001 656p
Futureutilization of oil and coal in utility and industrial
power stations depend on combustion systems which
meet the requirement of an extensive reduction of
emission
One solution with economical benefits is:
C
Circulating F
Fluidized B
Bed
C
Combustion
3.
History
141 267p
Two CFBtechnologies have been developed
• One origin was a bubbling bed burning low grade fuels
• The other origin were gas/solid reactors for process technology
applications
End of 70ies first applications in coal combustion
Break through
• in the 80ies due to environmental legislation
Typically 200 mg/m³ NOX and 200 - 1,000 mg/m³ SO2 became
mandatory
• later due to utilisation of opportunity fuels
4.
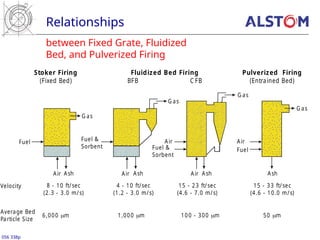
between Fixed Grate,Fluidized
Bed, and Pulverized Firing
Relationships
056 338p
Stoker Firing
(Fixed Bed)
Fluidized Bed Firing
BFB C FB
G as
Fuel
Air Ash
Velocity 8 - 10 ft/sec
(2.3 - 3.0 m/s)
4 - 10 ft/sec
(1.2 - 3.0 m/s)
Average Bed
Particle Size
6,000 m
Pulverized Firing
(Entrained Bed)
G as
Fuel
Air
Ash
15 - 33 ft/sec
(4.6 - 10.0 m/s)
50 m
G as
Fuel &
Sorbent
Air Ash
1,000 m
100 - 300 m
G as
Fuel &
Sorbent
Air Ash
15 - 23 ft/sec
(4.6 - 7.0 m/s)
Air
5.
Environmentally friendly
CFBtechnology generates power :
High SO2 capture
Firing a wide variety of different fuels
Low NOx emissions
6.
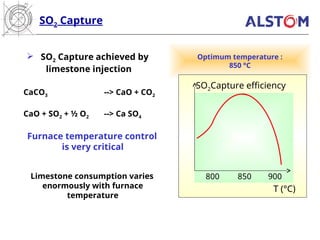
SO2 Capture
CaCO3 -->CaO + CO2
CaO + SO2 + ½ O2 --> Ca SO4
Furnace temperature control
is very critical
Limestone consumption varies
enormously with furnace
temperature
Optimum temperature :
850 °C
850
800 900
SO2Capture efficiency
T (°C)
SO2 Capture achieved by
limestone injection
7.
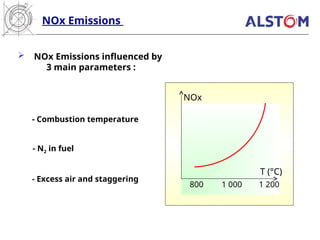
NOx Emissions
- Combustiontemperature
- N2 in fuel
- Excess air and staggering
1 000
800 1 200
NOx
T (°C)
NOx Emissions influenced by
3 main parameters :
8.
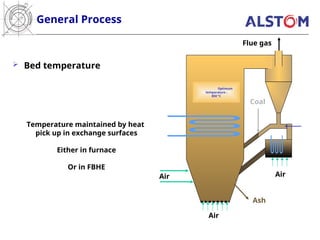
General Process
Bedtemperature
Air
Air
Air
Ash
Coal
Flue gas
Optimum
temperature :
850 °C
Temperature maintained by heat
pick up in exchange surfaces
Either in furnace
Or in FBHE
Main Design Criteria
High bed inventory of fine particles
High recirculation rate
Highly efficient cyclones
External and/or Internal heat exchangers for
temperature control depending upon the application
Concept
11.
