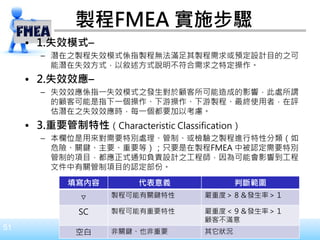
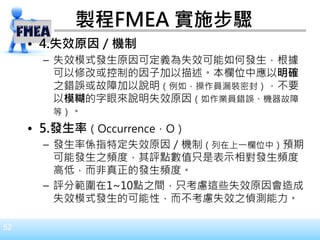
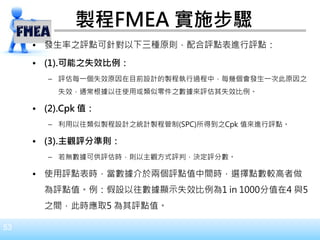
8
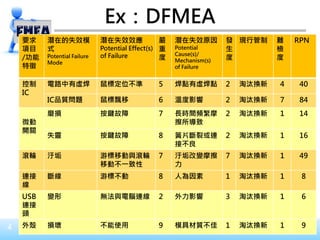
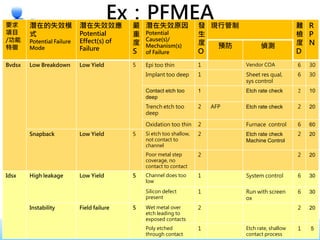
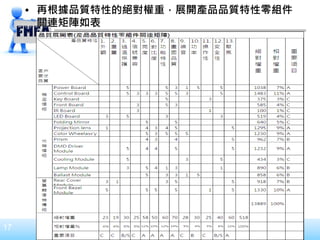
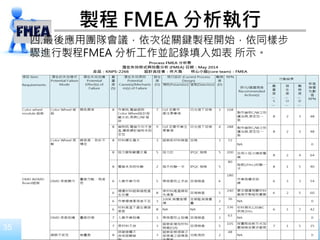
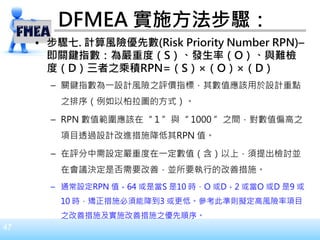
Ex:PFMEA要求
項目
/功能
特徵
潛在的失效模
式
Potential Failure
Mode
潛在失效效應
Potential
Effect(s) of
Failure
嚴
重
度
S
潛在失效原因
Potential
Cause(s)/
Mechanism(s)
ofFailure
發
生
度
O
現行管制 難
檢
度
D
R
P
N預防 偵測
Bvdsx Low Breakdown Low Yield 5 Epi too thin 1 Vendor COA 6 30
Implant too deep 1 Sheet res qual,
sys control
6 30
Contact etch too
deep
1 Etch rate check 2 10
Trench etch too
deep
2 AFP Etch rate check 2 20
Oxidation too thin 2 Furnace control 6 60
Snapback Low Yield 5 Si etch too shallow,
not contact to
channel
2 Etch rate check
Machine Control
2 20
Poor metal step
coverage, no
contact to contact
2 2 20
Idsx High leakage Low Yield 5 Channel does too
low
1 System control 6 30
Silicon defect
present
1 Run with screen
ox
6 30
Instability Field failure 5 Wet metal over
etch leading to
exposed contacts
2 2 20
Poly etched
through contact
1 Etch rate, shallow
contact process
1 5