How to compute safe purge rates
•
2 likes•2,854 views

This document provides guidance on computing safe purge rates for flare stacks and blowdown stacks in refineries. It presents an equation and experimental data from studies at an American Oil Company refinery. The key findings are: 1) Experiments showed that the product of purge velocity and the height of the stack above a given oxygen concentration level (3-6%) is constant, allowing derivation of an equation to calculate safe purge rates. 2) The equation was simplified to a graphical method, with safe purge rates plotted based on stack diameter and purge gas molecular weight. 3) Minimum safe purge rates for flare stacks were found to produce a barely-visible flame, and for blowdown stacks to maintain less than 6%
![HOW TO COMPUTE SAFE PURGE RATES •
supplied at the minimum purge rate will maintain safe
conditions. This purge rate is more than adequate for an
acceptable fiame.
To provide a basis for computing the minimum purge
rate, the effect of fiow rate on the oxygen concentration
in a blowdown stack was measured for typical purge
gases, and a simple relationship was developed.
What Experiment Showed. A refinery fiare stack,
blinded from process connections, was providecl with
sampling taps ancl a purge gas connection as shown in
Figure l. All gas samples were drawn from the center
of the stack through copper tubing to an oxygen analyzer
at the base. Purge gas was introcluced at a fixed rate
until oxygen concentrations throughout the stack were
stable as indicated by perioclic sample analyses.
Similar tests were made in vertical 4 ancl 10-inch pipes
in the laboratory. Purge gases used were hyclrogen,
helium, nitrogen, carbon clioxide, methane, refinery fuel
gas, and steam.
Initially, all stacks were operated as blowclown stacks
with no fiame. Later the refinery stack was operated as
a fiare stack with refinery fue! gas. Finally, steam purge
studies were conclucted in the refinery stack ancl the
10-inch laboratory stack.
Weather data-temperature, pressure, wind velocity
and direction at 90 and 212 foot elevations, cloud cover
TABLE 1-Stable Oxygen Profiles Obtained With Ligohter-Than-
Air Purge Gases
#l. Refinery Fiare Stack
L= 136 ft.
ID= 23U in.
Purge Velocity
(70º F, 14.7 psla)
Purge Gas ft/sec
Nitrogen 0.028
Refinery Gas 0.094
Nitrogen 0.019
Nitrogen 0.019
Methane 0.030
Refinery Gas 0.030
Refinery Gas 0.033
Refinen.r Gas 0.036
Refinery Gas 0.036
Helium 0.049
Nitrogen 0.012
Nitrogen 0.013
Methane 0.016
Methane 0.016
Refinery Gas 0.027
Helium 0.037
#2. Laboratory Column
L = 20 ft.
ID= 10 in.
Nitrogen 0.0134
Nitrogen 0.0076
Helium 0.0415
Helium 0.0605
Helium 0.0748
#3. Laboratory Column
L = 28,11 ft.
ID= 4 in.
Nitrogen 0.0040
Nitrogen 0.0050
Methane 0.0095
Methane 0.0070
Helium 0.0117
Helium 0.0171
Hydrogen 0.0242
Hydrogen 0.0201
180
OXYGEN CONCENTRATION
AT THE INDICATED ELEVATION
------- -------
6 ft 58 ft 101 ft 130 ft
---------03 0.5% 4.5% 14.6%
o 0.1 3.9 12.5
0.3 2.4 6.7 15.2
1.6 3.9 9.3 17.0
0.4 2.3 8.3 16.3
0.3 2.9 9.1 16.7
1.0 3.6 9.1 16.2
0.2 3.0 9.2 17.4
0.5 3.0 8.8 16.0
0.6 3.0 8.9 16.3
2.3 5.1 10.8 17.8
1.0 5.5 10.5 17.4
2.0 5.4 11.5 18.0
1.9 5.3 11 2 17.9
1.9 5.0 11.0 17.4
1.9 4.7 10.4 17.1
0.04 ft 3.5 ft 7.5 ft 12.5 ft 18.5 ft
-------- ---1.0 1.6 3.2 6.8 15.l
3.4 4.4 6.8 9.2 17.0
4.6 5.6 8.0 11.0 17.2
3.3 4.4 6.6 10.0 16.6
2.3 3.4 5.1 8.8 15.8
0.1 ft 7.0 ft 14.0 ft 21.0 ft 28.2 ft
--- ----- --- ---
0.4 1.1 3.6 7.8 18.0
o.o 0.4 2.6 6.0 17.5
0.1 0.7 2.8 8.1 18.9
0.6 1.9 4.7 9.9 19.3
1.8 2.7 4.8 9.4 18.9
0.8 1.4 3.0 7.0 18.4
0.4 0.8 2.1 5.8 17.6
0.6 1.1 2.5 6.6 18.2
;:v::~~p~~~;~,,,;;:"fyb:~::;~:~11,,:~
Results ~i~h Bl~wdown ~ta.ck. ~n the. blowdown
carbor,i d1?x1de .cl1splacecl. air m p1ston-hke ~ashion, ,Tfü~
behav10r is beheved typ1cal of gases heav1er than ys
Th . . f b d' "d ·lllt-
~ m~mmum. purge rate. ~ car on 10x1 e requitecr-i'fli
~amtam an air-fre~ concl1t10n was too small to meas"tlte
directly. It was estimated to be less than 0.001 ft.;ls ~
from. ªi:1 ai~-reentry test, (filling the stack with ga8:ta~
permlttmg it to weather).
