Downloaded 192 times


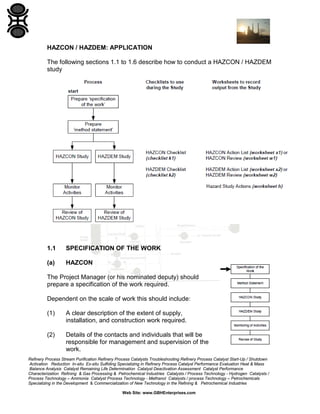





The document outlines the procedures for conducting hazard assessments (hazcon and hazdem) during construction and demolition projects in the refining and petrochemical industries. It emphasizes the importance of identifying hazards, assessing risks, and implementing safeguards to minimize accidents, and provides detailed guidelines on preparation, method statements, and monitoring activities. Additionally, it highlights the project manager's responsibilities in ensuring compliance with safety requirements and documentation throughout the process.













































![Capital Projects Assessment [Infographic]](https://cdn.slidesharecdn.com/ss_thumbnails/capitalprojectsassessment-130814143908-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)




























