External Heat Exchangers
A very fine tuning of the bed temperature is
necessary
Fuel Analysis leads a small furnace
( Petroleum coke , Anthracites )
Very large electrical capacity CFB
Highly abrasive fuels
Concept
Advisable when :
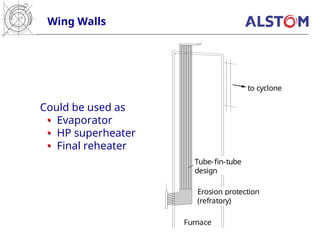
Wing Walls
Could beused as
•
• Evaporator
•
• HP superheater
•
• Final reheater
Furnace
Erosion protection
(refratory)
Tube-fin-tube
design
to cyclone
15.
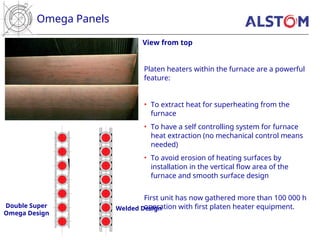
Omega Panels
View fromtop
Double Super
Omega Design
Welded Design
Platen heaters within the furnace are a powerful
feature:
• To extract heat for superheating from the
furnace
• To have a self controlling system for furnace
heat extraction (no mechanical control means
needed)
• To avoid erosion of heating surfaces by
installation in the vertical flow area of the
furnace and smooth surface design
First unit has now gathered more than 100 000 h
operation with first platen heater equipment.
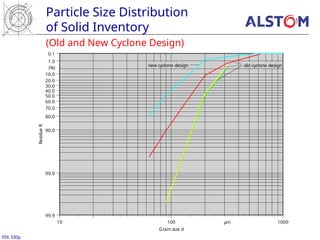
(Old and NewCyclone Design)
Particle Size Distribution
of Solid Inventory
056 330p
10 µm
100 1000
Grain size d
0.1
1.0
(%)
10.0
20.0
30.0
40.0
50.0
60.0
70.0
80.0
90.0
99.0
99.9
Residue
R
old cyclone design
new cyclone design
20.
•
• Maximize finesolid recirculation
•
• Increase carbon burnout as well as limestone utilization
•
• Increasing solid concentration in the upper furnace leads
to
•
• enhanced heat transfer
•
• perfect temperature homogenity
•
• Fine PSD of inventory and thus less erosions
•
• Minimize solids entrained to the backpass and thus
•
• less backpass erosion
•
• less backpass fouling
•
• lower CO generated in the backpass
High Efficient Cyclone Benefits
056 343p
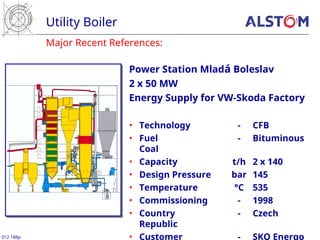
Major Recent References:
UtilityBoiler
012 188p
Power Station Mladá Boleslav
2 x 50 MW
Energy Supply for VW-Skoda Factory
• Technology - CFB
• Fuel - Bituminous
Coal
• Capacity t/h 2 x 140
• Design Pressure bar 145
• Temperature °C 535
• Commissioning - 1998
• Country - Czech
Republic
• Customer - SKO Energo
30.
+ 53.0 m
±0.0 m
Power Station Cao Ngan,
2 x 50 MW
Longitudinal Section
012 223p
Live Steam
115 bar (design pressure)
538 °C
66 kg/s (237.6 t/h)
Feedwater
223 °C
Fuel
Vietnamese Lean Coal
Customer
VINACOAL, Vietnam
31.
Utility Boiler
012 183p
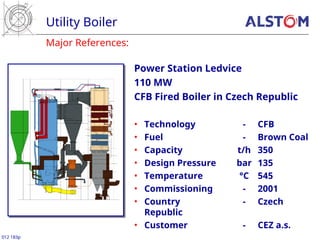
MajorReferences:
Power Station Ledvice
110 MW
CFB Fired Boiler in Czech Republic
• Technology - CFB
• Fuel - Brown Coal
• Capacity t/h 350
• Design Pressure bar 135
• Temperature °C 545
• Commissioning - 2001
• Country - Czech
Republic
• Customer - CEZ a.s.
32.