. This rate is too small to insure ag~inst. possible lea~
mto the system, ancl too small to mamtam a fiare. lle.
cause of this, it is suggested that purge rates of gas~
elenser than air be set at the value that would b~: Je-
quirecl for nitrogen.
Lighter-than-air purge gases tend to mix with the
as well as to displace it in the stack. This mixing even-
tually provides a stable oxygen-concentration prófile
through the stack. Oxygen concentrations measured are
listecl in Table l. The profiles are a function of gastierí~
sity ancl purge velocity. In general, similar profiles could
be obtained for two clifferent gases, but the lighter gas
required a higher purge rate.
Typical oxygen-profile curves in the refinery stack are
shown in Figure 2. From these and similar plots,. we
Ieamed that the product of purge velocity and length of
stack above the level of any oxygen concentration in the
range 3 to 6 percent is constant. For example, the 6
percent oxygen point occurred at 70 feet for a helium
purge rate of 0.0370 ft./sec. ancl at 85 feet for a purge
rate of 0.0487 ft.jsec.
K = (136-70) (0.0370) = 2.44
K= (136-85) (0.0487) =2.48
Values of K were determined for oxygen levels of3,
4, 5 and 6 percent for each purge gas and for each stack.
The gas velocity was then expressed as a single empirical
function of oxygen concentration, gas molecular weight
ancl stack climensions:
0.64 n
=[~]V (H-h) [+] [:J [
0.16D 0.16(D·M·)..·.-J·
e -0.96e --.
where V=Purge gas velocity that gives an oxygen con-
centration of X% at an elevation of h feet
in a stack D inches in diameter and H ft.
high, using a lighter-than-air purge gas of
molecular weight M, where; 3% :::; X :S
6%, and
ll'=f(D) from Figure 3.
The agreement between this equation and experimental
elata is within 8 percent for better than half the clat¡t.
The largest disagreement is 38 percent. The standard
cleviation of all elata is 13 percent.
Equation In More Usable Form. Two simplifyi~g
assumptions permit reduction of the equation to a more
useable forrn:
1• Tall blowdown stacks are safe with no more than·i6
percent oxygen 25 feet from the top. This is roug~lJ
half the oxygen required for fiammable mixtures w1tl1
hyclrocarbons. Hence, fiammable conditions would B[
limited to less than the top 25 feet of stack.
