Downloaded 3,117 times
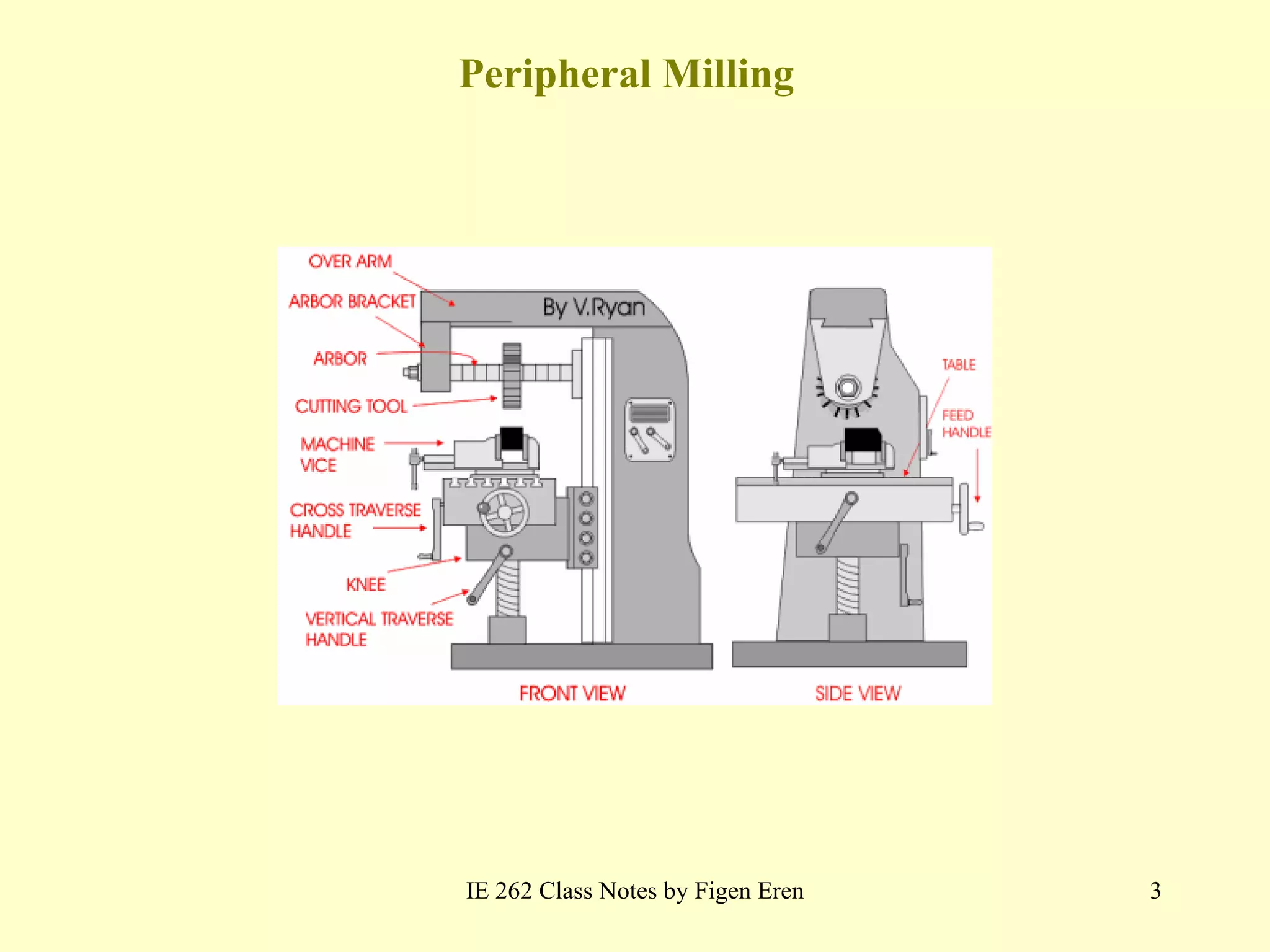
