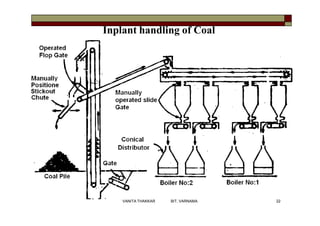
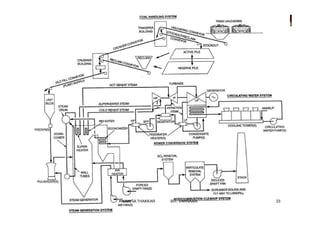
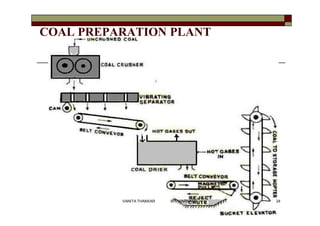
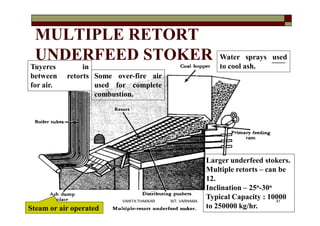
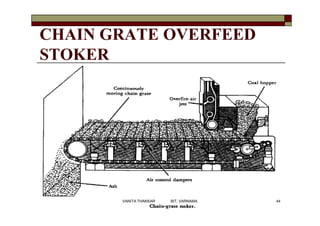
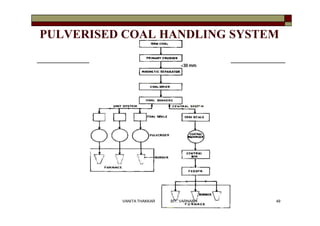
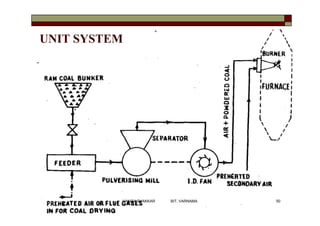
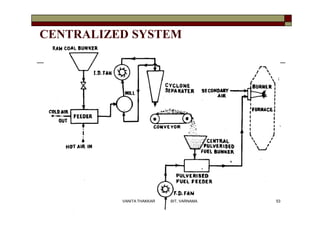

This document discusses coal handling and combustion in thermal power plants. It begins by describing the different types of coal and methods of coal analysis. It then covers various aspects of coal handling including transportation, unloading, storage, and in-plant transfer systems. Specific equipment for crushing, conveying, and elevating coal are explained. The document concludes with a discussion of coal storage, preparation plants, and solid fuel combustion using different types of stokers.



































































![5G Explained! A High Level Overview [Introduction]](https://cdn.slidesharecdn.com/ss_thumbnails/5gexplainedahighleveloverview-260119165306-cc137a3e-thumbnail.jpg?width=640&height=640&fit=bounds)