2. However, when large amounts of hydrogen are pr~s:
ent, a lower oxygen leve! is fiammable. Allowance w~r
HYDROCARBON PROCESSING & PETROLEUM REFINE!](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
Recommended
More Related Content
What's hot
What's hot (20)
Similar to How to compute safe purge rates
Similar to How to compute safe purge rates (20)
Recently uploaded
Recently uploaded (20)
How to compute safe purge rates
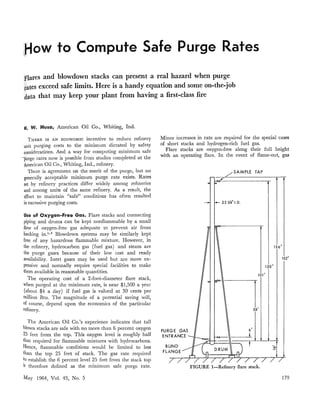
- 1. w to Compute Safe Purge Rates Flares and blowdown stacks can present a real hazard when purge :'¡.ates exceed safe limits. Here is a handy equation and sorne on-the-job data that may keep your plant from having a first-class fire W. Husa1 American Oil Co., Whiting, Ind. THERE IS AN ECONOMIC incentive to reduce refinery nit purging costs to the minimum dictated by safety considerations. And a way for computing minimum safe purge rates now is possible from studies completed at the American Oil Co., Whiting, Ind., refinery. There is agreement on the merit of the purge, but no generally acceptable minimum purge rate exists. Rates set by refinery practices differ widely among refineries and among units of the same refinery. As a result, the effort to maintain "safe" conditions has often resulted in excessive purging costs. Use of Oxygen-Free Gas. Flare stacks and connecting piping and drums can be kept nonfiammable by a small flow of oxygen-free gas adequate to prevent air from backing in.1 ' 3 Blowdown systems may be similarly kept free of any hazardous fiammable mixture. However, in the refinery, hydrocarbon gas (fuel gas) and steam are the purge gases because of their low cost and ready availability. Inert gases may be used but are more ex- pensive and normally require special facilities to make them available in reasonable quantities. The operating cost of a 2-foot-diameter fiare stack, when purged at the minimum rate, is near $1,500 a year (about $4 a day) if fuel gas is valued at 30 cents per million Btu. The magnitude of a potential saving will, of course, depend upon the economics of the particular refinery. The American Oil Co.'s experience indicates that tall hlown stacks are safe with no more than 6 percent oxygen 25 feet from the top. This oxygen leve! is roughly half that required·for fiammable mixtures with hydrocarbons. Bence, fiammable conditions would be limited to less than the top 25 feet of stack. The gas rate required to establish the 6 percent leve! 25 feet from the stack top is therefore definecl as the minimum safe purge rate. M:ay 1964, Vol. 43, No. 5 Minor increases in rate are required for the special cases of short stacks ancl hydrogen-rich fuel gas. Flare stacks are oxygen-free along their full height with an operating fiare. In the event of fiame-out, gas -~SAMPLE TAP 231/4''1.D. 136 1 152 1 130 1 101 1 PURGE GAS 6 1 ENTRANCE FIGURE 1-Refinery fiare stack. 179
- 2. HOW TO COMPUTE SAFE PURGE RATES • supplied at the minimum purge rate will maintain safe conditions. This purge rate is more than adequate for an acceptable fiame. To provide a basis for computing the minimum purge rate, the effect of fiow rate on the oxygen concentration in a blowdown stack was measured for typical purge gases, and a simple relationship was developed. What Experiment Showed. A refinery fiare stack, blinded from process connections, was providecl with sampling taps ancl a purge gas connection as shown in Figure l. All gas samples were drawn from the center of the stack through copper tubing to an oxygen analyzer at the base. Purge gas was introcluced at a fixed rate until oxygen concentrations throughout the stack were stable as indicated by perioclic sample analyses. Similar tests were made in vertical 4 ancl 10-inch pipes in the laboratory. Purge gases used were hyclrogen, helium, nitrogen, carbon clioxide, methane, refinery fuel gas, and steam. Initially, all stacks were operated as blowclown stacks with no fiame. Later the refinery stack was operated as a fiare stack with refinery fue! gas. Finally, steam purge studies were conclucted in the refinery stack ancl the 10-inch laboratory stack. Weather data-temperature, pressure, wind velocity and direction at 90 and 212 foot elevations, cloud cover TABLE 1-Stable Oxygen Profiles Obtained With Ligohter-Than- Air Purge Gases #l. Refinery Fiare Stack L= 136 ft. ID= 23U in. Purge Velocity (70º F, 14.7 psla) Purge Gas ft/sec Nitrogen 0.028 Refinery Gas 0.094 Nitrogen 0.019 Nitrogen 0.019 Methane 0.030 Refinery Gas 0.030 Refinery Gas 0.033 Refinen.r Gas 0.036 Refinery Gas 0.036 Helium 0.049 Nitrogen 0.012 Nitrogen 0.013 Methane 0.016 Methane 0.016 Refinery Gas 0.027 Helium 0.037 #2. Laboratory Column L = 20 ft. ID= 10 in. Nitrogen 0.0134 Nitrogen 0.0076 Helium 0.0415 Helium 0.0605 Helium 0.0748 #3. Laboratory Column L = 28,11 ft. ID= 4 in. Nitrogen 0.0040 Nitrogen 0.0050 Methane 0.0095 Methane 0.0070 Helium 0.0117 Helium 0.0171 Hydrogen 0.0242 Hydrogen 0.0201 180 OXYGEN CONCENTRATION AT THE INDICATED ELEVATION ------- ------- 6 ft 58 ft 101 ft 130 ft ---------03 0.5% 4.5% 14.6% o 0.1 3.9 12.5 0.3 2.4 6.7 15.2 1.6 3.9 9.3 17.0 0.4 2.3 8.3 16.3 0.3 2.9 9.1 16.7 1.0 3.6 9.1 16.2 0.2 3.0 9.2 17.4 0.5 3.0 8.8 16.0 0.6 3.0 8.9 16.3 2.3 5.1 10.8 17.8 1.0 5.5 10.5 17.4 2.0 5.4 11.5 18.0 1.9 5.3 11 2 17.9 1.9 5.0 11.0 17.4 1.9 4.7 10.4 17.1 0.04 ft 3.5 ft 7.5 ft 12.5 ft 18.5 ft -------- ---1.0 1.6 3.2 6.8 15.l 3.4 4.4 6.8 9.2 17.0 4.6 5.6 8.0 11.0 17.2 3.3 4.4 6.6 10.0 16.6 2.3 3.4 5.1 8.8 15.8 0.1 ft 7.0 ft 14.0 ft 21.0 ft 28.2 ft --- ----- --- --- 0.4 1.1 3.6 7.8 18.0 o.o 0.4 2.6 6.0 17.5 0.1 0.7 2.8 8.1 18.9 0.6 1.9 4.7 9.9 19.3 1.8 2.7 4.8 9.4 18.9 0.8 1.4 3.0 7.0 18.4 0.4 0.8 2.1 5.8 17.6 0.6 1.1 2.5 6.6 18.2 ;:v::~~p~~~;~,,,;;:"fyb:~::;~:~11,,:~ Results ~i~h Bl~wdown ~ta.ck. ~n the. blowdown carbor,i d1?x1de .cl1splacecl. air m p1ston-hke ~ashion, ,Tfü~ behav10r is beheved typ1cal of gases heav1er than ys Th . . f b d' "d ·lllt- ~ m~mmum. purge rate. ~ car on 10x1 e requitecr-i'fli ~amtam an air-fre~ concl1t10n was too small to meas"tlte directly. It was estimated to be less than 0.001 ft.;ls ~ from. ªi:1 ai~-reentry test, (filling the stack with ga8:ta~ permlttmg it to weather). . This rate is too small to insure ag~inst. possible lea~ mto the system, ancl too small to mamtam a fiare. lle. cause of this, it is suggested that purge rates of gas~ elenser than air be set at the value that would b~: Je- quirecl for nitrogen. Lighter-than-air purge gases tend to mix with the as well as to displace it in the stack. This mixing even- tually provides a stable oxygen-concentration prófile through the stack. Oxygen concentrations measured are listecl in Table l. The profiles are a function of gastierí~ sity ancl purge velocity. In general, similar profiles could be obtained for two clifferent gases, but the lighter gas required a higher purge rate. Typical oxygen-profile curves in the refinery stack are shown in Figure 2. From these and similar plots,. we Ieamed that the product of purge velocity and length of stack above the level of any oxygen concentration in the range 3 to 6 percent is constant. For example, the 6 percent oxygen point occurred at 70 feet for a helium purge rate of 0.0370 ft./sec. ancl at 85 feet for a purge rate of 0.0487 ft.jsec. K = (136-70) (0.0370) = 2.44 K= (136-85) (0.0487) =2.48 Values of K were determined for oxygen levels of3, 4, 5 and 6 percent for each purge gas and for each stack. The gas velocity was then expressed as a single empirical function of oxygen concentration, gas molecular weight ancl stack climensions: 0.64 n =[~]V (H-h) [+] [:J [ 0.16D 0.16(D·M·)..·.-J· e -0.96e --. where V=Purge gas velocity that gives an oxygen con- centration of X% at an elevation of h feet in a stack D inches in diameter and H ft. high, using a lighter-than-air purge gas of molecular weight M, where; 3% :::; X :S 6%, and ll'=f(D) from Figure 3. The agreement between this equation and experimental elata is within 8 percent for better than half the clat¡t. The largest disagreement is 38 percent. The standard cleviation of all elata is 13 percent. Equation In More Usable Form. Two simplifyi~g assumptions permit reduction of the equation to a more useable forrn: 1• Tall blowdown stacks are safe with no more than·i6 percent oxygen 25 feet from the top. This is roug~lJ half the oxygen required for fiammable mixtures w1tl1 hyclrocarbons. Hence, fiammable conditions would B[ limited to less than the top 25 feet of stack. 2. However, when large amounts of hydrogen are pr~s: ent, a lower oxygen leve! is fiammable. Allowance w~r HYDROCARBON PROCESSING & PETROLEUM REFINE!
