Download free for 30 days
Sign in
Upload
Language (EN)
Support
Business
Mobile
Social Media
Marketing
Technology
Art & Photos
Career
Design
Education
Presentations & Public Speaking
Government & Nonprofit
Healthcare
Internet
Law
Leadership & Management
Automotive
Engineering
Software
Recruiting & HR
Retail
Sales
Services
Science
Small Business & Entrepreneurship
Food
Environment
Economy & Finance
Data & Analytics
Investor Relations
Sports
Spiritual
News & Politics
Travel
Self Improvement
Real Estate
Entertainment & Humor
Health & Medicine
Devices & Hardware
Lifestyle
Change Language
Language
English
Español
Português
Français
Deutsche
Cancel
Save
Submit search
EN
AC
Uploaded by
Alex Cummings
1,847 views
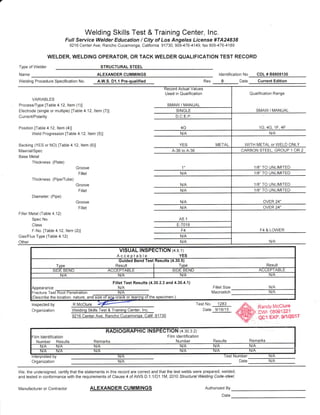
AWS D1.1 4G Welding Certification
Read more
3
Save
Share
Embed
Embed presentation
Download
Downloaded 45 times
1
/ 1
More Related Content
PDF
IJAZAH S2_Paul David Rey
by
David Rey
PDF
Welded Joint Category as per ASME VIII Div.1--Dr.Samir Saad
by
Dr.Samir Saad
PDF
AWS D1.1 3G Welding Certification
by
Alex Cummings
PDF
CSWIP 3.2 New BOOK.pdf
by
VENKATESAN S
PPT
Selection of filler wire
by
Imran Jamil
PDF
6G-Code-L-v-Vegten
by
Lucien van Vegten
PDF
WELDER QUALIFICATION TEST CERTIFICATE
by
Manuel Bartilotti
PDF
Wqt certificate # 18273
by
rajesh periyathambi
IJAZAH S2_Paul David Rey
by
David Rey
Welded Joint Category as per ASME VIII Div.1--Dr.Samir Saad
by
Dr.Samir Saad
AWS D1.1 3G Welding Certification
by
Alex Cummings
CSWIP 3.2 New BOOK.pdf
by
VENKATESAN S
Selection of filler wire
by
Imran Jamil
6G-Code-L-v-Vegten
by
Lucien van Vegten
WELDER QUALIFICATION TEST CERTIFICATE
by
Manuel Bartilotti
Wqt certificate # 18273
by
rajesh periyathambi
What's hot
PDF
05 Ijazah S1 Hukum Haris Pradipta
by
Haris Pradipta
PDF
ijazah ronald
by
Ronald Steven
PDF
RT Acceptance criteria
by
Anand Kishor
PDF
metriculation and intermediate marksheet
by
Abhimanyu Singh
PDF
NDT Level II Certificate in MPT-Rahul uttekar
by
RAHUL UTTEKAR
PDF
TENTH CERTIFICATE
by
Amalendu Panda
PDF
Provisional Pass Certificate - Sikkim Manipal University
by
Jayarous Antony
PDF
Welder qualification test certificate BS EN 287-1 135 PBW
by
Daniel Ferreira
PDF
CSWIP 3.2.2 renewal after 10 years exam Tips.
by
Johnson Prabu
PDF
cswip-3-1-new-book
by
Rohit Jaiswal
PDF
Cswip 3.2 spec converted
by
R SIVAKUMAR
PDF
B.Tech Certificate
by
ARKA PRABHA BOSE
PDF
QC Welding Inspector Interview Question & Answers.pdf
by
University of Sarajevo, Manufacturing Technology:
PPT
Asme sec ix overview
by
AshifuddinAli
PDF
Introduction to ASME VIII Div 1 (ATS).pdf
by
deckyantony
PPT
Welder qualification
by
kharafi national,kuwait
XLS
Rt Acceptance
by
Worley parsons
PDF
Wpqr wps america
by
Riian Apriansyah
PDF
Electrode selection
by
Prasanth Kumar
PDF
Mahazar malayalam
by
Jamesadhikaram land consultancy 9447464502
05 Ijazah S1 Hukum Haris Pradipta
by
Haris Pradipta
ijazah ronald
by
Ronald Steven
RT Acceptance criteria
by
Anand Kishor
metriculation and intermediate marksheet
by
Abhimanyu Singh
NDT Level II Certificate in MPT-Rahul uttekar
by
RAHUL UTTEKAR
TENTH CERTIFICATE
by
Amalendu Panda
Provisional Pass Certificate - Sikkim Manipal University
by
Jayarous Antony
Welder qualification test certificate BS EN 287-1 135 PBW
by
Daniel Ferreira
CSWIP 3.2.2 renewal after 10 years exam Tips.
by
Johnson Prabu
cswip-3-1-new-book
by
Rohit Jaiswal
Cswip 3.2 spec converted
by
R SIVAKUMAR
B.Tech Certificate
by
ARKA PRABHA BOSE
QC Welding Inspector Interview Question & Answers.pdf
by
University of Sarajevo, Manufacturing Technology:
Asme sec ix overview
by
AshifuddinAli
Introduction to ASME VIII Div 1 (ATS).pdf
by
deckyantony
Welder qualification
by
kharafi national,kuwait
Rt Acceptance
by
Worley parsons
Wpqr wps america
by
Riian Apriansyah
Electrode selection
by
Prasanth Kumar
Mahazar malayalam
by
Jamesadhikaram land consultancy 9447464502
Viewers also liked
PDF
Welding Inspection Cswip
by
guest831c1e
PPTX
Structural Steel Welding Inspection
by
Asirul Hoq
PPT
Welding Defects
by
djhelliweld
PPTX
American Welding Society (AWS) Certifications for WELDING INSPECTOR WELD...
by
thiru1mech
DOC
Sampleq practice-exam-d11-2002 (1)
by
Lennard Charles
PPTX
AWS CWI Training Program
by
Puneet Sharma
PPTX
Fabrication and Quality Control of structural steel
by
Ahmed Allam
PDF
AWS CWI Training Guidelines
by
Puneet Sharma
PDF
AWS CWI Training Program Brochure
by
Puneet Sharma
DOC
Module 1 and 2 a
by
v.anbazhagan
Welding Inspection Cswip
by
guest831c1e
Structural Steel Welding Inspection
by
Asirul Hoq
Welding Defects
by
djhelliweld
American Welding Society (AWS) Certifications for WELDING INSPECTOR WELD...
by
thiru1mech
Sampleq practice-exam-d11-2002 (1)
by
Lennard Charles
AWS CWI Training Program
by
Puneet Sharma
Fabrication and Quality Control of structural steel
by
Ahmed Allam
AWS CWI Training Guidelines
by
Puneet Sharma
AWS CWI Training Program Brochure
by
Puneet Sharma
Module 1 and 2 a
by
v.anbazhagan
Download