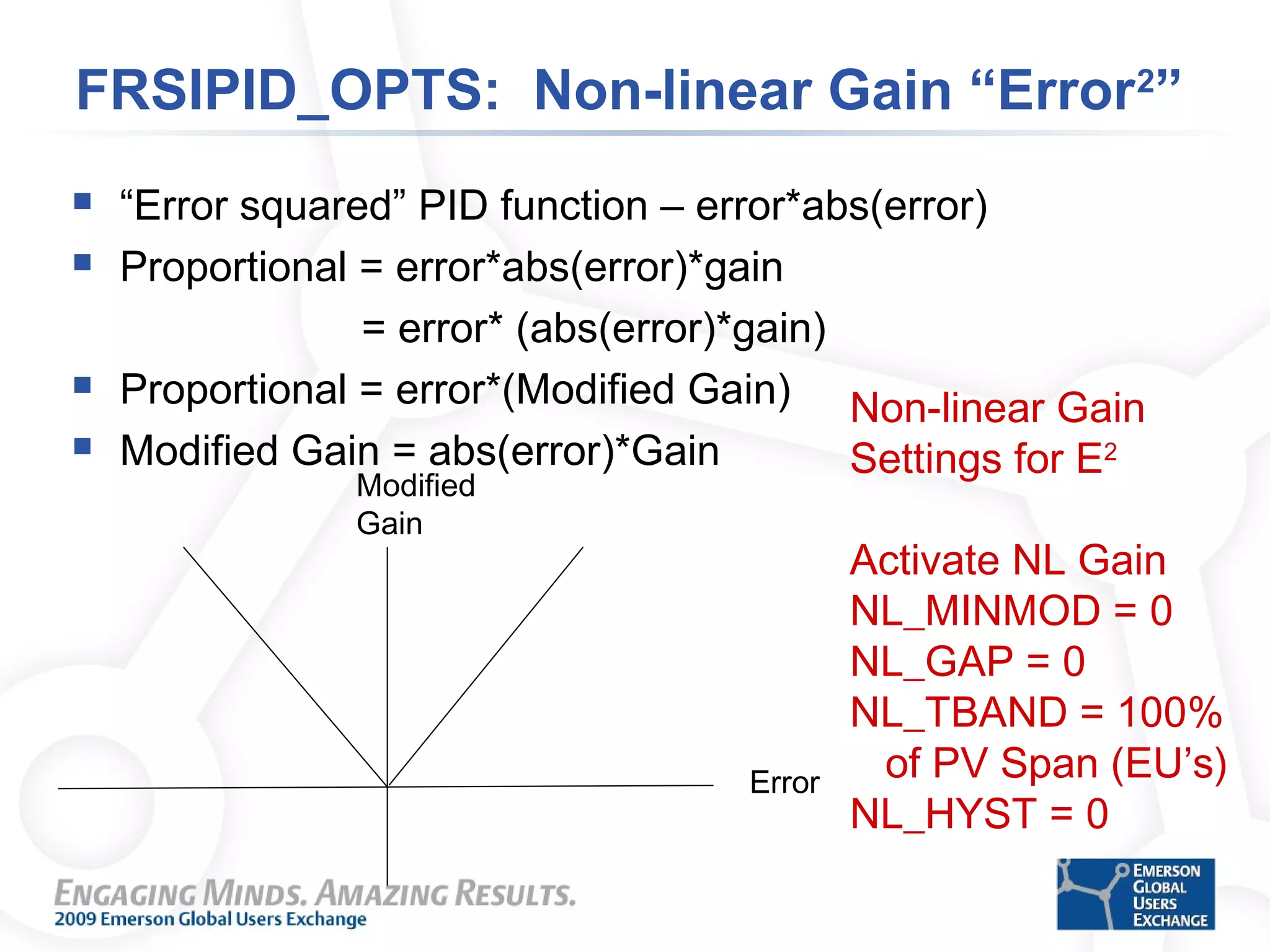
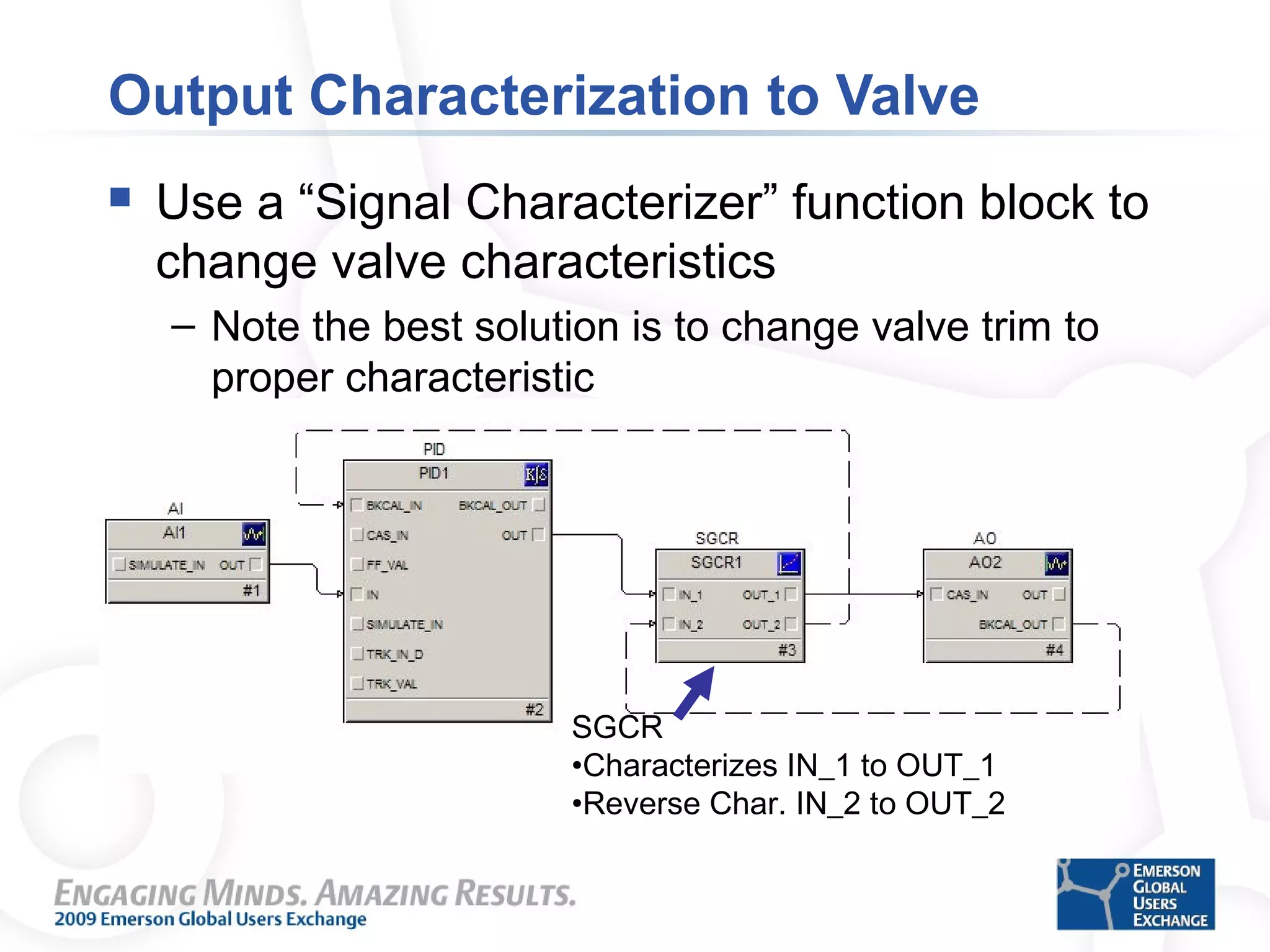
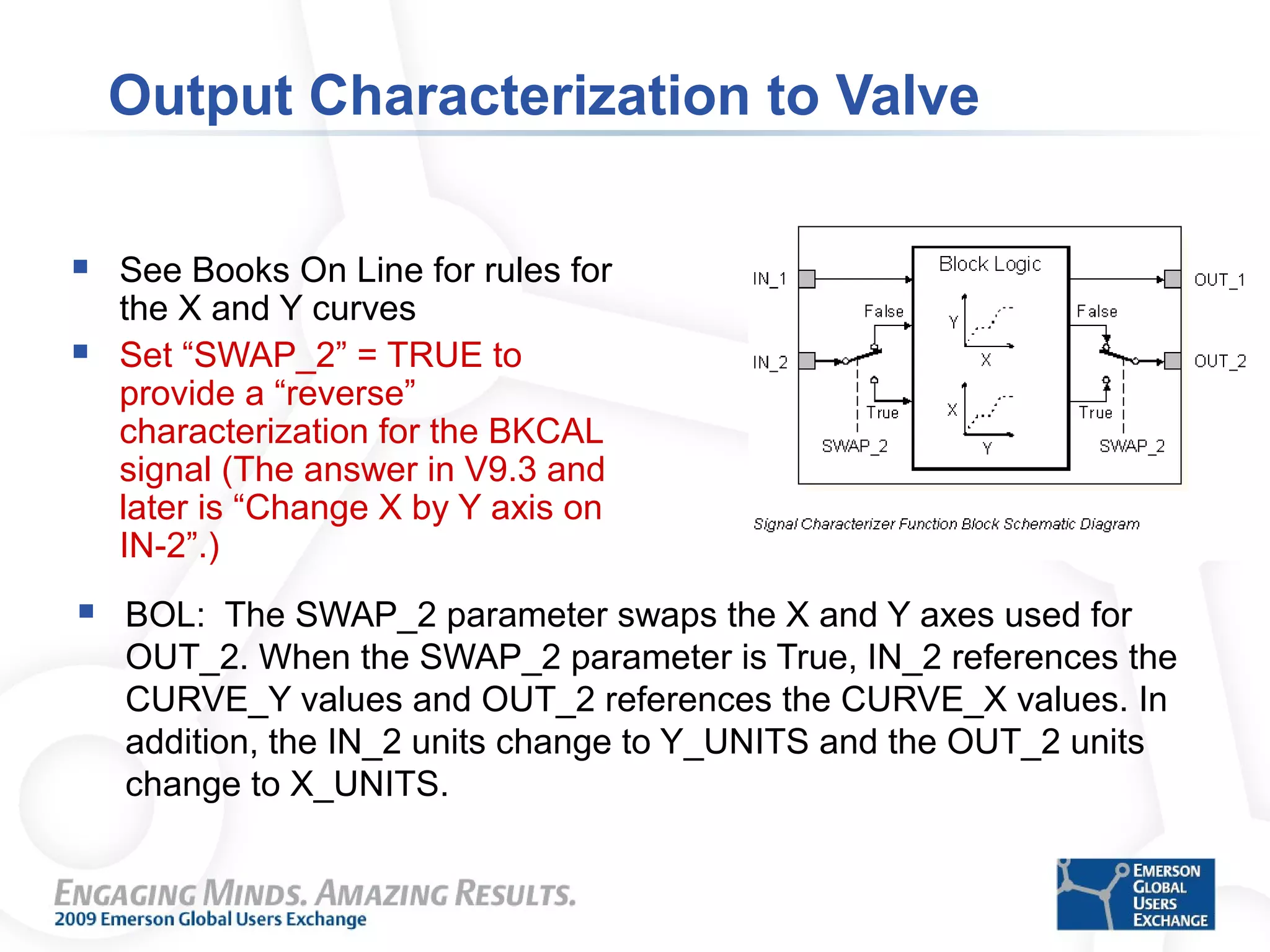