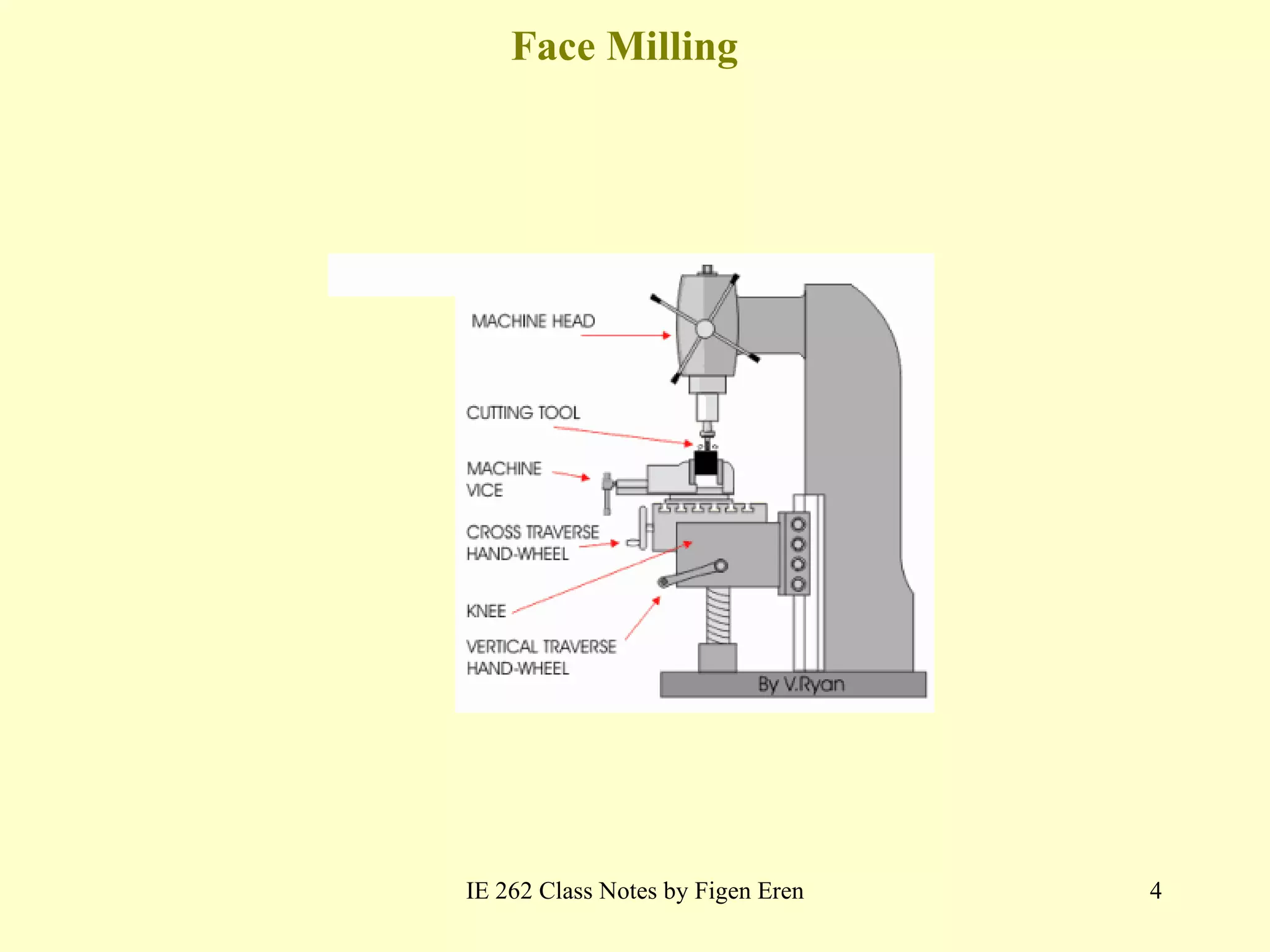
