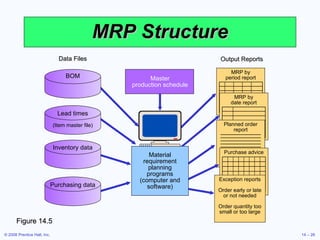
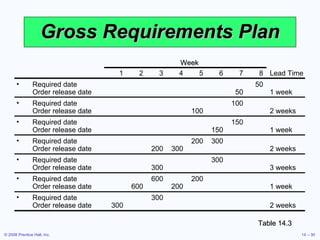
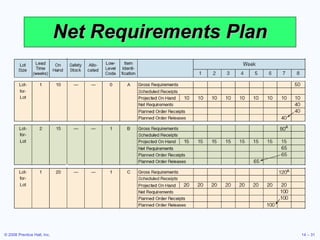
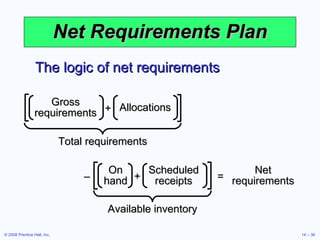
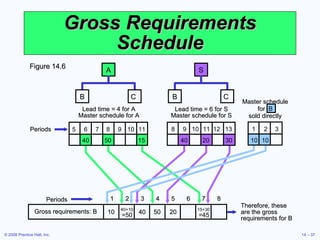
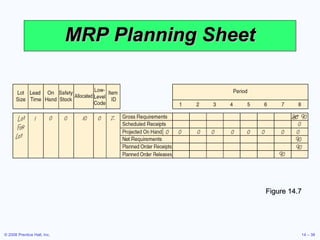
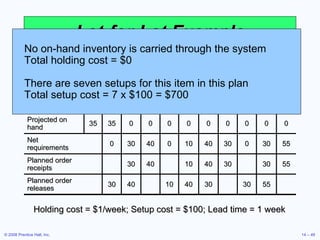
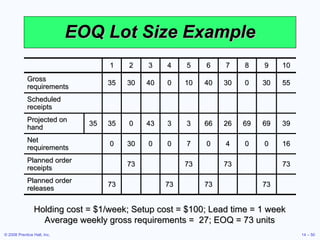
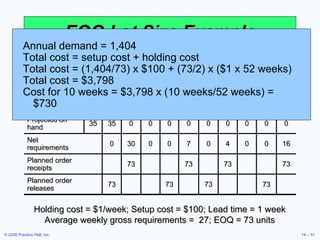
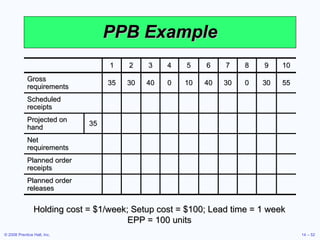
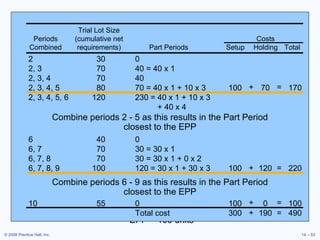
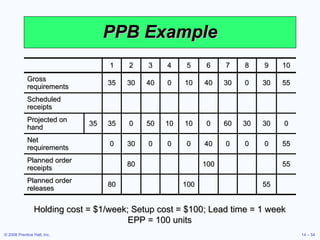
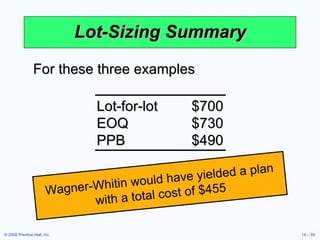
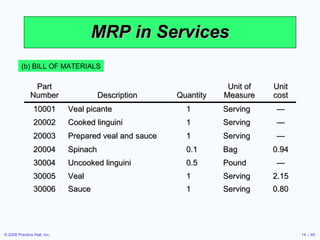
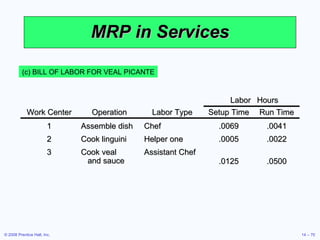
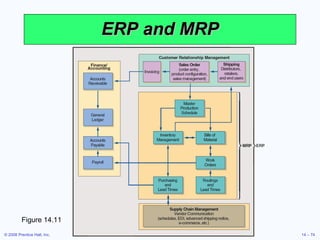
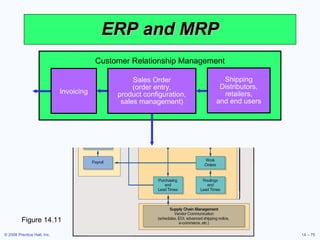
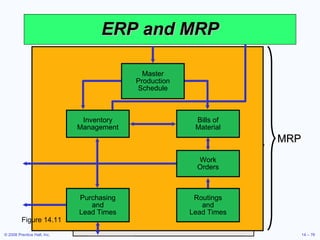
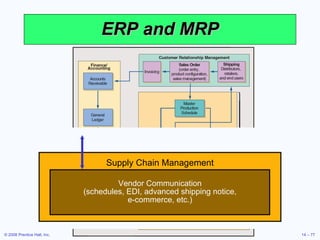
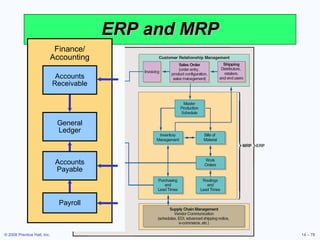
The document discusses material requirements planning (MRP) and enterprise resource planning (ERP). It provides an overview of MRP concepts like the bill of materials, master production schedule, gross requirements plan, net requirements plan, and lot sizing techniques. MRP is used to plan material needs based on a product structure and production schedule. ERP systems integrate various business functions like planning, manufacturing, sales and more.