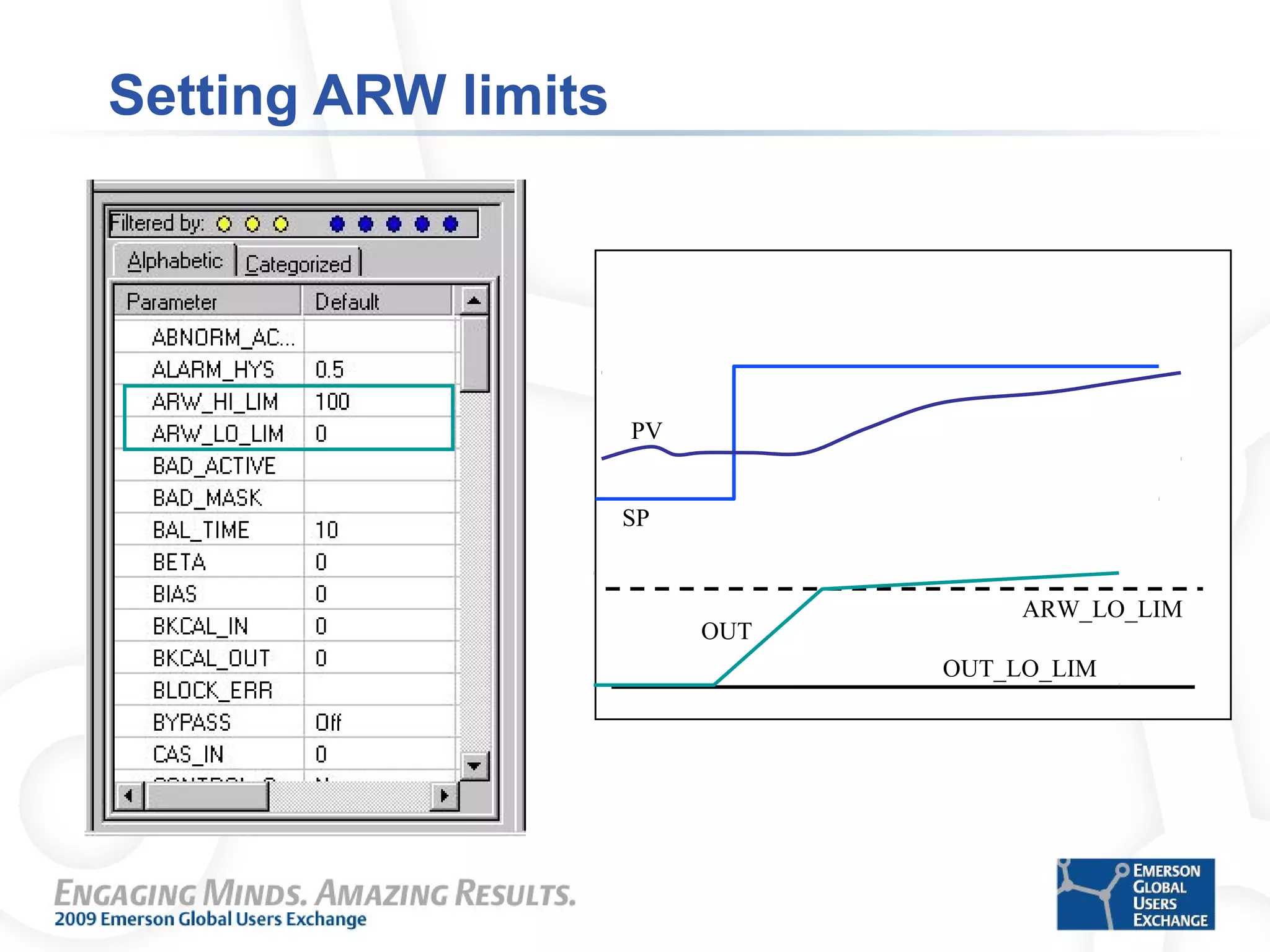
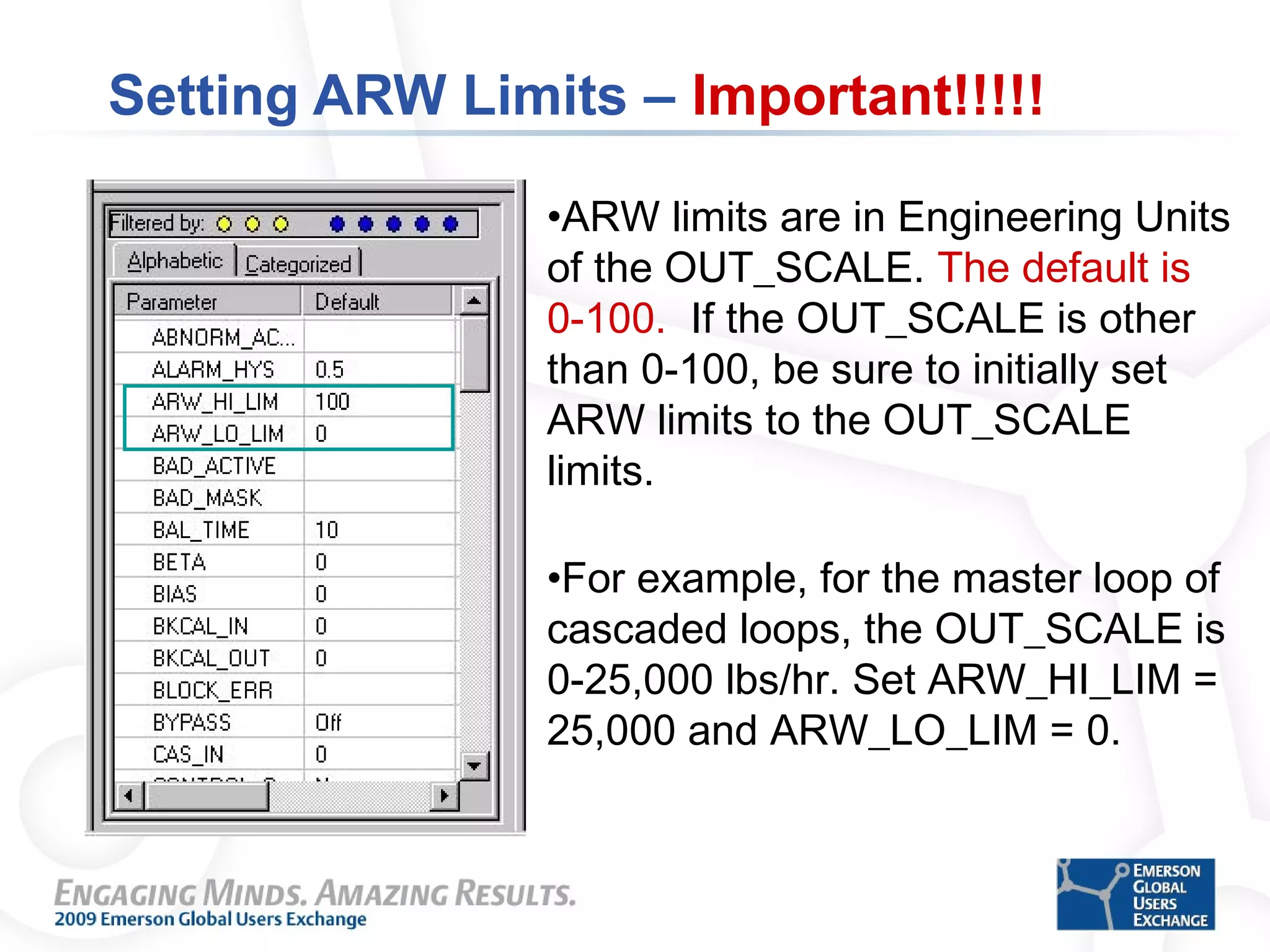
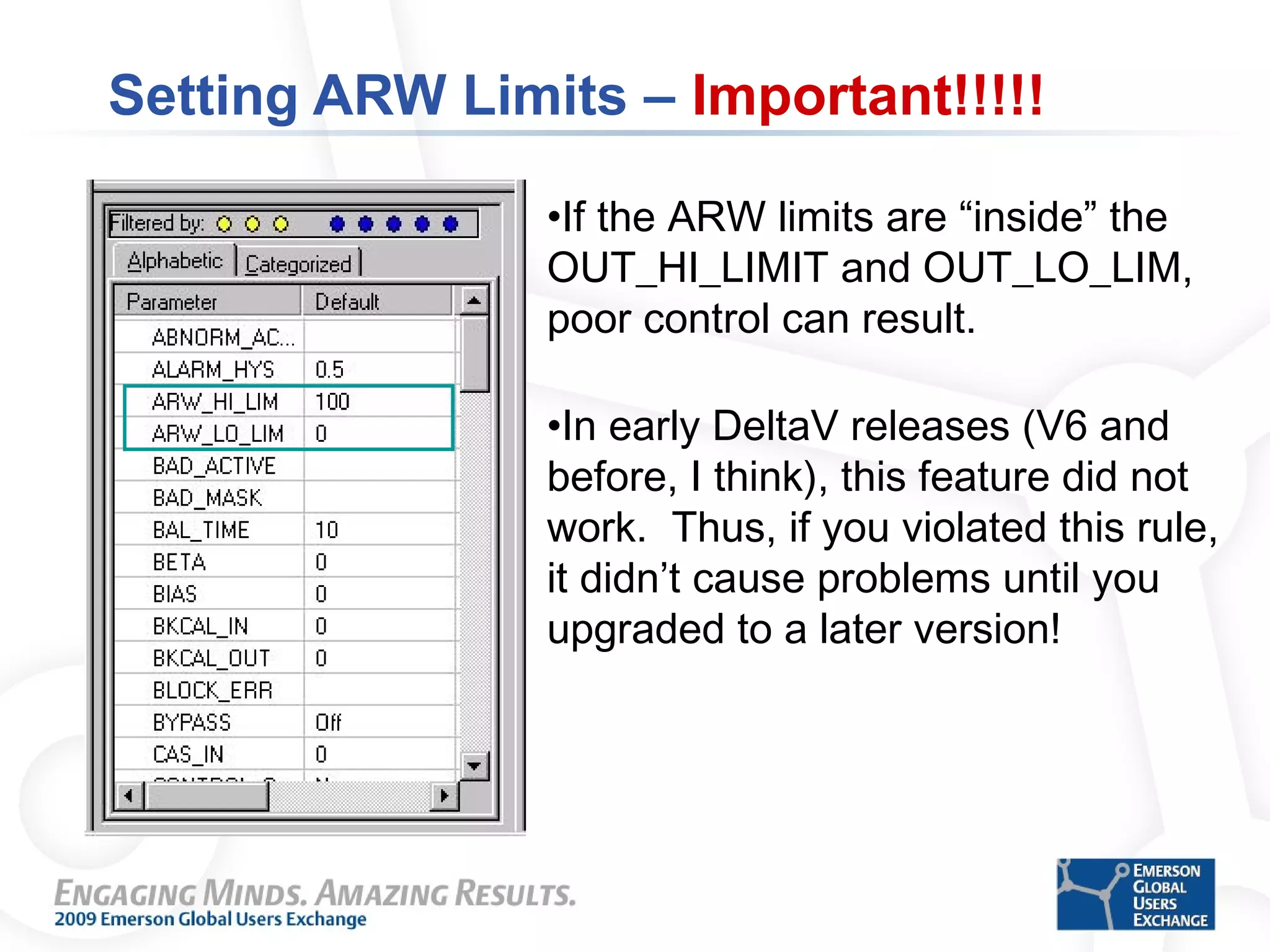