Major References:
Utility Boiler
012185p
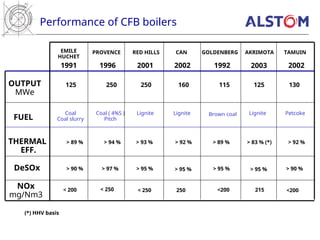
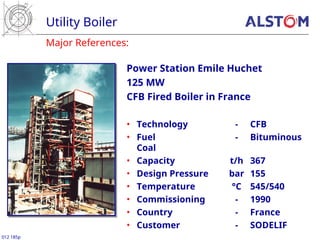
Power Station Emile Huchet
125 MW
CFB Fired Boiler in France
• Technology - CFB
• Fuel - Bituminous
Coal
• Capacity t/h 367
• Design Pressure bar 155
• Temperature °C 545/540
• Commissioning - 1990
• Country - France
• Customer - SODELIF
33.
Major References:
Utility Boiler
012187p
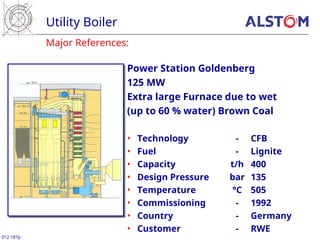
Power Station Goldenberg
125 MW
Extra large Furnace due to wet
(up to 60 % water) Brown Coal
• Technology - CFB
• Fuel - Lignite
• Capacity t/h 400
• Design Pressure bar 135
• Temperature °C 505
• Commissioning - 1992
• Country - Germany
• Customer - RWE
34.
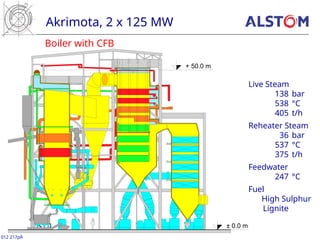
Akrimota, 2 x125 MW
Boiler with CFB
012 217pÄ
Live Steam
138 bar
538 °C
405 t/h
Reheater Steam
36 bar
537 °C
375 t/h
Feedwater
247 °C
Fuel
High Sulphur
Lignite
± 0.0 m
+ 50.0 m
35.
Major References:
Utility Boiler
012184p
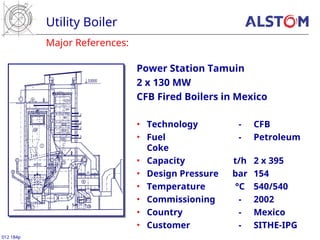
Power Station Tamuin
2 x 130 MW
CFB Fired Boilers in Mexico
• Technology - CFB
• Fuel - Petroleum
Coke
• Capacity t/h 2 x 395
• Design Pressure bar 154
• Temperature °C 540/540
• Commissioning - 2002
• Country - Mexico
• Customer - SITHE-IPG
36.
Major References:
Utility Boiler
012198p
RF#1
2 x 150 MW
CFB Fired Boilers in Taiwan
• Technology - CFB
• Fuel - Petroleum
Coke
• Capacity t/h 2 x 500
• Design Pressure bar 149
• Temperature °C 541
• Commissioning - 2002
• Country - Taiwan
• Customer - FHI
37.
Major Recent References:
UtilityBoiler
012 154p
Power Station Çan
2 x 160 MW
First CFB Fired Boilers in Turkey
• Technology - CFB
• Fuel - Lignite
• Capacity t/h 2 x 462
• Design Pressure bar 199
• Temperature °C 543/542
• Commissioning - 2002
• Country - Turkey
• Customer - TEAS
+ 56.7 m
38.
Major References:
Utility Boiler
011422p
Tonghae Thermal Power Plant
2 x 220 MW
Reheat CFB Boilers in
Republic of Korea
• Technology - CFB
• Fuel - Anthracite
• Capacity t/h 2 x 693
• Design Pressure bar 172
• Temperature °C 541/541
• Commissioning - 1998 and 1999
• Country - Republic of Korea
• Customer - Tonghae
39.