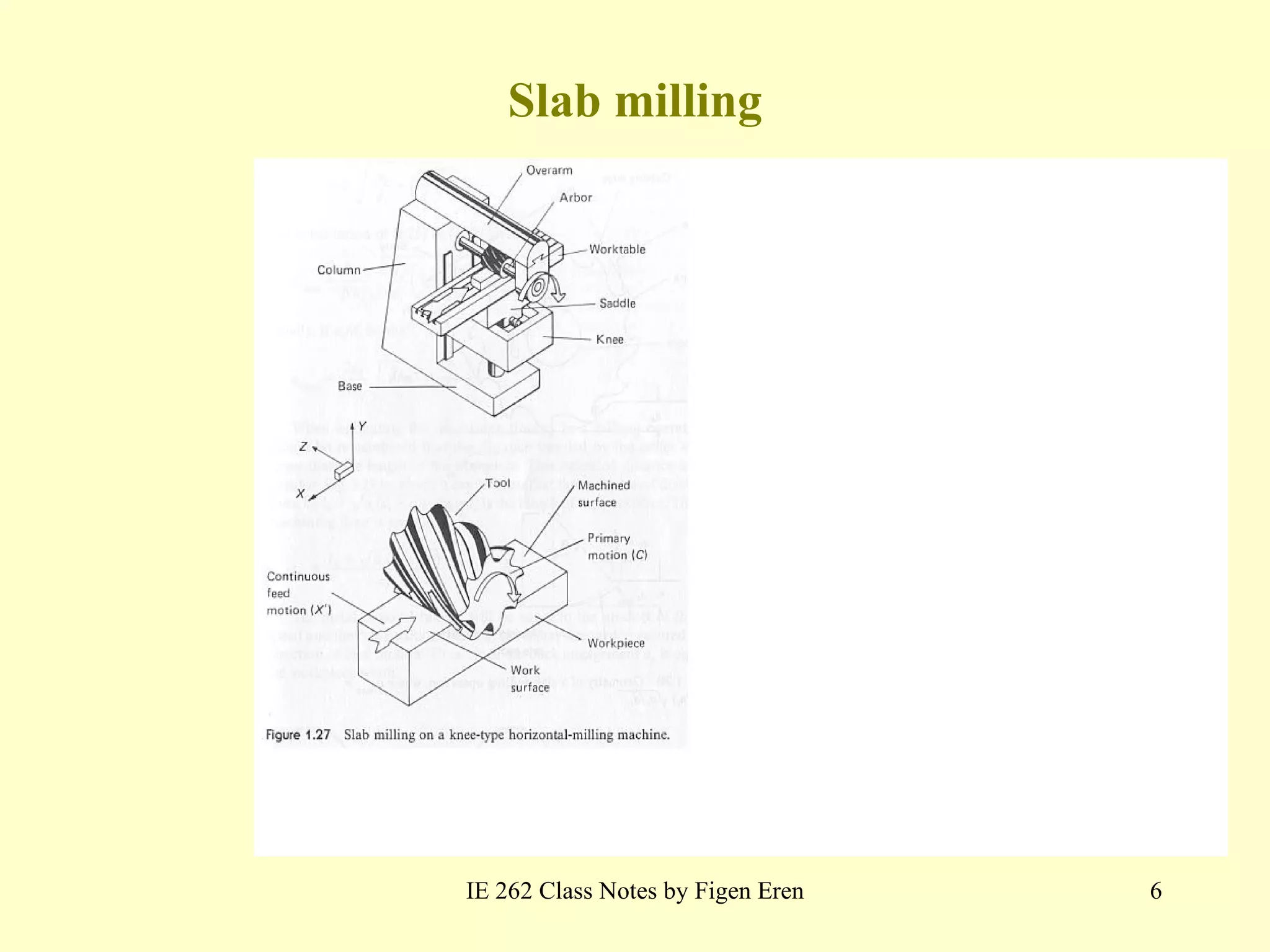
