Downloaded 36 times
![Vidya Vikas Educational Trust (R),
Vidya Vikas Polytechnic
27-128, Mysore - Bannur Road Alanahally, Alanahally Post, Mysuru, Karnataka 570028
Prepared by: Mr Thanmay J.S, H.O.D Mechanical Engineering VVETP, Mysore
Week 04
Day 02 Session
Working with HMI software Tool
HMIs are used to communicate with Programmable Logic Controllers and as such, the whole system
is completed. Whereas SCADA represents a remote system used to communicate and collect data, HMI is a
local machine capable of doing the same thing. But the only difference is, as we said, that HMIs are local
machines. The Human-Machine Interface is the user interface that connects the operator to a system, device
or machine.
An HMI isn’t a particular piece of hardware but rather a screen that allows a user to interact with a device.
HMIs can also be called Operator Terminals, Local Operator Interface, Graphical User Interface, etc. If some
of these names (OT, LOI, and GUI) sound familiar to you, it’s because you’ve already used some of them.
Simply put, HMIs are used for visualization of particular data, for easier understanding and control.
SCADA and HMIs are almost the same, yet still different. Both SCADA and HMIs play a huge part
in an industrial system that encapsulates them, alongside PLCs. However, they function in a different way.
An HMI uses some amount of data and visually represent it, allowing for greater understanding and more
efficient supervising process. On the other hand, SCADA systems are focused on control-system operations