- 3. JJlade for this effect of hydrogen-containing mixtures by rnaking the assumed "safe" oxygen concentration, ){, a function of the molecular weight of the purge gas: purge Gas Mol. Wt. ~ 2 4 6 8 >8 "Safe" Oxygen Vol. % 3 3 4 5 6 (X) Vsing these values, and setting H-h equal to 25 feet, "safe" purge-gas fiows were calculated as a function of stack diameter for gases having molecular weights from 2 to 28. The results are plotted in Figure 4. The graphical method simplifies calculation of purge rates for blowdown stacks. However, it is not directly .a.prlicable to stacks of length-to-diameter ratio less than 50 or to stacks shorter than 50 feet. With short stacks, the leve! of safe oxygen concentration should probably be closer to the top of the stack than 25 feet. The purge requirements for short stacks is obtained by multiplying the value read from the curve by~ where a "a" is the desired distance from, the top of the stack to .1he level of safe oxygen concentration. Results With Fiare Stack. For fiare stacks, the effect of the fiame on air entry was determined in the refinery stack using refinery fuel gas. Gas rate was slowly reduced until oxygen appeared in gas samples taken 6 feet below the top of the stack. Gas rate at these conditions was considered to be the minimum necessary to keep the whole fiare stack oxygen-free. This rate was one-half of that required by the equation. However, since it is best to maintain a purge gas rate adequate to keep the fiare stack safe in the event of fiame failure, the suggested mínimum rate for fiare stacks is the same as far blowdown stacks. This suggested minimum rate produces a fiame burn- ing partly out of the stack as observed from the top platform and just barely visible from ground level in daylight. Hence, as a rule of thumb, a purge-gas fiow adequate to produce a fiame visible from the ground in daylight is safe. With the fiare produced by the minimum purge rate, wall temperatures at the top of the stack ranged from 400 to 600°F. The minimum purge rate fiare was ignited without di:fficulty. Use of Steam in Purging. The effectiveness of steam purging depends on heat loss from the stack. Thus, Weather conditions are a factor. With purge steam in the refinery stack, isothermal conditions existed from the bottom fiange of the stack upward to an elevation de- termined by the weather and purge rate (see Figure 5). Above this elevation, stack wall temperature decreased with height. The isothermal zone was air-free. Air con- centration rose with declining temperature above the isothermal zone. The appearance of a steam plume from the stack exit was no guarantee of non-fiammable con- ditions.4 The relationship between oxygen concentration and May 1964, Vol. 43, No. 5 1- w w u. ::;_' 100 :::> "'o w > odJ <{ w u z 50 "" !!? o HELIUM PURGE RATE A. 0.0487 FT./SEC. B. 0.0370 FT./SEC. 10 15 20 OXYGEN, PER CENT FIGURE 2-0xygen profiles in the refinery stack. 1- z 1.5 ~ 1.0 o Q. X w :e u. u w"" "'"'::> Q. ::E ::> ::E z ::E 0.5 o 4,000 2,000 1,000 800 600 400 200 100 80 60 40 20 10 8 6 4 2 1 o.e 0.6 0.4 V '"""f'... J ~1"'- / ~ I '""' "" "" ' "EXTRAPOLATEO --- '.,1 1 1 1 1 ' ...._ 10 20 30 DIAMETER, INCHES FIGURE 3-Values of the exponent n. /.:?, .¿~~~ . ' ' ~: ///JjfEXTRAPOLATED - - - ¡//~!l/:..-0 -- --,-, I l l l f l V / / / ///..r / / / ////L // / / '//// //,,.V //j w 1 /,//~/ I I I I I I I I I , , , , , ,, 1 I 1 ' / / / / 11 // ///// //// 1//// PARAMETERS - - ~///;;w MOLECULER WEIGHT OF PURGE GAS , , I 11 11 " 'I ,____ 2 11 r111111 ¡---- 4 '// r11¡¡¡ 6 '1//11 i---- e r1 w12 ~16 ~20 1-24 :==2e o 5 10 15 20 25 30 DIAMETER, INCHES FIGURE 4-Recommended mínimum flammable gas purge for tall fiare and blowdown stacks. 181