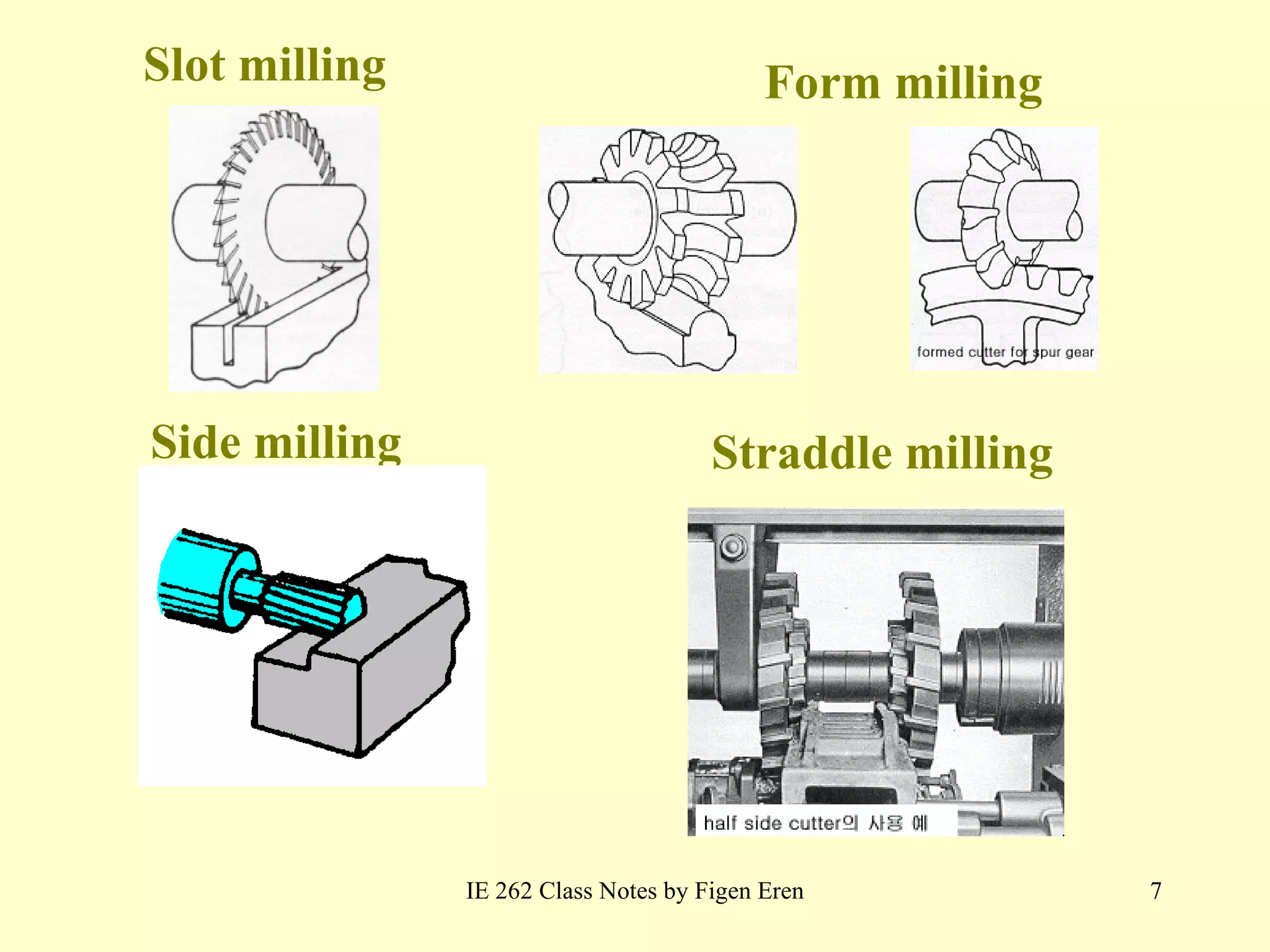
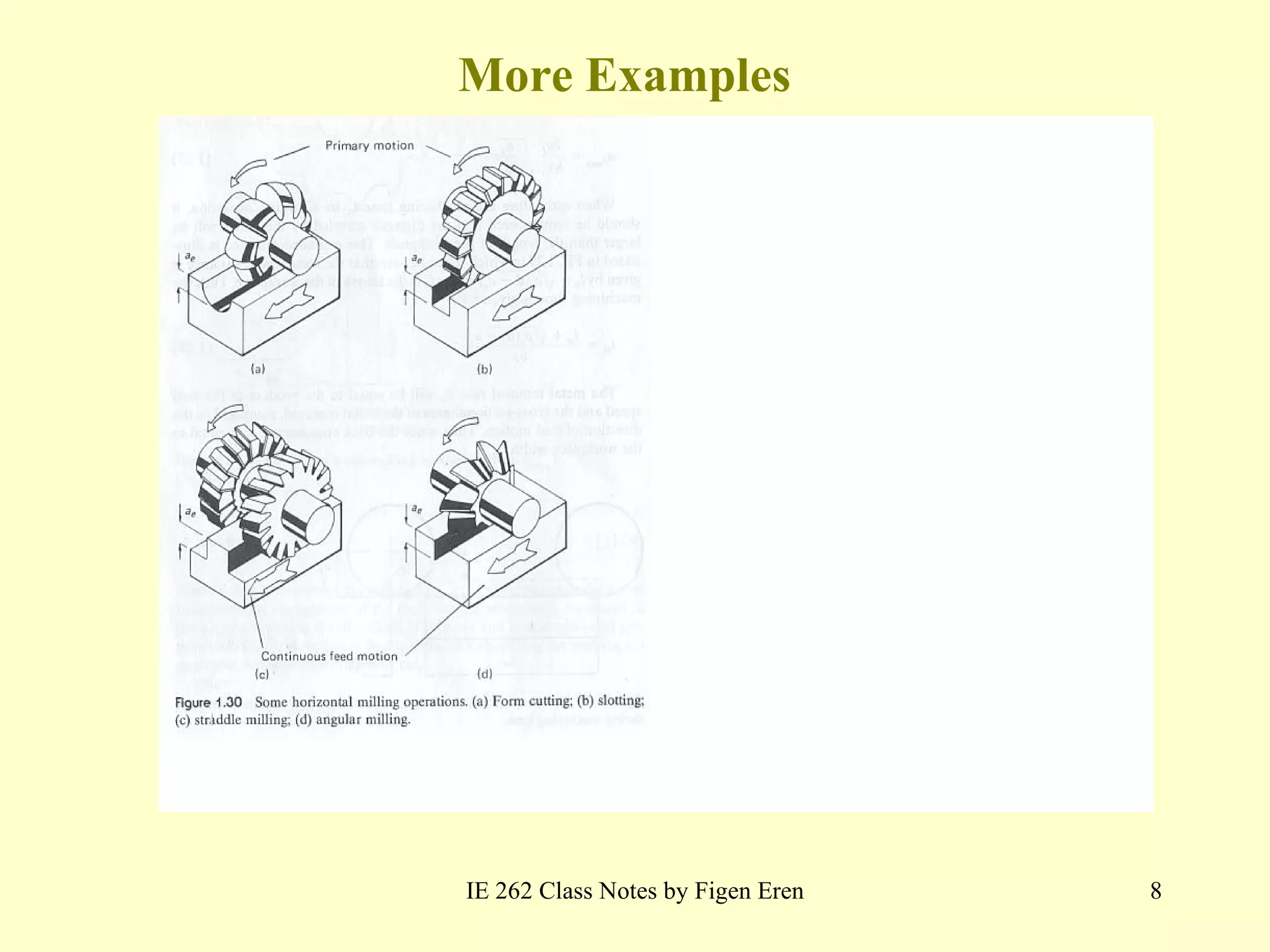
