Downloaded 34 times
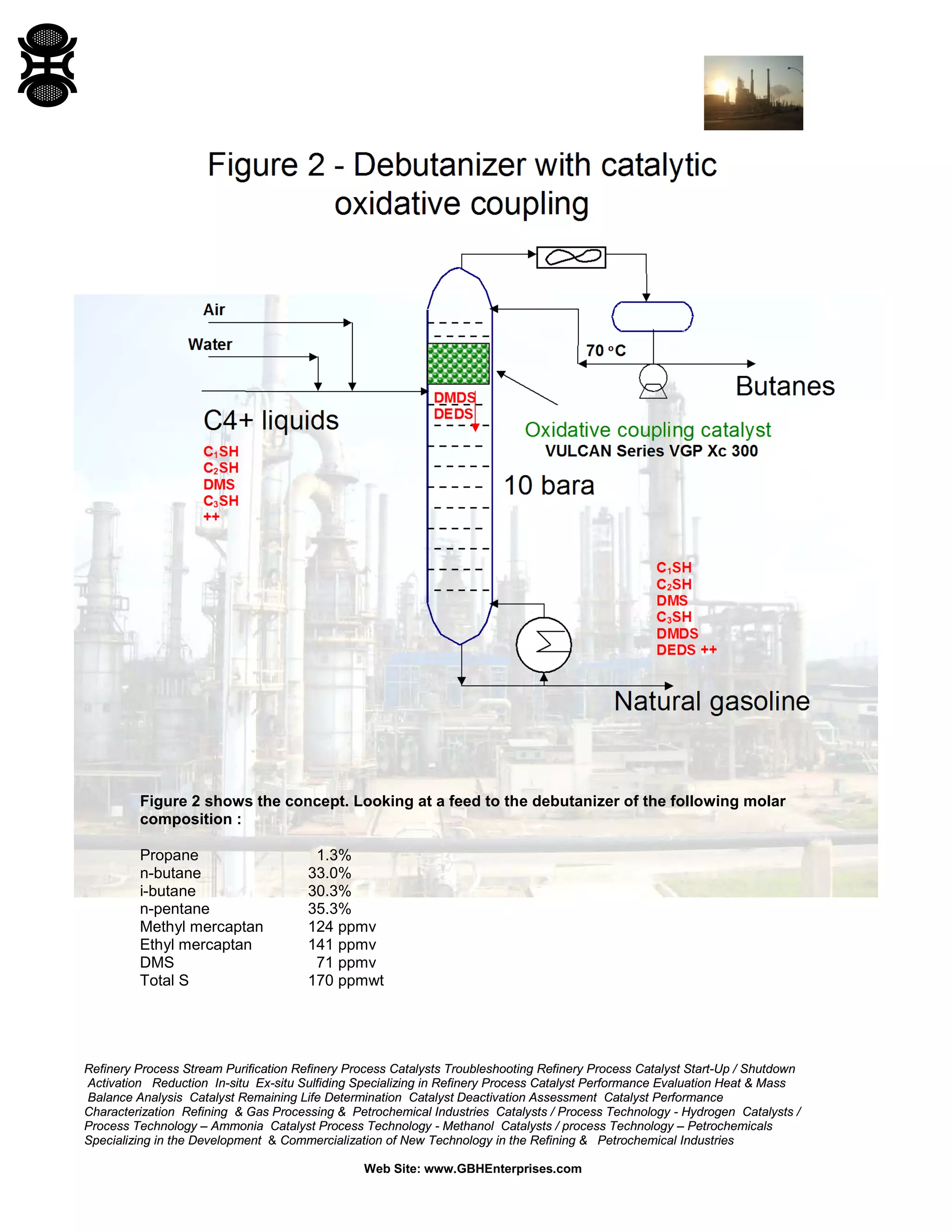
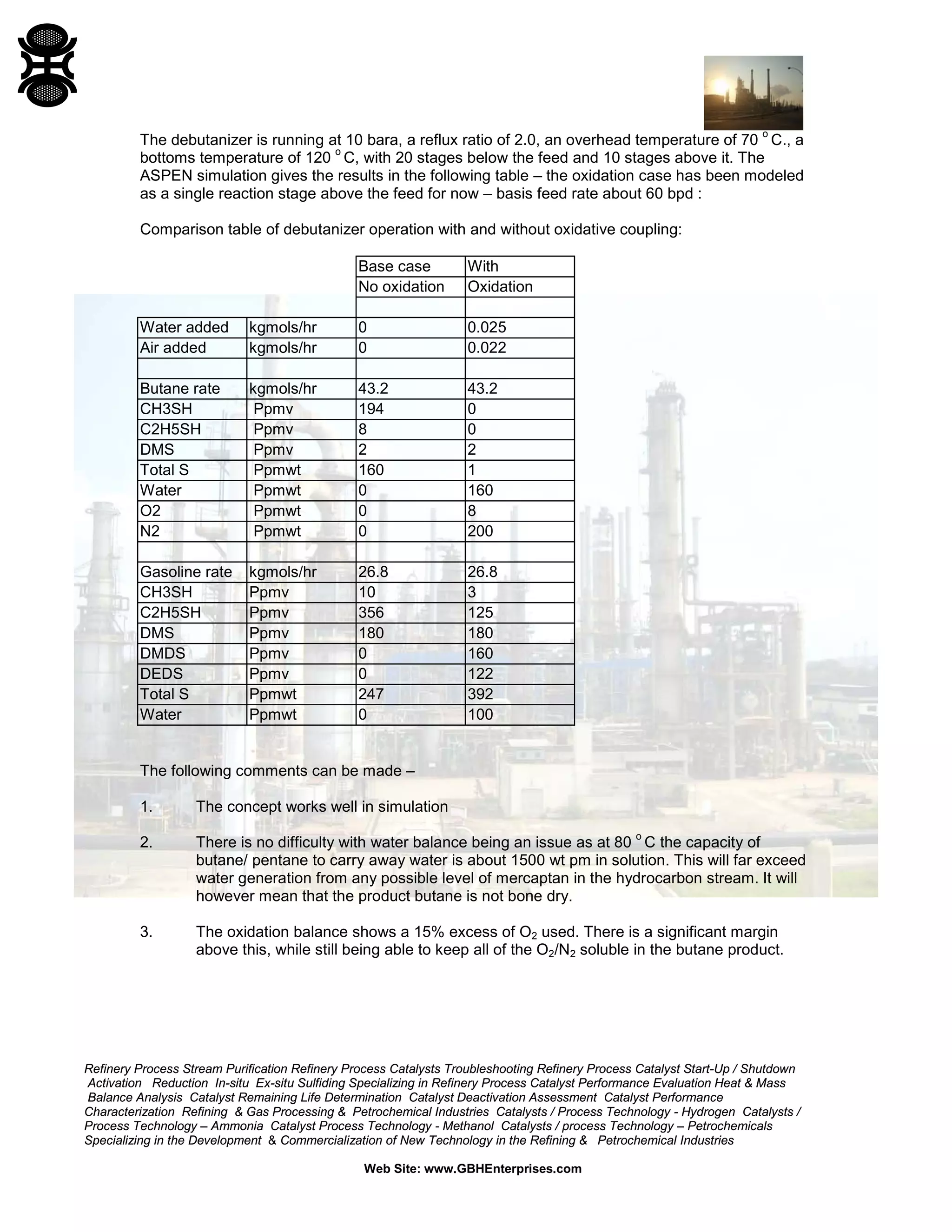

This document discusses advanced refinery processes aimed at sulfur removal and catalyst performance enhancement, particularly in the context of natural gas liquids production. It explores a case study on the oxidative coupling combined with distillation to improve purification efficiency and outlines the technical and market considerations for low sulfur LPGs. The findings suggest the potential for improved catalyst integration in existing distillation systems, with recommendations for further research and development in this area.









































![Capital Projects Assessment [Infographic]](https://cdn.slidesharecdn.com/ss_thumbnails/capitalprojectsassessment-130814143908-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)

































































