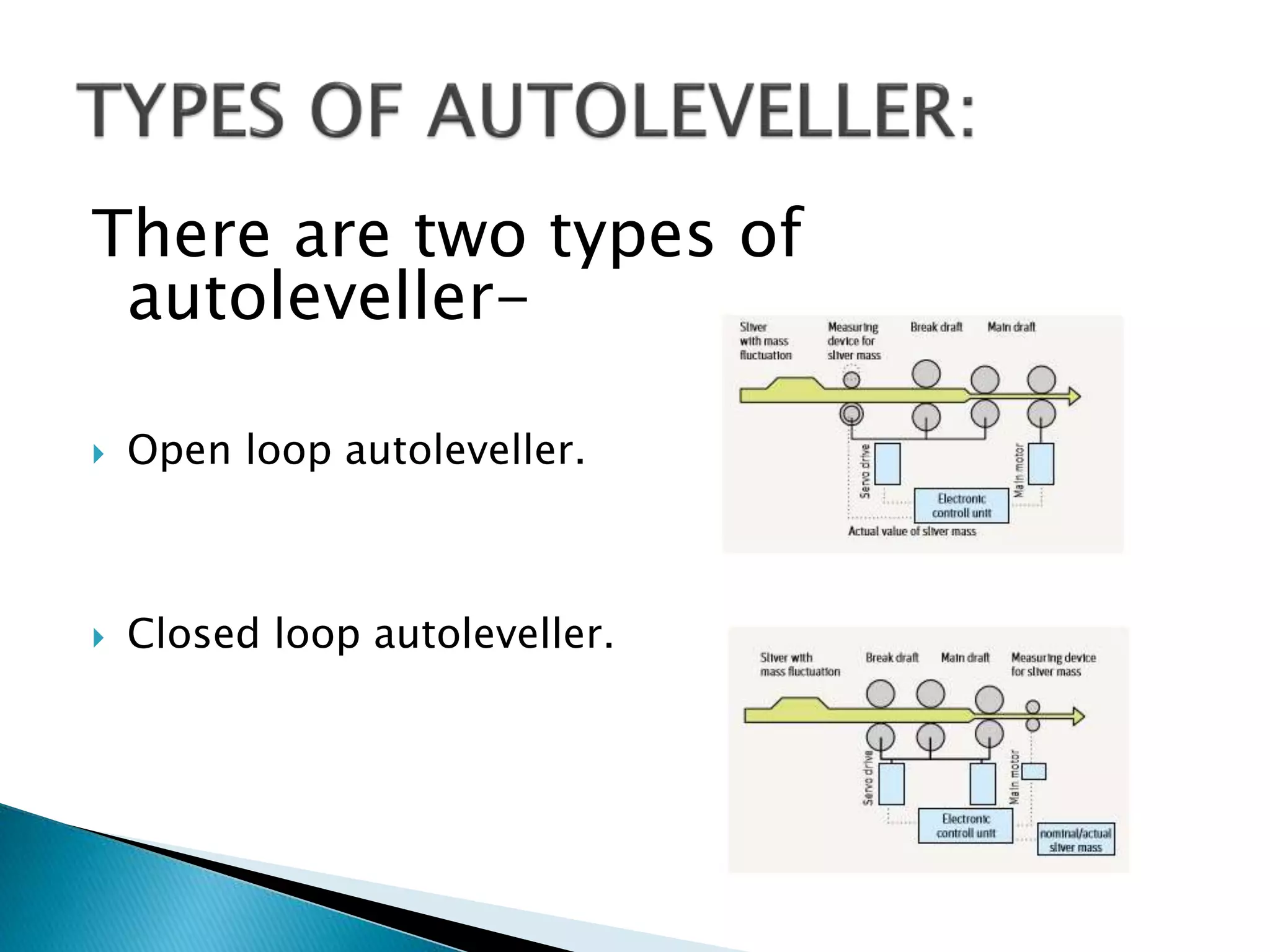
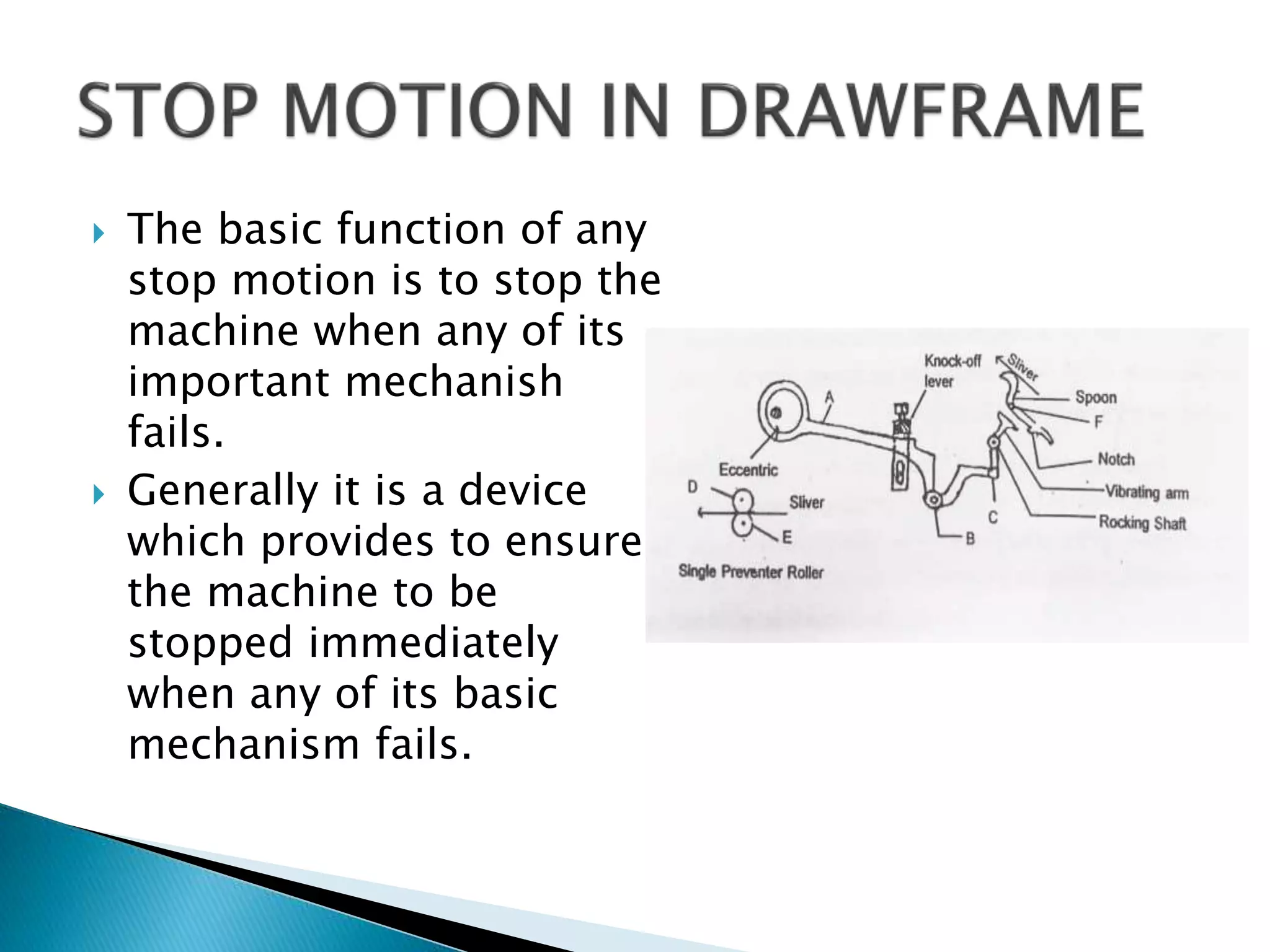
This document summarizes information about an autoleveller, stop motion, and defects in a draw frame. It discusses that an autoleveller helps correct linear density variations in sliver by changing the main or break draft to achieve consistent count CV%. It then describes open and closed loop autolevellers. Stop motions are designed to immediately stop the machine if a mechanism fails. Common defects in draw frames include thin or thick sliver, irregular drafting, roller lapping, and excessive breaks.


![Yarn Manufacturing Process : Comber Part II [Modern combers]](https://cdn.slidesharecdn.com/ss_thumbnails/moderncombers-180912060904-thumbnail.jpg?width=640&height=640&fit=bounds)

































