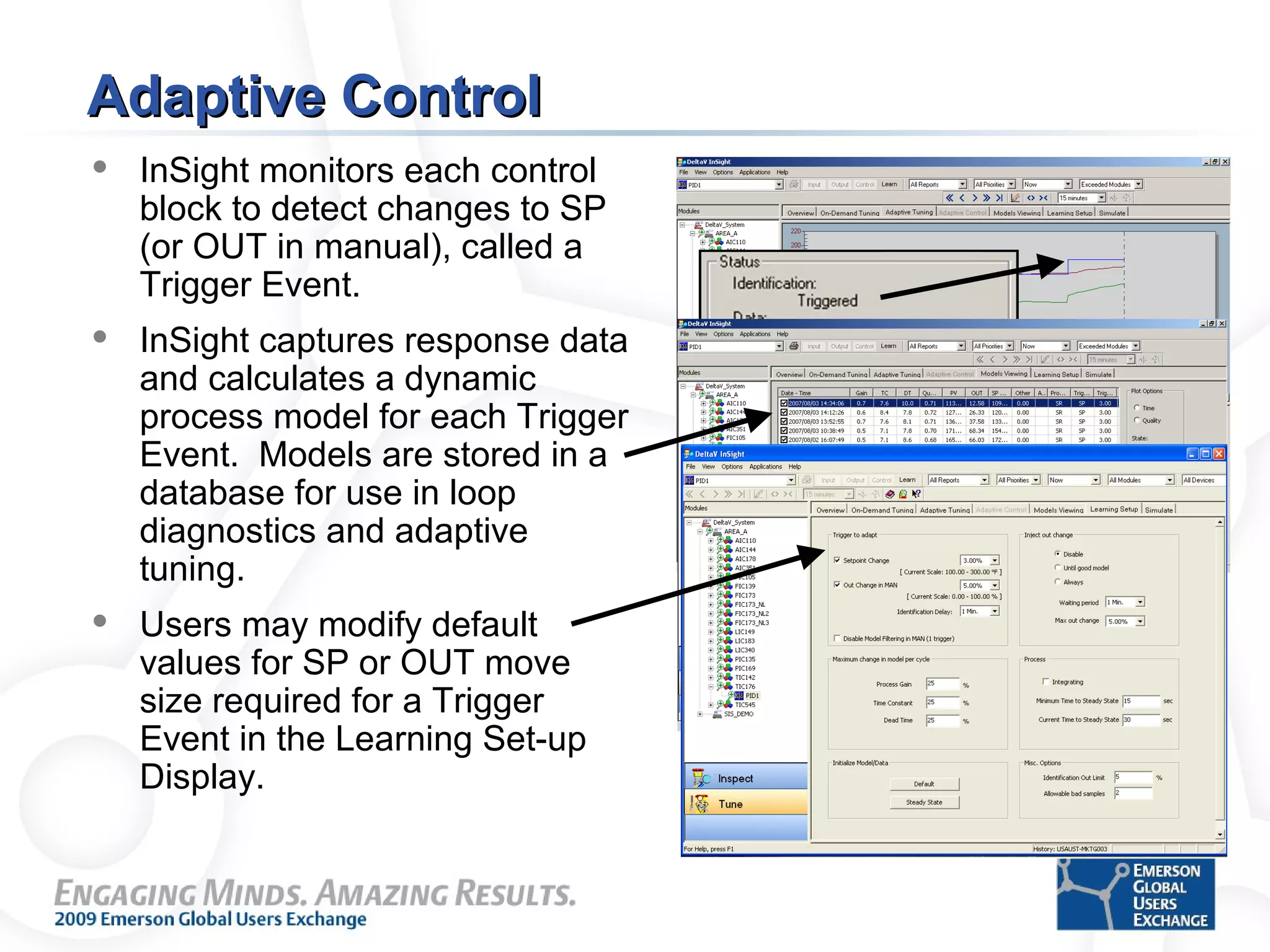
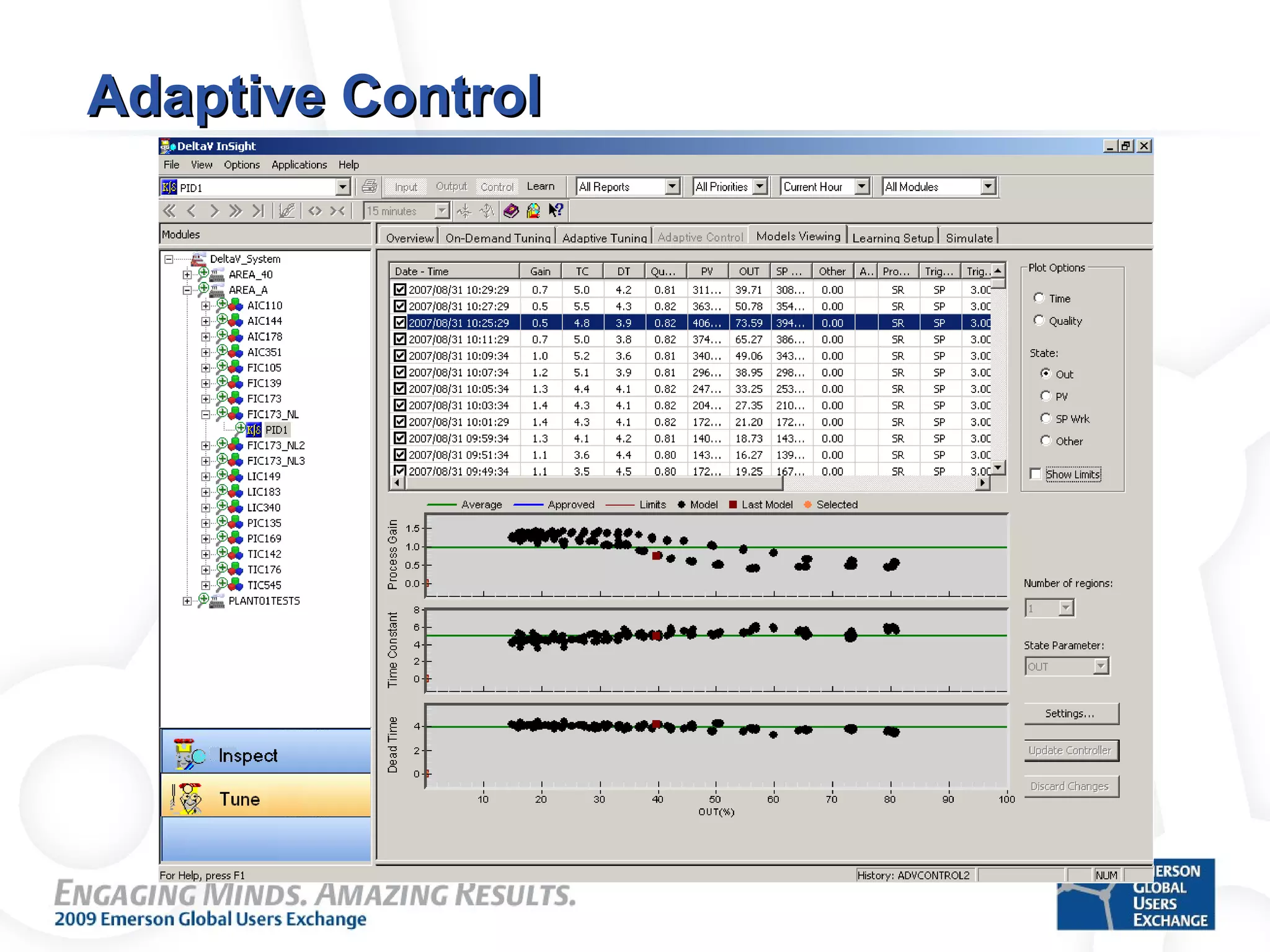
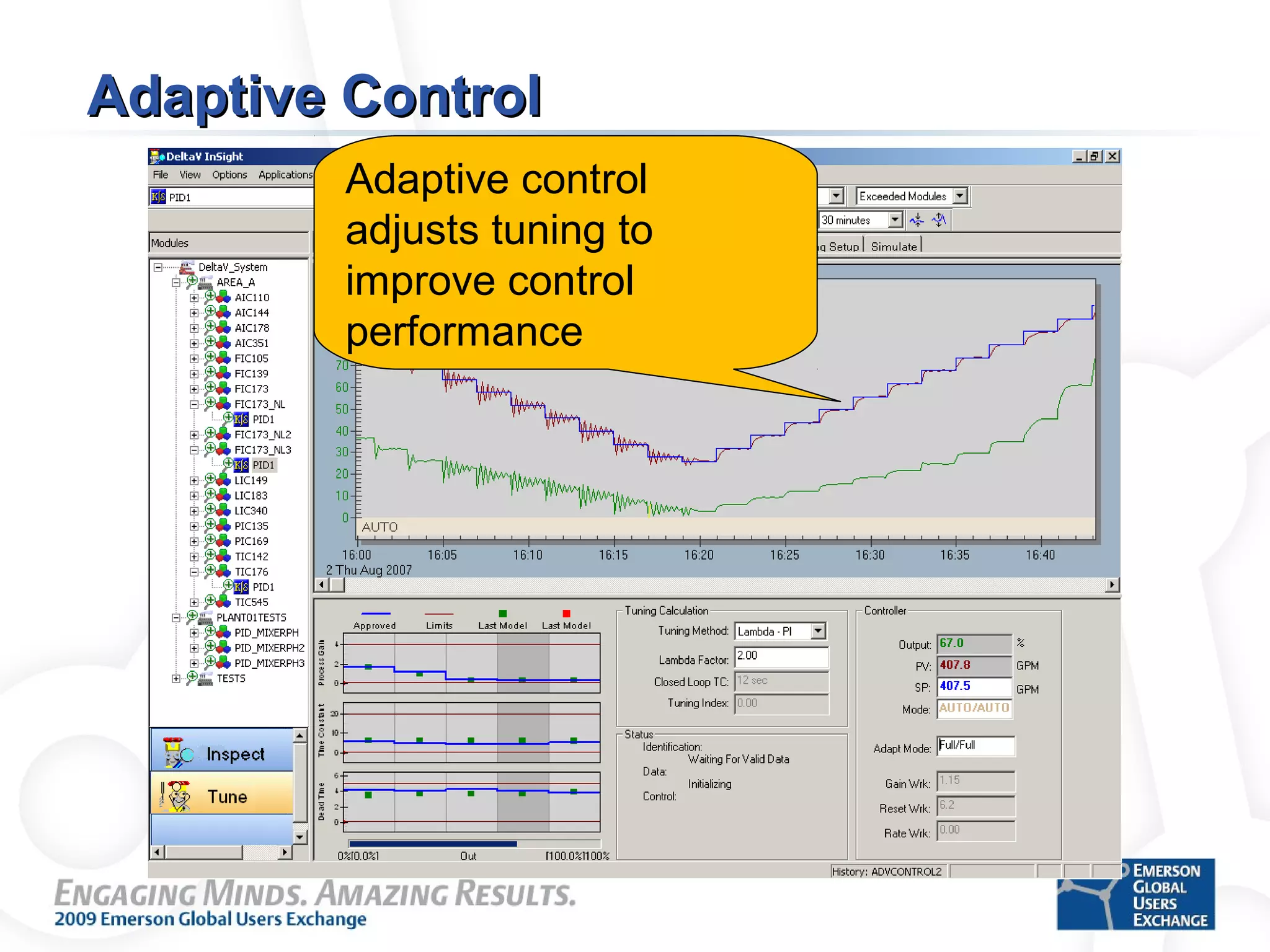
