





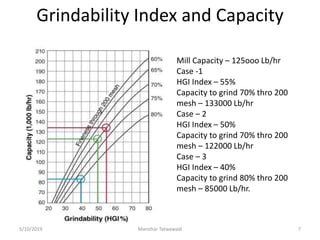







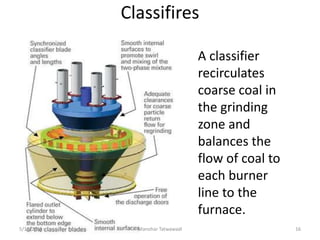

















The document discusses the performance monitoring and optimization of coal mills in power generation, highlighting the challenges posed by load swings, fuel flexibility, and NOx reduction requirements. It elaborates on critical aspects of pulverizer setup, including capacity ratings, air/fuel ratios, and relationships between operational parameters and performance outcomes. The document emphasizes the importance of understanding pulverizer characteristics for effective operation and efficiency in coal-fired power plants.























































































