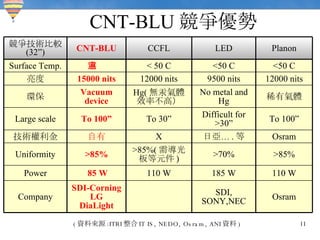
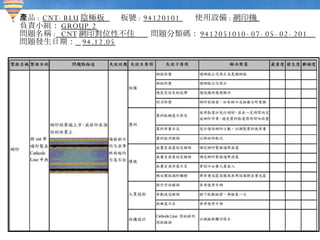
CNT-BLU 競爭優勢 (資料來源 :ITRI 整合 IT IS, NEDO, Osram, ANI 資料 ) Osram SDI, SONY,NEC SDI-Corning LG DiaLight Company 110 W 185 W 110 W 85 W Power >85% >70% >85%( 需導光板等元件 ) >85% Uniformity Osram 日亞… . 等 X 自有 技術權利金 To 100” Difficult for >30” To 30” To 100” Large scale 稀有氣體 No metal and Hg Hg( 無汞氣體效率不高) Vacuum device 環保 12000 nits 9500 nits 12000 nits 15000 nits 亮度 <50 C <50 C < 50 C 室溫 Surface Temp. Planon LED CCFL CNT-BLU 競爭技術比較 (32”)




















![[系列活動] 智慧製造與生產線上的資料科學 (製造資料科學:從預測性思維到處方性決策)](https://cdn.slidesharecdn.com/ss_thumbnails/20170211datascienceinmanufacturing-170205150525-thumbnail.jpg?width=640&height=640&fit=bounds)


