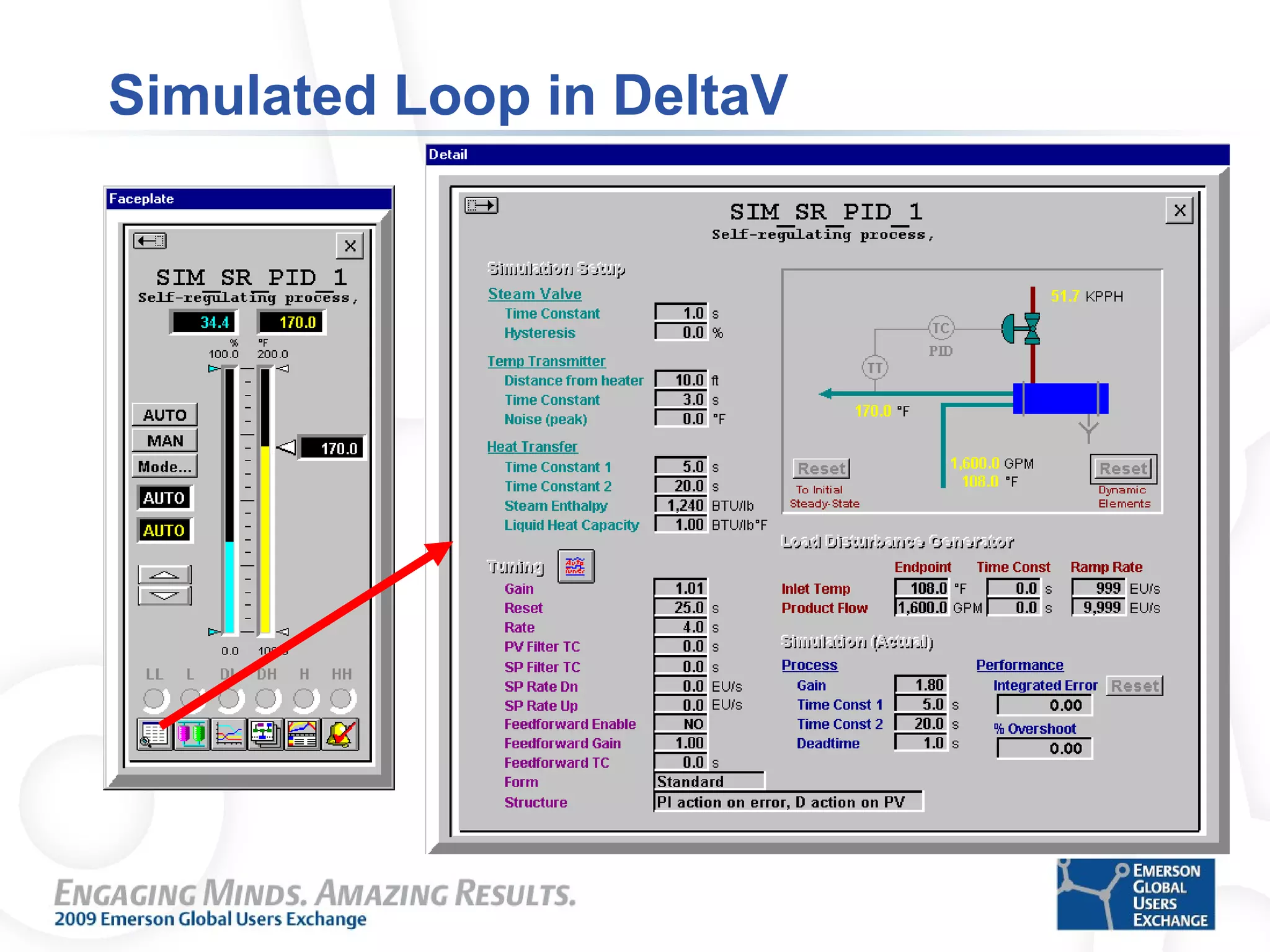
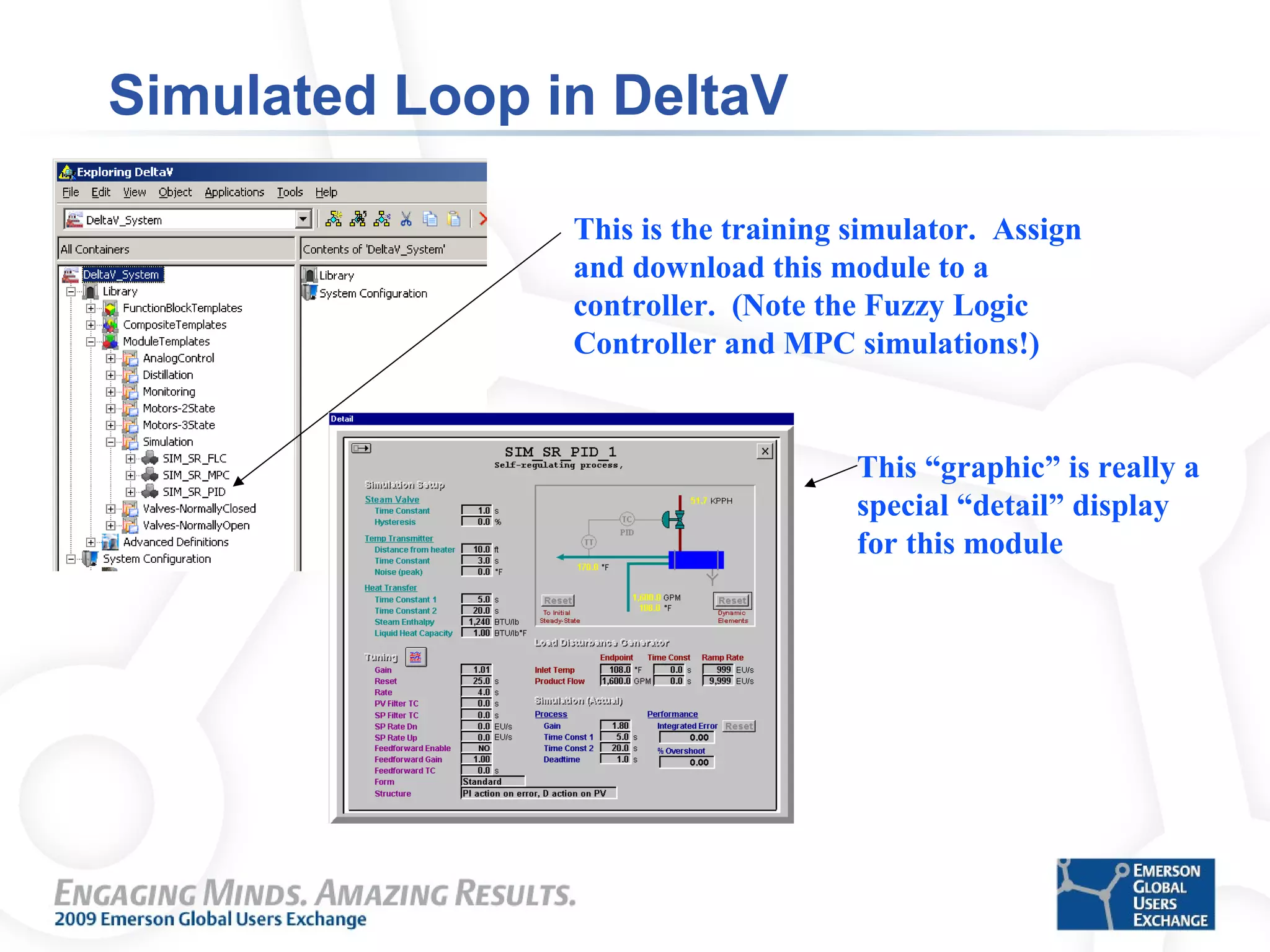

The document discusses several useful features of the DeltaV PID controller including PID form, structure, integral dead band, set point filtering and limits, cascade features, gain scheduling, non-linear gain, output characterization, anti-reset windup limits, and adaptive control. It provides examples of how these features can be used to improve control performance and achieve better business results. The presenter is available for further questions.































































