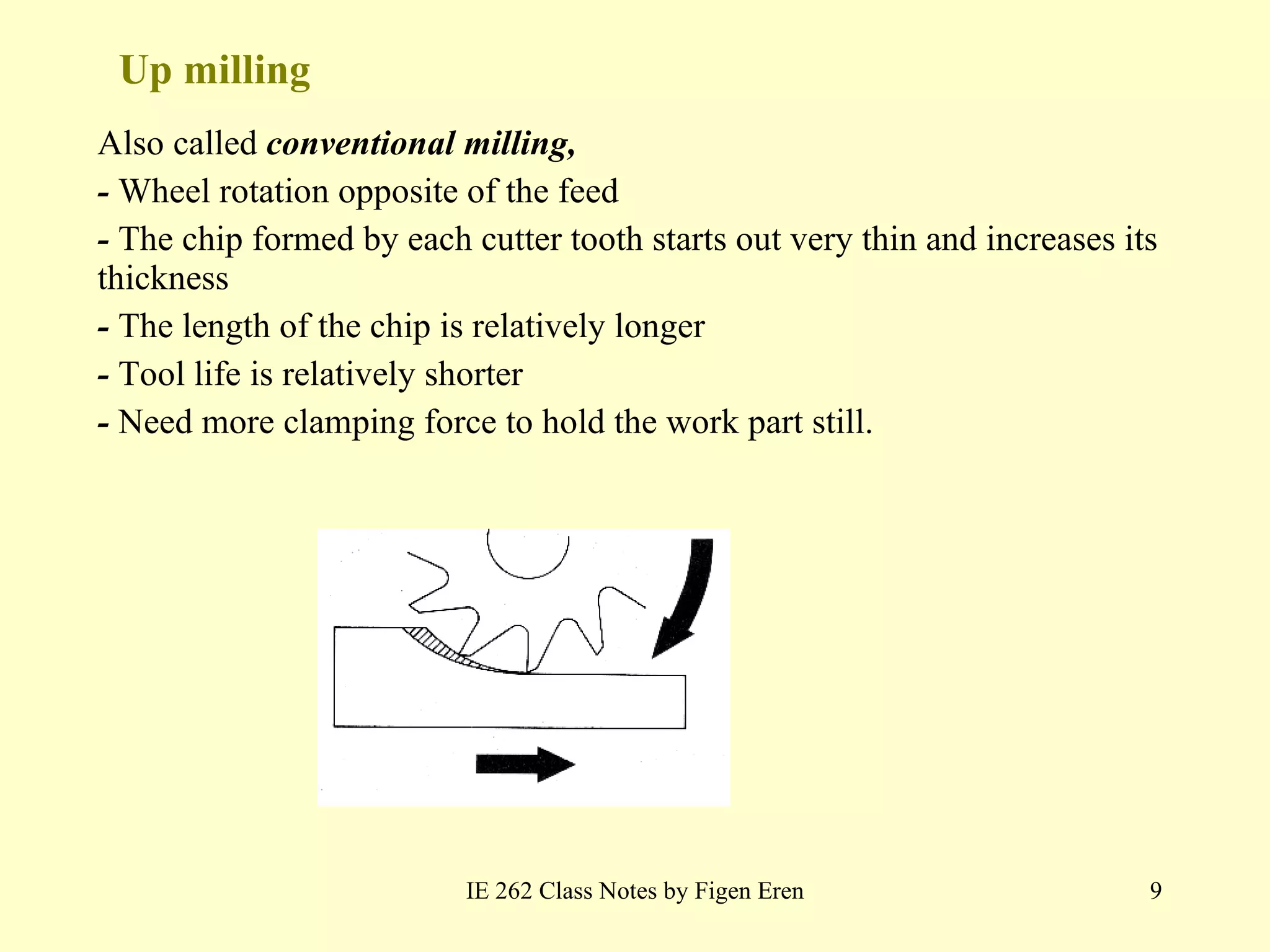
