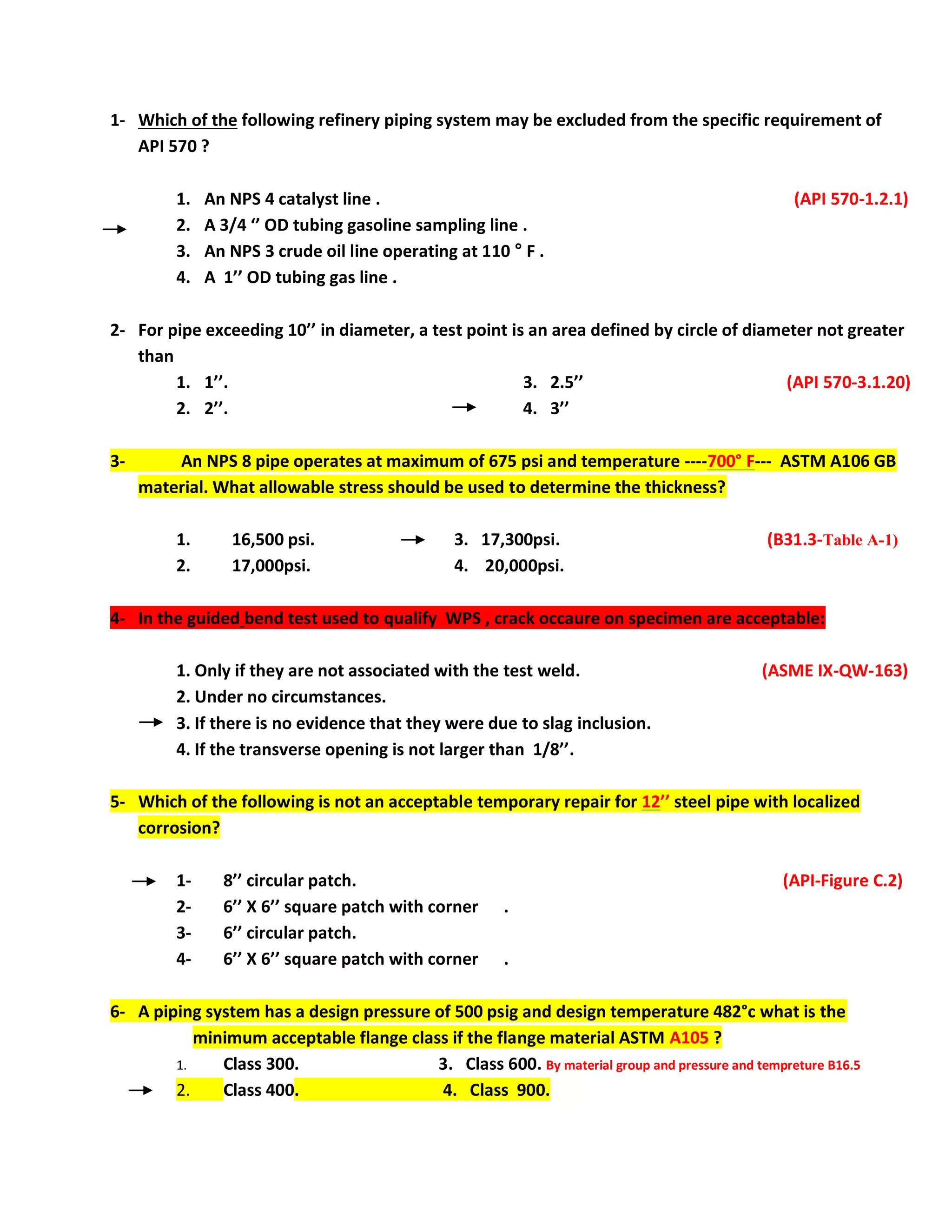
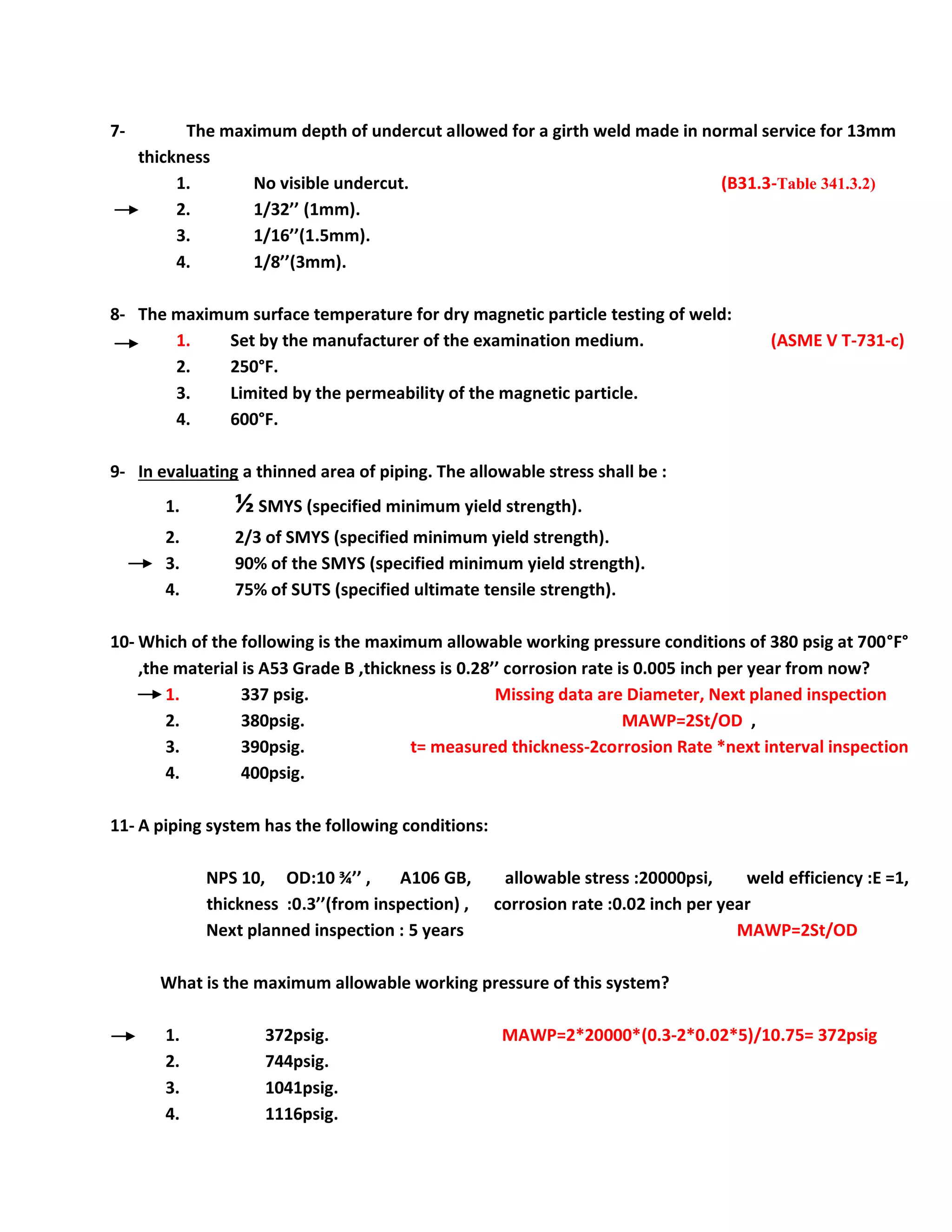
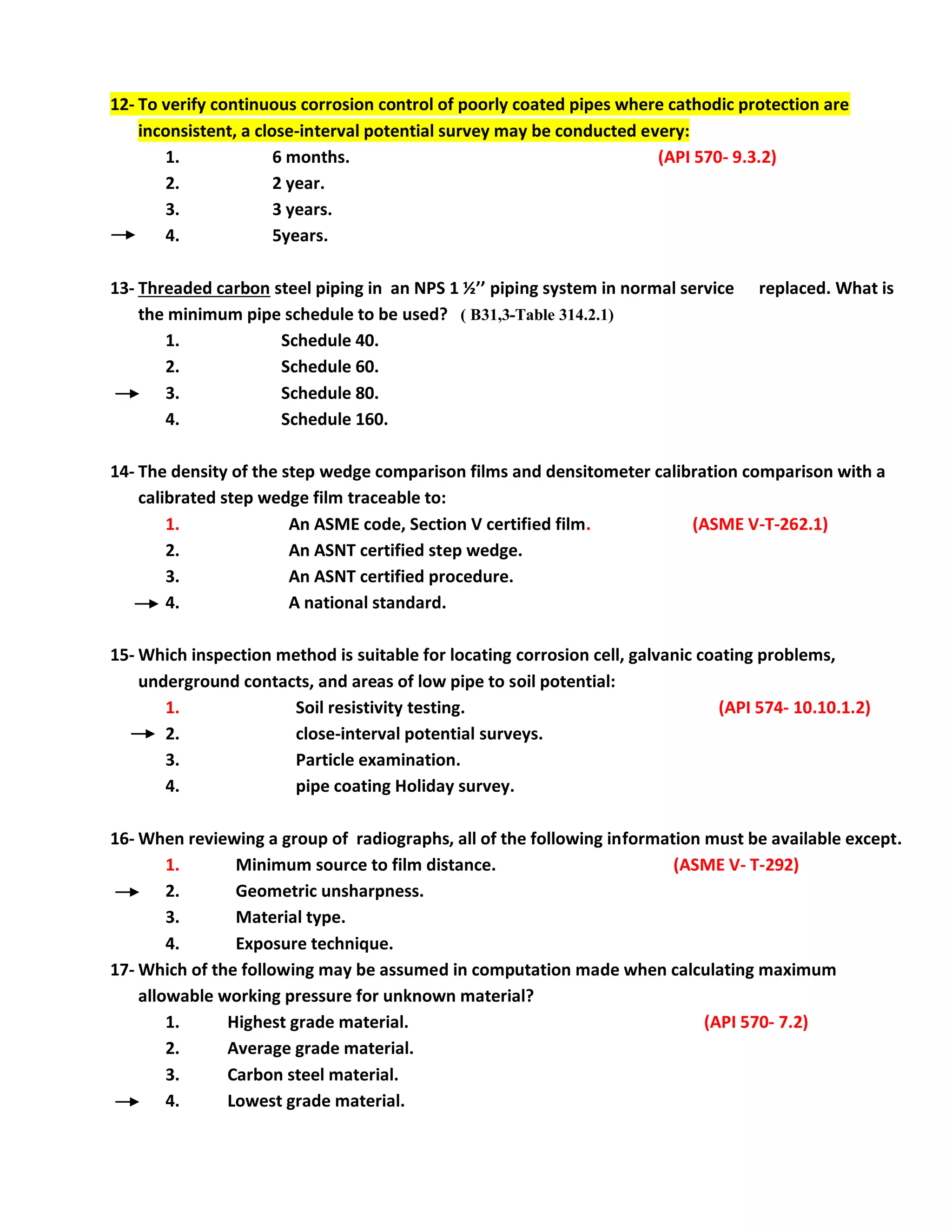
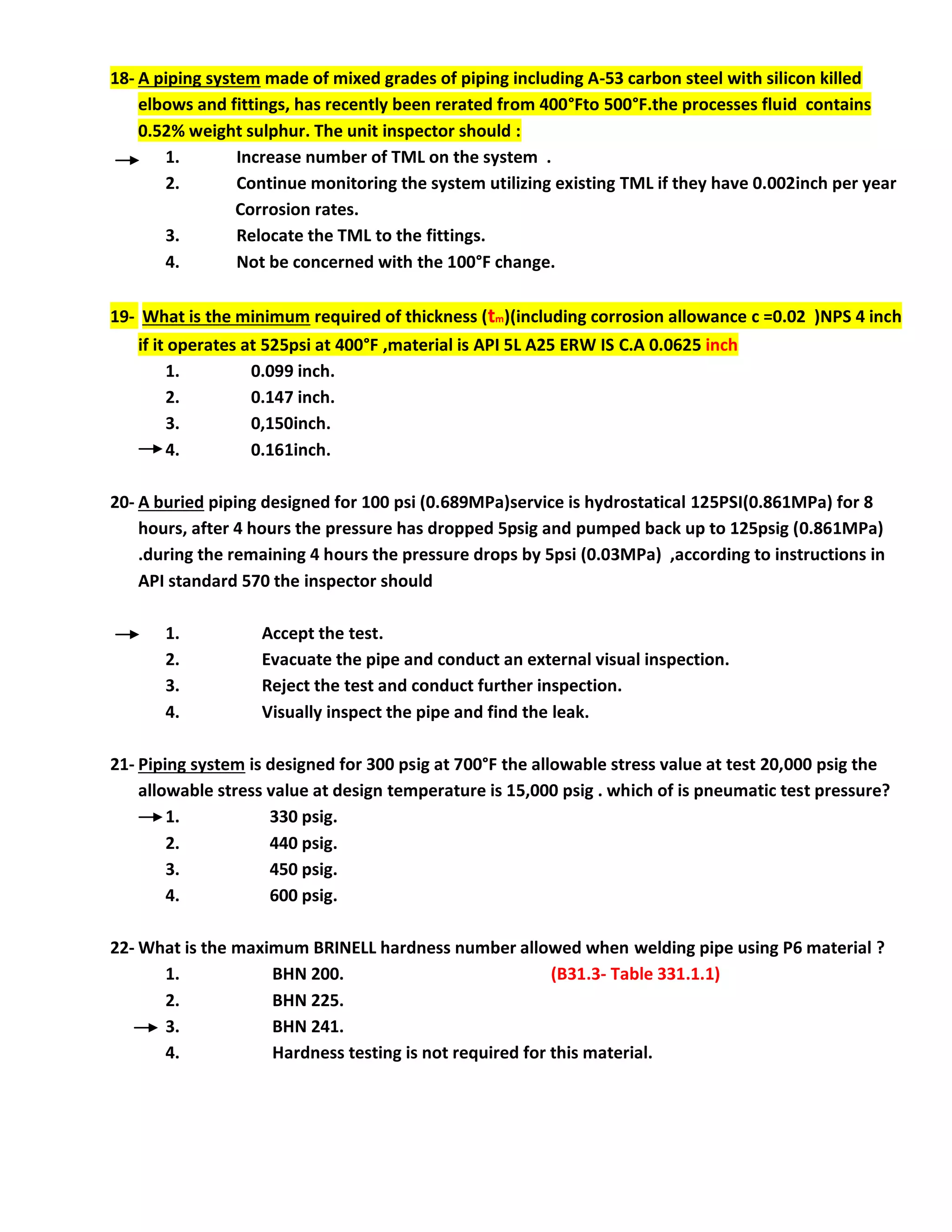
1. The document contains 40 multiple choice questions related to piping inspection codes and standards such as API 570.
2. The questions cover topics like allowable stresses, corrosion rates, NDE methods, weld quality, coating inspection, and piping material selection.
3. Correct answers are provided for some questions, referencing the relevant code sections.

































![Api 510-closed-1[1]](https://cdn.slidesharecdn.com/ss_thumbnails/api-510-closed-11-130505021047-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)











































