Downloaded 52 times

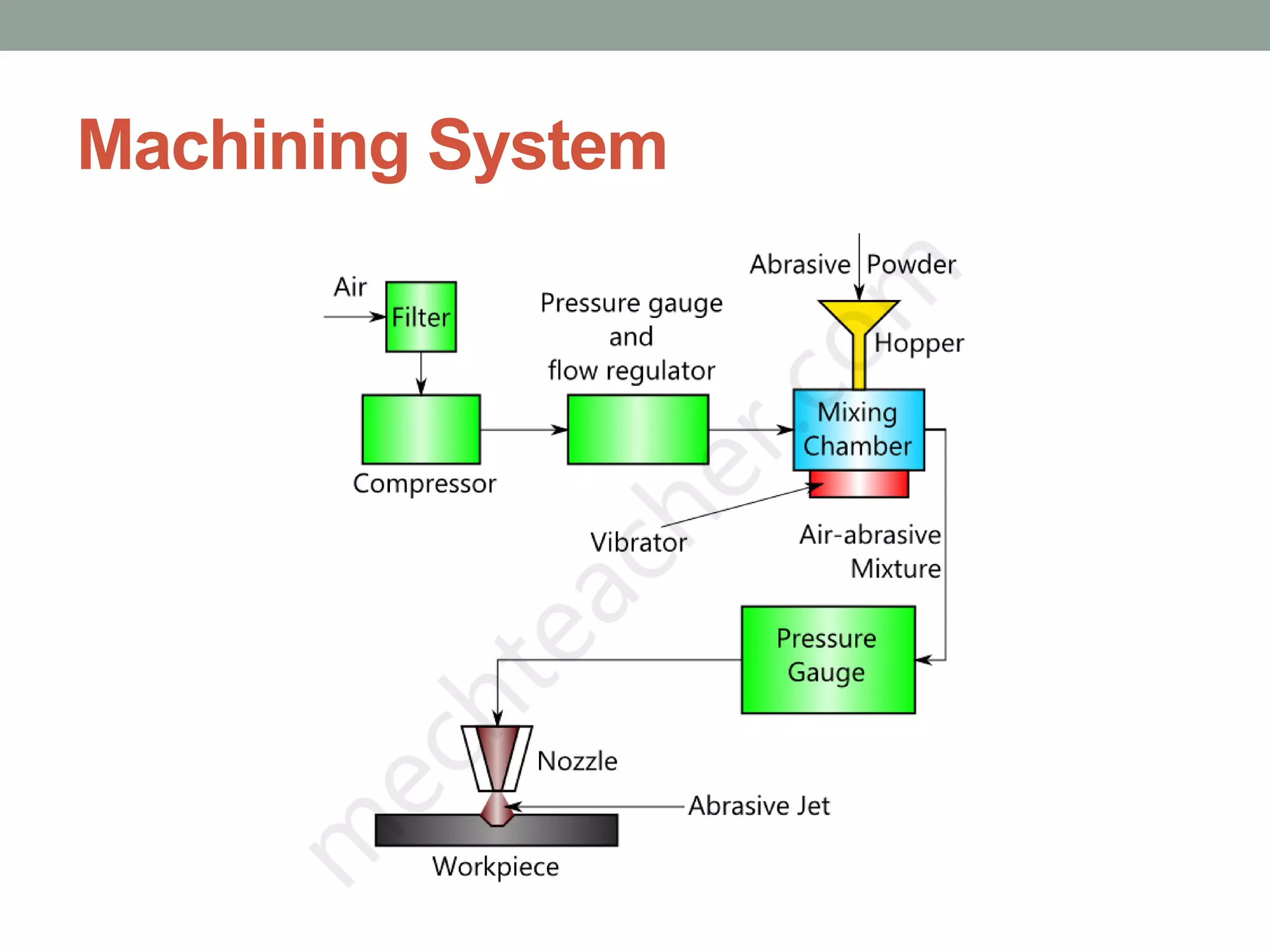





Abrasive jet machining (AJM) uses a high-pressure stream of abrasive particles carried by gas or air to remove material from a workpiece. The abrasive particles are forced through a small nozzle at high velocity to impact the work surface. This allows for drilling intricate holes and cutting hard, brittle materials like ceramics more precisely than sand blasting. The process parameters like material removal rate, surface finish, and nozzle wear depend on factors such as abrasive size and flow rate, gas pressure and velocity, and nozzle size and position. AJM is well-suited for deburring and precision machining of small parts made of difficult materials like ceramics, glass, and superalloys





















































![Abrasive_Jet_Machine[1] .pdf](https://cdn.slidesharecdn.com/ss_thumbnails/abrasivejetmachine1-230106143105-297b109a-thumbnail.jpg?width=640&height=640&fit=bounds)






