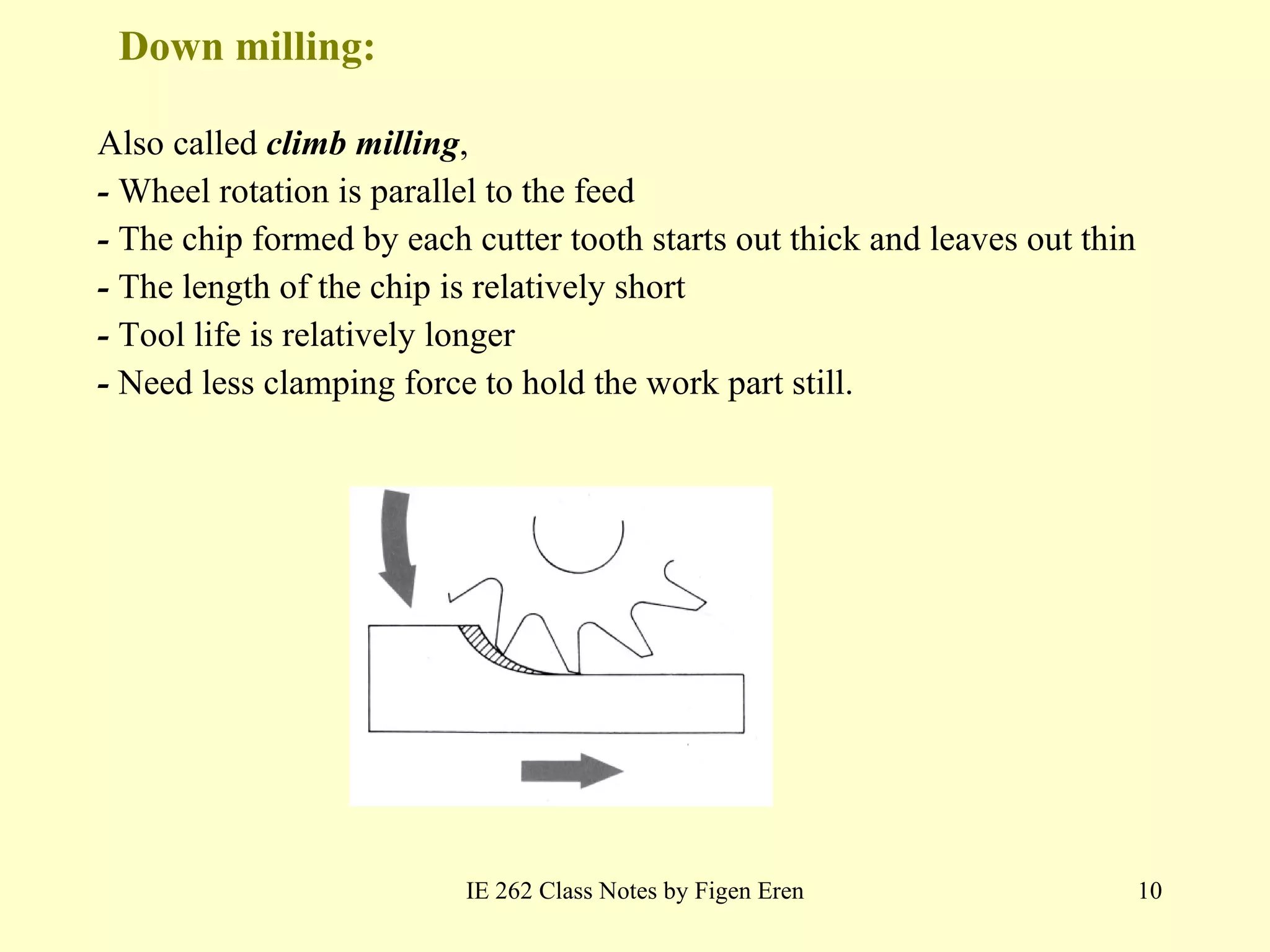