and they have a huge capacity for data collection. The main advantage of SCADA systems over HMI is that
they collect and record information.
a) Configure PLC with HMI
The HMI unit, depending upon which model you select, will communicate with the PLC using serial
communications or by way of an Ethernet connection. HMIs are programmed using free software and via a
serial port (USB, or standard DB9 port) available from the vendor.
Setup Summary
• Connect a serial port from the PC running the HMI programming software (using a USB-DB9 converter
device, if required) to the HMI serial port used for programming.
• Connect the HMI port for PLC communication to the PLC port used for HMI communication (the HMI
has two ports — one for each function).
• Run the HMI programming software
• Follow the software steps to select the serial port to be used and the type of PLC to be interfaced with.
• Export the tag database file from the PLC (if using a tag database)
• Import the tag database to the HMI software
• Create a new screen with some objects (pushbuttons, switches, LEDs, analog meters, digital meters, etc.)
• Assign properties to the screen objects
• Save the project file and upload to the HMI display
• Test your program by touching a screen object and observing the expected action in the PLC.
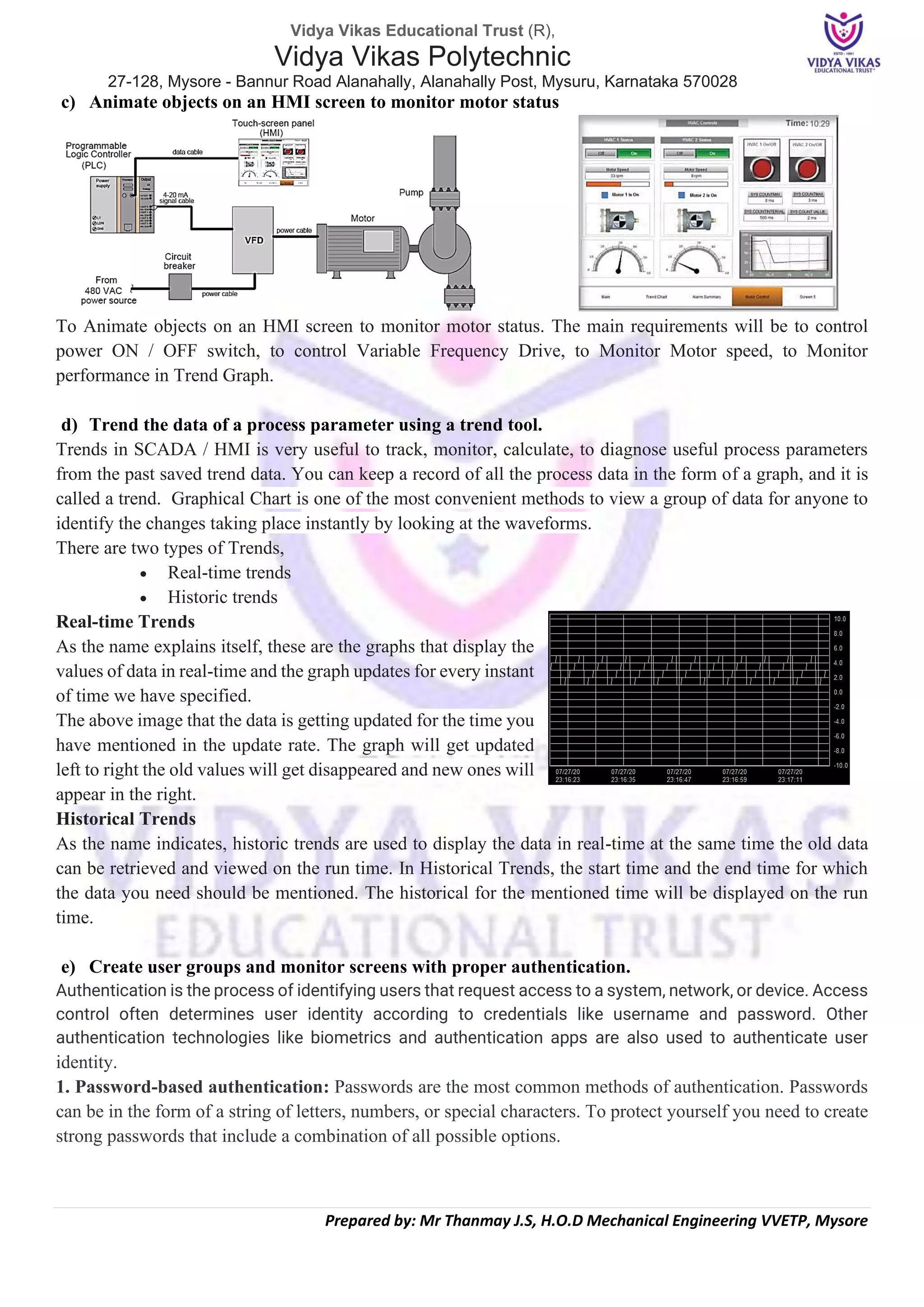
b) Animation with graphical objects
HMI has a powerful Graphical User Interface [GUI] which provides everything you need to design and
