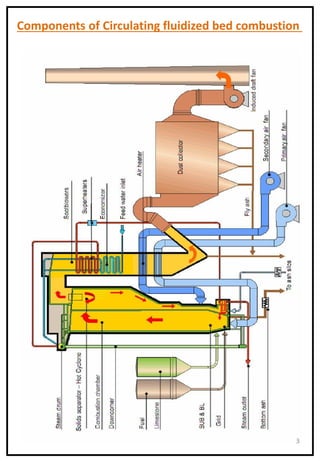
This document discusses fluidized bed combustion boilers. It begins with an introduction that fluidized bed combustion has emerged as a viable alternative to traditional grate firing systems for low quality coal in India. It provides a brief history of the development of fluidized bed combustion. It then describes the three main types of fluidized bed combustion boilers and the basic mechanism of how fluidized bed combustion works. The document proceeds to describe the key components of a circulating fluidized bed combustion system and provides maintenance tips for inspecting and maintaining a CFB boiler.


















![[PPT] on Steam Turbine](https://cdn.slidesharecdn.com/ss_thumbnails/spsharmafinalppt-140608082156-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)























































