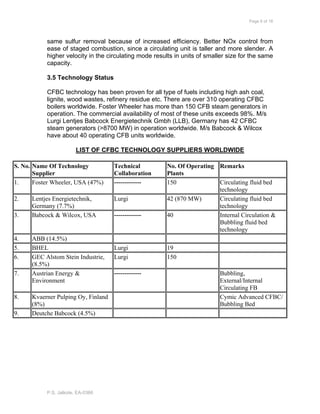
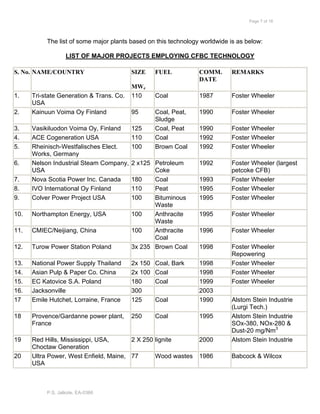
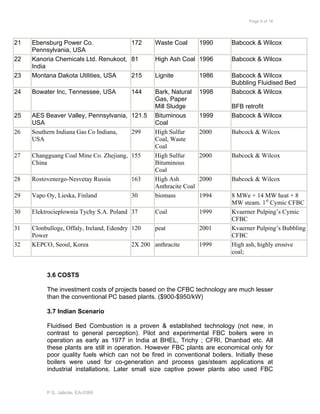
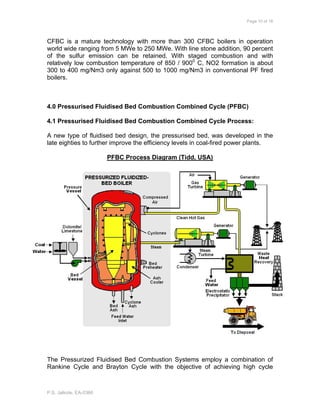
The document provides an overview of Circulating Fluidized Bed Combustion (CFBC) technology. It discusses how CFBC works, including operating at lower temperatures than pulverized coal combustion to reduce emissions while effectively burning a variety of fuels. CFBC has advantages like fuel flexibility, high combustion efficiency, in-situ pollution control, and operational flexibility. Over 310 CFBC boilers are in operation worldwide. Major technology suppliers include Foster Wheeler, Lurgi, Babcock & Wilcox, and the technology is commercially proven.