display comprehensive animated graphics of your process. HMI applications are developed as one or more
interactive windows linked together to provide menus, process mimics, status pages etc. Each window can
contain ActiveX® Controls, .NET controls, images and built-in HMI drawing elements. The user-friendly
interface as well as the powerful graphics tools makes the design of screens fast and easy. Integrated
development and run-time environments allow changes to be made on-line without the need to compile or
restart. The same mimic can even be opened in design mode and in run time mode at the same time allowing
to the modification done in real-time.](https://image.slidesharecdn.com/automationandroboticsweek04theorynotes20me51i-221218161441-755bcbaa/75/Automation-and-Robotics-Week-04-Theory-Notes-20ME51I-pdf-6-2048.jpg)
![Vidya Vikas Educational Trust (R),
Vidya Vikas Polytechnic
27-128, Mysore - Bannur Road Alanahally, Alanahally Post, Mysuru, Karnataka 570028
Prepared by: Mr Thanmay J.S, H.O.D Mechanical Engineering VVETP, Mysore
Week 04
Day 03 Session
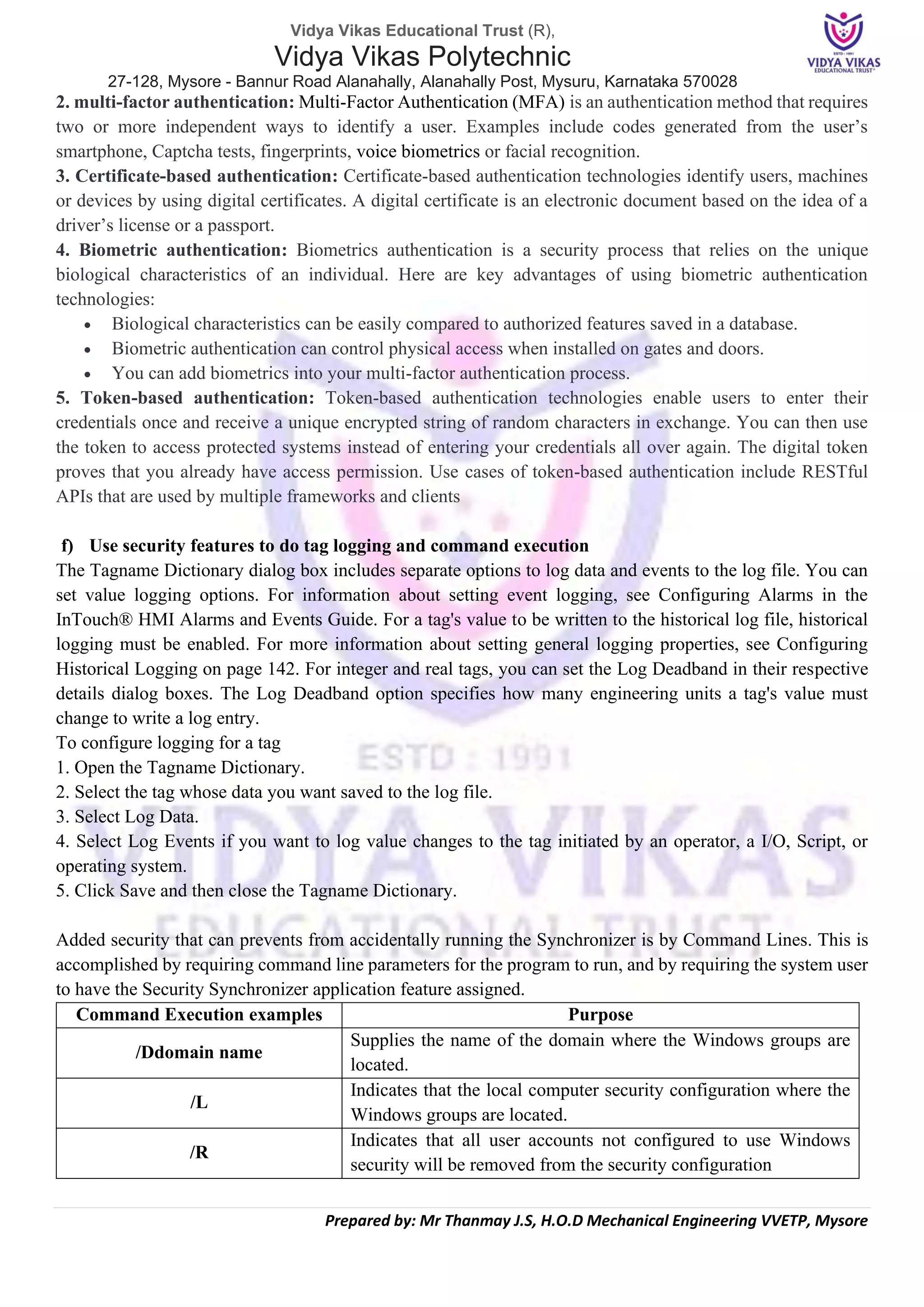
Practice Exercise 01: HMI programming involving alarms, trends and bar graphs [Using InTouch]
Simple program to alert when water level reaches 50% and plot all the working of slider in Trend.
Slider Tag name “Fill”
Tank object Expression “Fill”
Real Time Treand Configuration](https://image.slidesharecdn.com/automationandroboticsweek04theorynotes20me51i-221218161441-755bcbaa/75/Automation-and-Robotics-Week-04-Theory-Notes-20ME51I-pdf-9-2048.jpg)