- 4. HOW TO COMPUTE SAFE PURGE RATES 1- LU LU u.. 100 -:¿_' ::::> o<: o UJ > od) <( LU u z 50<( 1- AMBIENT WIND V) CURVE TEMP., ºF. MPH WEATHER o A 28 6 SNOW B 17 10 CLOUDS e 34 24 MIST D 5 24 SUN o o 50 100 150 200 WALL TEMPERATURE, °F. FIGURE 5-Thermal profiles of stack wall at a steam purge rate of 10 Ihs./min. temperature suggests that a stack can be kept non- fiammable by temperature control. The steam rate to the stack would be controlled by a differential thermo- couple with one junction in the isothermal zone and the other in the declining temperature zone. The latter junction could be placed at the elevation below which nonfiammable conditions are to be maintained. With thermocouples located in the stack wall, the temperature differential for the 6-percent oxygen con- centration for stacks of 10 to 24 inches in diameter varíes from 17 to 30ºF. For thermocouples located axially within the stack, so that the water vapor contacts the temperature sensing probe, the relationship between tem- perature differential and oxygen concentration is inde- pendent of stack diameter. For this preferred arrange- ment, a temperature difference of 17°F corresponds to a 6-percent oxygen concentration. When Thermocouples Can't Be Used. When it is not practica! or possible to use thermocouples in a stack, the data of Figure 5 offer an estímate of steam purge re- quirements. Assuming that the 6-percent oxygen level can be located by a 30°F difference in wall temperature, the 10 lb./min. steam rate in the 24-inch diameter stack affords only marginal protection on very cold windy days and days of heavy rain. However, the rate is excessive on warmer days. Actual requirements of a specific installation are gov- erned by the sum of the heat losses from the stack drurn 182 and collecting lines. Steam purge tests of the refinery i stallation indicated an additional 50 percent in stearn l'a~~ was adequate to compensate for heat loss from the di'un; and collecting line. (Both the drum and line were ¡11 ; sulated or fireproofed). A rate of 15 lb./min. was a s~t mínimum for this 2-foot-diameter refinery stack. Because safe steam purge rate is governecl .Iargel heat loss from the stack, safe rates can be estimated ·011 the basis of stack surface area. Thus, arate of 7.5 pounds per minute per foot of diameter is a safe mínimum for stacks of comparable height, if the collecting Iines and drum are insulated and Iines are not long. CONCLUSIONS 1. Purge gases lighter than air mix with air as well displace it. The lighter the gas, the less effective it is as a purge gas and the higher the required purge velocity. 2. Purge gases heavier than air displace the air ¡11 piston-like fashion ancl require a very small gas rate to maintain oxygen-free conditions. However, this rate is t~~ small to insure against possible air leaks into the system ancl too small to maintain a fiare. A rate equivalent to that required for a nitrogen purge is recommended. 3. The mínimum purge rate given by the equation is twice the fiow necessary to keep the whole stack, with an operating fiare, oxygen-free. However, this fiare is clifficult to see at grade ancl a somewhat higher rate may be de- sired. In general, any fiare visible at grade during day- light hours is probably exceeding safe mínimum purge rate. So, operation with the smallest fiame visible is a practica!, safe expeclient. 4. Requirecl steam rates for safe purging are governed by heat losses. A rate of 7.5 pouncls per minute per foot of diameter appears aclequate for any weather. However; stack oxygen content is related to stack wall temperaturn; Thus, a more economical and safer operation would be one in which rate is automatically controlled by a differ" ential thermocouple. LITERATURE CITED 'Armistead, Gcorge, Jr., "Safety in Petroleum Re{ininf! and Relate.d Industries," 2nd Ed., p. 226 ff., John G. Simmoncls and Cornpany, Inc., New York, 1959. 2 Esso Standard Oil Co., "Planned No-Flaring Cuts Smoke," Petroleum Week, p. 75 (Nov. 15, 1957). · • Bluhm, W. C., "Safc Operation of Refinery Fiare Systems," Pro~. API 41(111), p. 169-79 (1961). .. •American Oil Co., "Hazard of Stcam," Booklet No. 6, Chicago, Illinois, p. 8, 1963. Husa About the Author Howard W. Rusa is a research supervisor far American Oil Co., Whiting, Ind., where he directs re- search and development in special- ized areas of flammable properties of combustibles, air pollution, fluidized solids systems, erosion and heat trans- fer. Mr. Husa received his B.S. de· gree in mechanical engineering froin Illinois Institute of Technology in 1948, and joined American Oil's R&D Department the same year, in engineering research. He was with · , Witco Chemical from 1941-44. HYDROCARBON PROCESSING & PETROLEUl'[ REFINER~