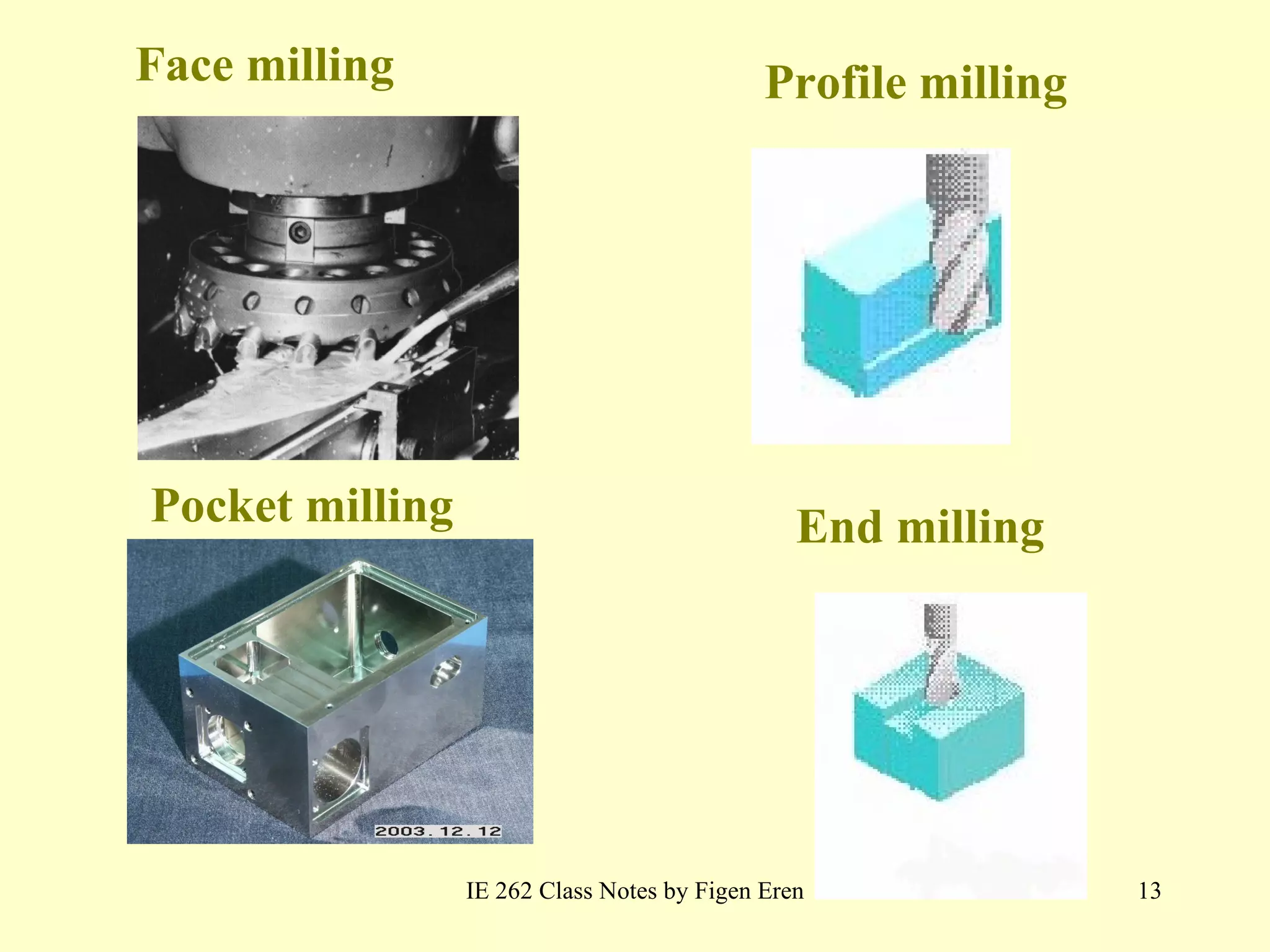
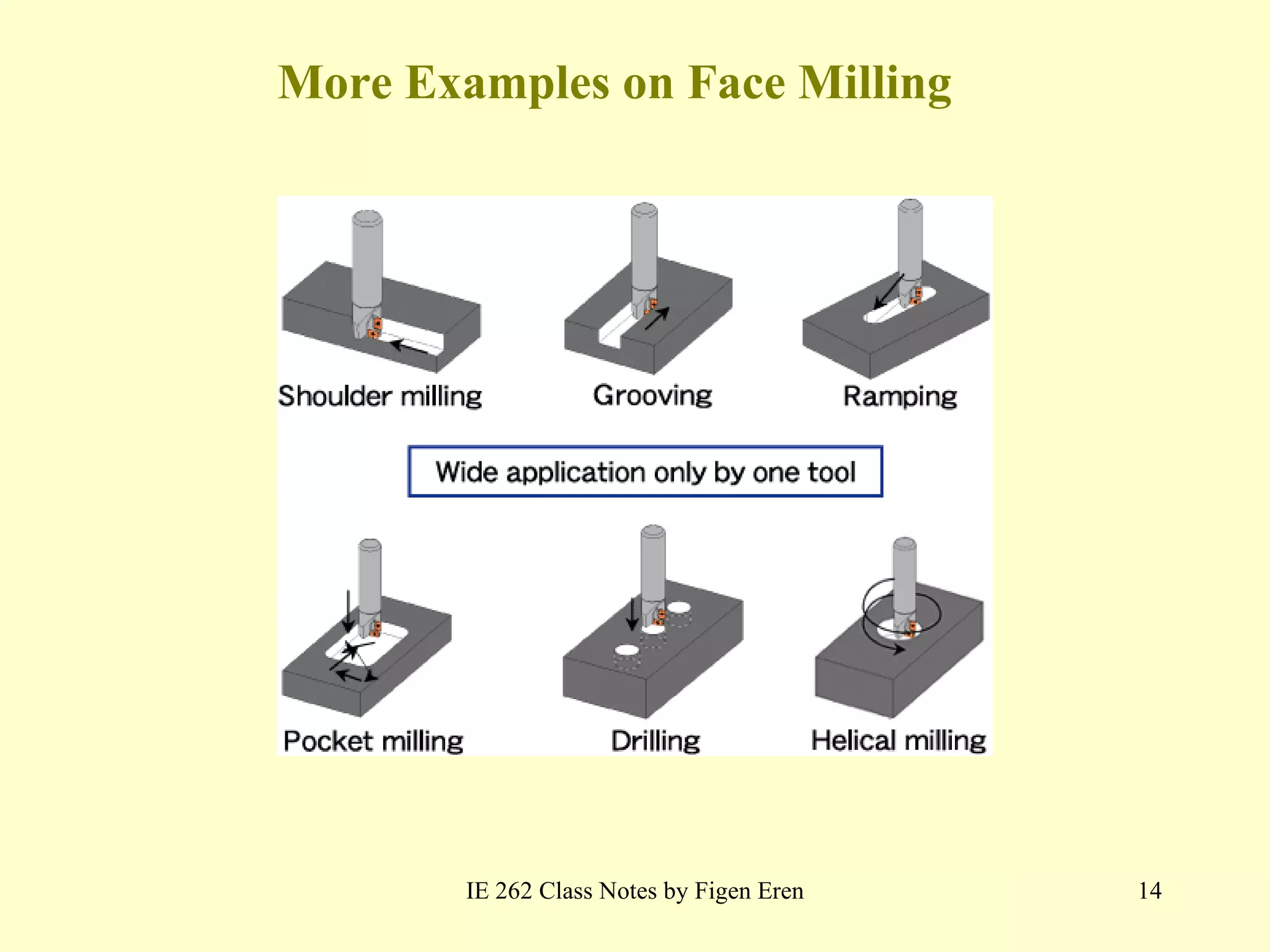