![Vidya Vikas Educational Trust (R),
Vidya Vikas Polytechnic
27-128, Mysore - Bannur Road Alanahally, Alanahally Post, Mysuru, Karnataka 570028
Prepared by: Mr Thanmay J.S, H.O.D Mechanical Engineering VVETP, Mysore
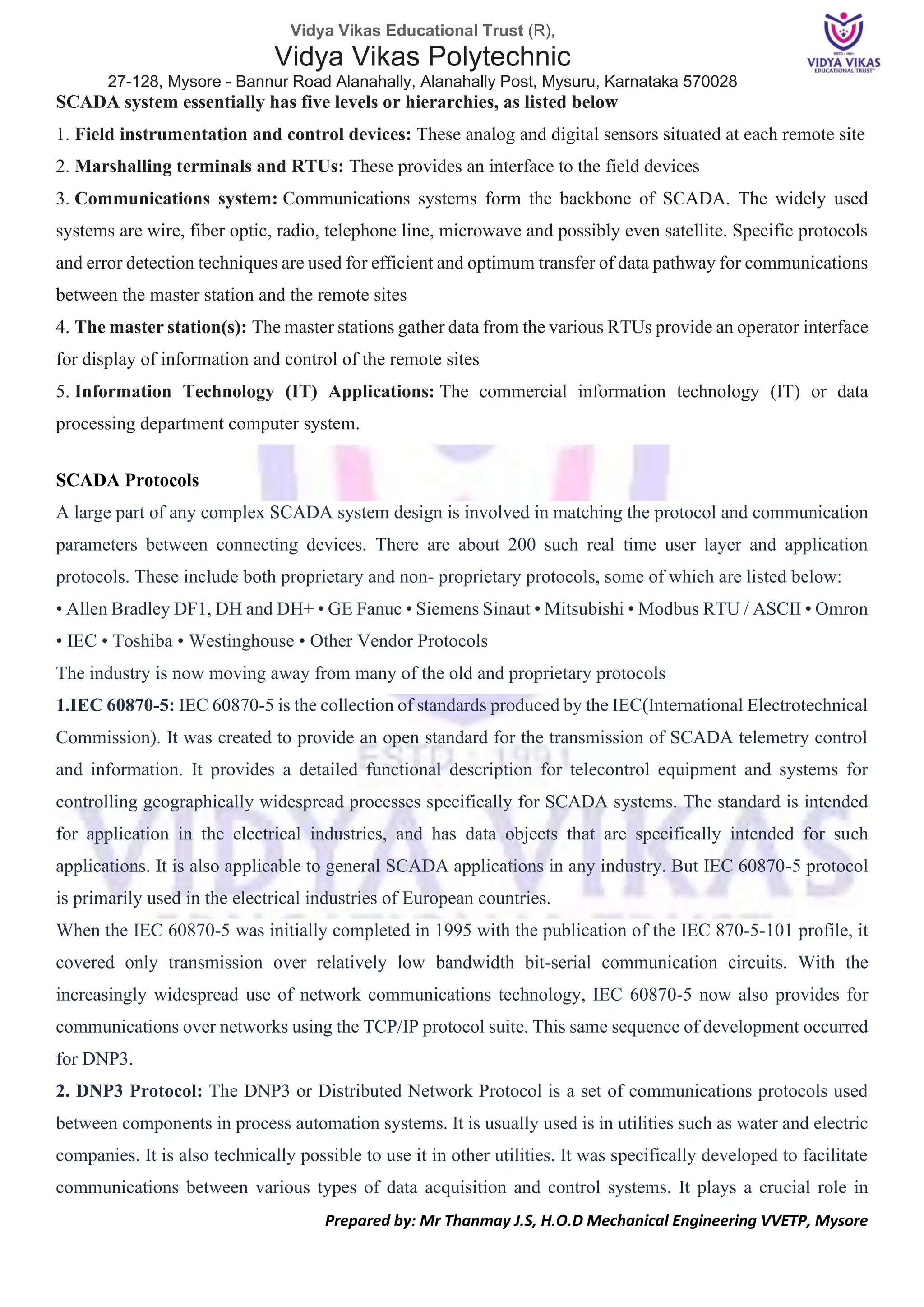
Practice Exercise 02: Practice control of a Motor through HMI [Using InTouch]
Motor OFF Motor ON
Component Tag Name
On Button On
OFF Button Off
Motor Rotor R
ON indicator AON
OFF indicator AOFF
Power Supply T
InTouch Windows Script
IF on == 1 AND off == 0 THEN AON = 1; AOFF = 0; T = T+1; R = T; ENDIF;
IF off == 1 THEN AON = 0; AOFF = 1; on = 0; T = 0; R = 0; ENDIF;
Note: for Gas coming out give Expression R >= 1](https://image.slidesharecdn.com/automationandroboticsweek04theorynotes20me51i-221218161441-755bcbaa/75/Automation-and-Robotics-Week-04-Theory-Notes-20ME51I-pdf-10-2048.jpg)


The document provides a comprehensive overview of Human-Machine Interfaces (HMIs), detailing their functions, types, specifications, and applications in industrial settings. It emphasizes the roles of HMIs in monitoring, controlling, and visualizing data for users interacting with various machines and systems. Additionally, it discusses programming and security features associated with HMIs, highlighting best practices for use in operational environments.























































































