Downloaded 65 times

![(b)
With regard to the latter, it is important not to try to arrive at the final
technological solution too quickly (i.e. in too few iterations) otherwise one
may In fact end up performing an unnecessary amount of physical testing.
Rather it is essential to perform some analysis, whittle down the options,
and then proceed to the next, more detailed stage on a limited front. An
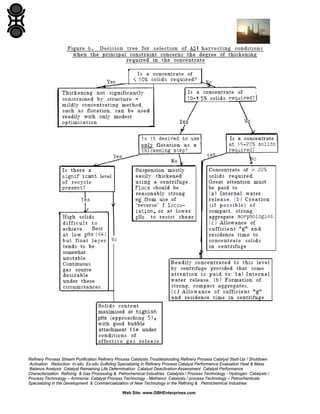
example would be the thickening of slurry to prescribed solids content.
Conceivably flotation, sedimentation, filtration or centrifugation could be
used. Usually it is wise to first measure the network modulus/solids
content relationship for samples at various degrees of thickening.
Inspection of the curve will immediately tell one whether the first TWC
options are "runners" or whether a significant pressure head is needed to
give the desired solids content. Whatever the outcome of the experiment
the number of possibilities will be approximately halved right away.
(c)
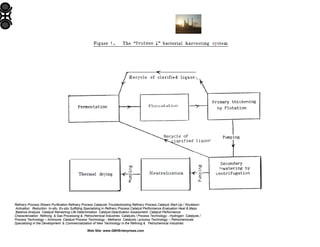
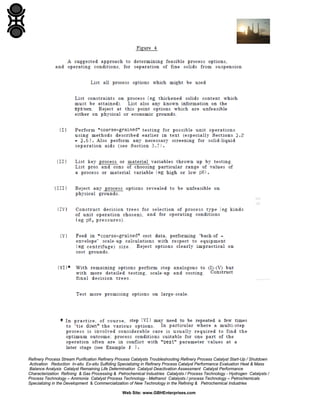
The scheme given In Figure 4 should, if properly employed, yield both the
appropriate choices of unit operation (e.g. flotation, centrifugation) and of
operating conditions (pH, pressures and so on). It should be noted that for
any particular problem there will probably not be one “correct” answer;
rather there will often be a series of possibilities (unit operations and
(linked) operating conditions) which will have particular advantages in
specific circumstances. For example, for thickening problems the route
eventually chosen will depend very much on local factors such as
equipment availability and cost of energy. Accordingly, the object of the
scheme is to derive a series of decision trees from which a selection of
processes can be made on a logical basis.
(d)
Although Chapter 3 has dealt mainly with the physico-chemical factors
governing solid-liquid separation it Is, of course, essential to perform a
parallel study of the process options based upon cost considerations.
Implicitly in Figure 4 it is assumed that this aspect of solving the problem
will be “built-in” right from the beginning to eliminate work on completely
impractical routes. Process synthesis methods for solids separation and
handling are, as yet, rather rudimentary compared with the techniques
available for gas-liquid systems. However, some preliminary studies of
possible methodology have recently been presented by Rossiter [1].
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/processsynthesis-140128170000-phpapp02/85/Process-Synthesis-5-320.jpg)

![Attempts at membrane separation had previously proved extremely unpromising
and, due to the strong fouling propensity of the biological suspension, were not
considered further. Instead some kind of conventional mechanical dewatering
seemed inevitable with sedimentation, flotation, centrifugation and filtration all
being runners, either singly or in combination. The small size (~ 1 micron) and
low density (only marginally greater than water) of the bacteria meant, however,
that enlargement of species size, by some kind of flocculation operation, was
required for any of the unit operations to be practical. However, even after
flocculation, due to the near neutral buoyancy of the bacterial aggregates,
sedimentation tended to be very slow probably (but not certainly) ruling it out as
the thickening method. Filtration was also eliminated at an early stage: scouting
filtration studies had been somewhat disappointing owing to floe breakup and
material loss [2]. In addition, filtration was not an operation particularly lending
itself to rapid continuous thickening of a perishable material. Thus at the end of
the first assessment the options were clear: flocculation followed by flotation or
centrifugation, singly or in combination. Sedimentation and filtration were
relegated to a "reserve list", put aside but not entirely forgotten in case the
preferred options proved flawed. Flocculation could either involve components of
the broth (perhaps after pH adjustment to stimulate aggregation) or added floe
agents. However, in the latter case, toxicology imposed severe constraints on the
kinds of chemical additives which might be used. Costs also limited dose rates.
Another factor to be considered In any solution was that the rheological
characteristics of the thickened suspension had to allow for convenient handling
and control of the drying process.
When more detailed work was embarked upon, quite limited studies were
sufficient to indicate that it was unlikely that an “all purpose” floc agent could be
found which would satisfy the various restrictions. The best that could probably
be hoped for was that a natural flocculant (e.g. a gum) could be found which
would be added to retrieve the situation when the ‘normal” flocculation
mechanism broke down.
Costs, however, seemed likely to be prohibitive if continuous dosing were
applied. Accordingly, study was concentrated on optimization of flocculation by
the method of cell lysis (generally by heat shock) followed by pH adjustment to
cause aggregation of the cells, cell fragments and released biopolymers. In the
first stage of “coarse grained” testing studies were made of the flocculation
mechanism, and of the floc and thickened suspension properties using simple,
and now familiar, tools such as optical microscopy and shear modulus
measurements.
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/processsynthesis-140128170000-phpapp02/85/Process-Synthesis-7-320.jpg)










This document is a processing guide from GBH Enterprises, Ltd. that details methods and considerations for refining and petrochemical industries, particularly focusing on the synthesis and evaluation of various catalyst processes. It includes information on solid-liquid separation techniques, troubleshooting procedures, and catalytic performance assessments, emphasizing the importance of optimized process selection based on physical and economic factors. Additionally, it provides case studies on the harvesting of single-cell proteins and the dewatering of specialty latex, discussing the decision-making processes involved in technology selection.








































































































