Downloaded 349 times








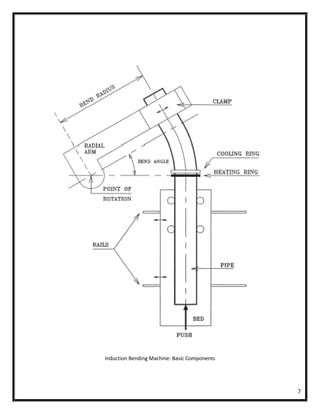
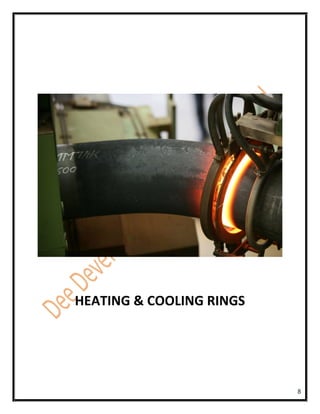



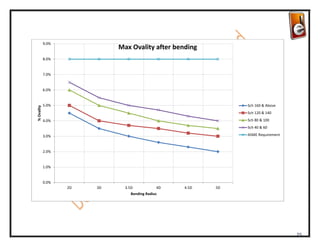

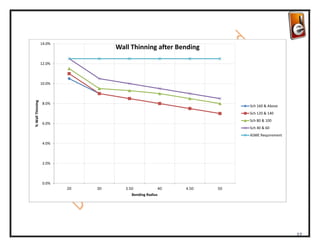
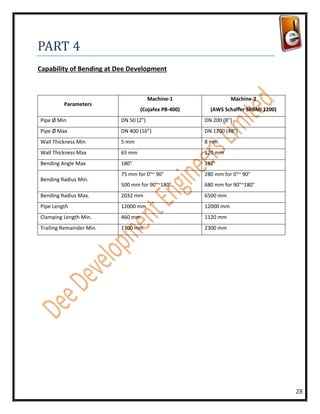


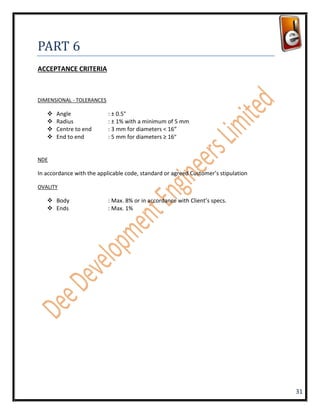
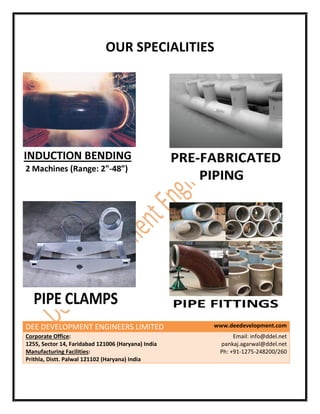

The document discusses induction bending as an alternative to conventional welding for fabricating pipe spools. Some key points: - Induction bending reduces fabrication costs, time, and inspection costs compared to conventional welding by eliminating many welds. - It provides more flexibility in bending angles and radii compared to standard elbow fittings. - Minimum bend radii depend on pipe diameter and wall thickness, ranging from 2D to 5D according to material type. - Wall thinning must be considered and compensated for in pipe wall thickness calculations. - The induction bending process involves heating a pipe section and bending it between clamped positions to form the desired radius.
















































