Major References:
Utility Boiler
011424p
Power Station Provence
250 MW
First 250 MW CFB Boilers in the world
• Technology - CFB
• Fuel - Bituminous
Coal
• Capacity t/h 700
• Design Pressure bar 193
• Temperature °C 565/565
• Commissioning - 1995
• Country - France
• Customer - SOPROLIF
40.
Major References:
Utility Boiler
011459p
Power Station Red Hills
2 x 250 MW
• Technology - CFB
• Fuel - Lignite
• Capacity t/h 2 x 753
• Design Pressure bar 203
• Temperature °C 540/568
• Commissioning - 2001
• Country - USA
• Customer - Choctaw
Generation
41.
Major References:
Utility Boiler
011423p
Power Station Guayama
2 x 250 MW
Reheat CFB Boilers in Puerto Rico
• Technology - CFB
• Fuel - Bituminous
Coal
• Capacity t/h 2 x 819
• Design Pressure bar 207
• Temperature °C 540/540
• Commissioning - 2003
• Country - Puerto Rico
• Customer - AES
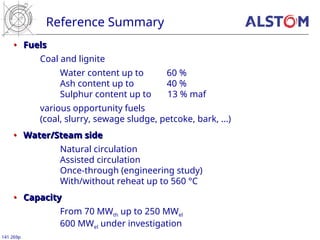
Reference Summary
141 269p
•
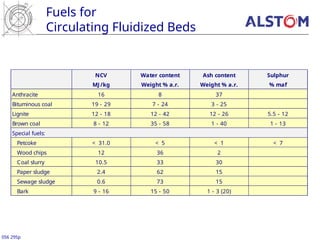
•Fuels
Fuels
Coal and lignite
Water content up to 60 %
Ash content up to 40 %
Sulphur content up to 13 % maf
various opportunity fuels
(coal, slurry, sewage sludge, petcoke, bark, ...)
•
• Water/Steam side
Water/Steam side
Natural circulation
Assisted circulation
Once-through (engineering study)
With/without reheat up to 560 °C
•
• Capacity
Capacity
From 70 MWth up to 250 MWel
600 MWel under investigation
45.
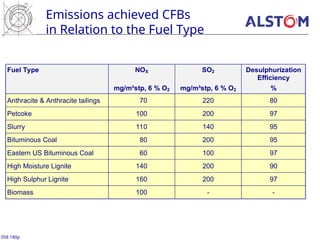
Advantages of CFB
forHigh Sulphur Lignite
Desulphurization of > 97 % achievable
Reduced slagging tendency in the furnace
– No slagging due to pyrite of other sulphur components
– Reduced fouling in the backpass due to low
temperature
and even temperature profile
Higher boiler efficiency
– Marginal SO3 in flue gas due to SO3 capture by
limestone
– Therefore, flue gas exit temperature of 140 °C or less
056 374p
46.
Lignite Fired CFBPlants
Sulphur content of 14 % (daf) commercially utilized in
CFB
Desulphurization of > 97 % achievable
Special attention must be given to cyclone
performance
Equal fuel / air / limestone feeding into the furnace
must be
ensured under all operating conditions
Intensive testing is highly recommended:
– mine operation
– coal analysis with emphasis on type of sulphur
Conclusion
056 377p
47.
Summary
001 673p
•
• CFBtechnology is well developed today
More than 300 CFB plants are operating or are under
construction
Plants with 250 MW capacity are running since 1995
•
• CFB technology meets environmental requirements
NOX values less than 200 mg/m3
s.t.p. and desulphurization
efficiencies higher than 97 % could be achieved
•
• CFB techhnology is able to burn a wide range of fuels
Especially high sulphur and/or high ash or high water coals
could be utilized



![(Results from Simulation)
Fractional Collection Efficiency
of Collection Systems
056 287p
0%
20%
40%
60%
80%
100%
120%
0 50 100 150 200 250
d [µm]
Collection
efficiency
Cyclone
alternative collection system](https://image.slidesharecdn.com/cfbpresentation-251009111502-b3183573/85/CFB_Presentation-for-CFB-Boiler-for-low-capacity-17-320.jpg)