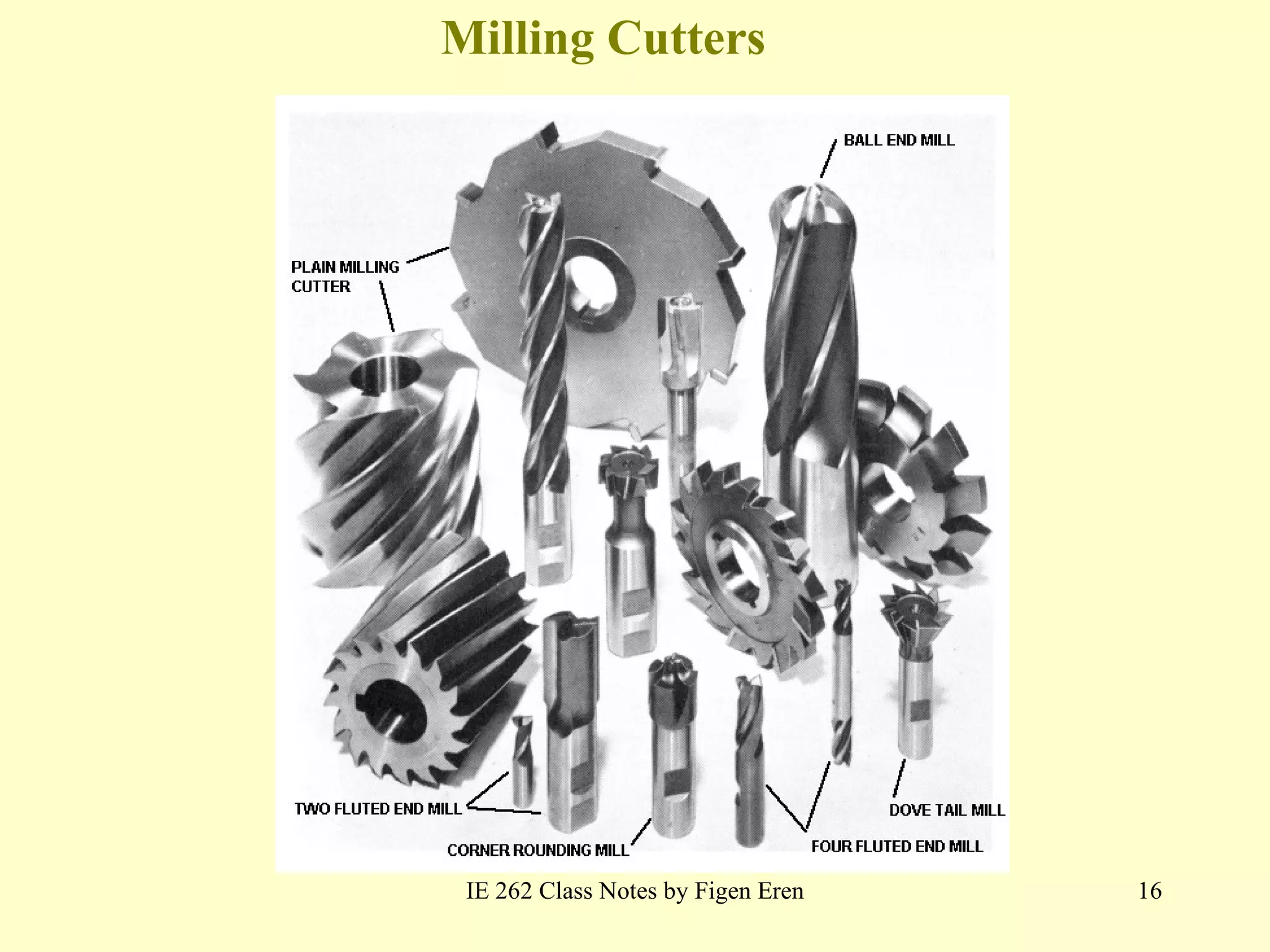
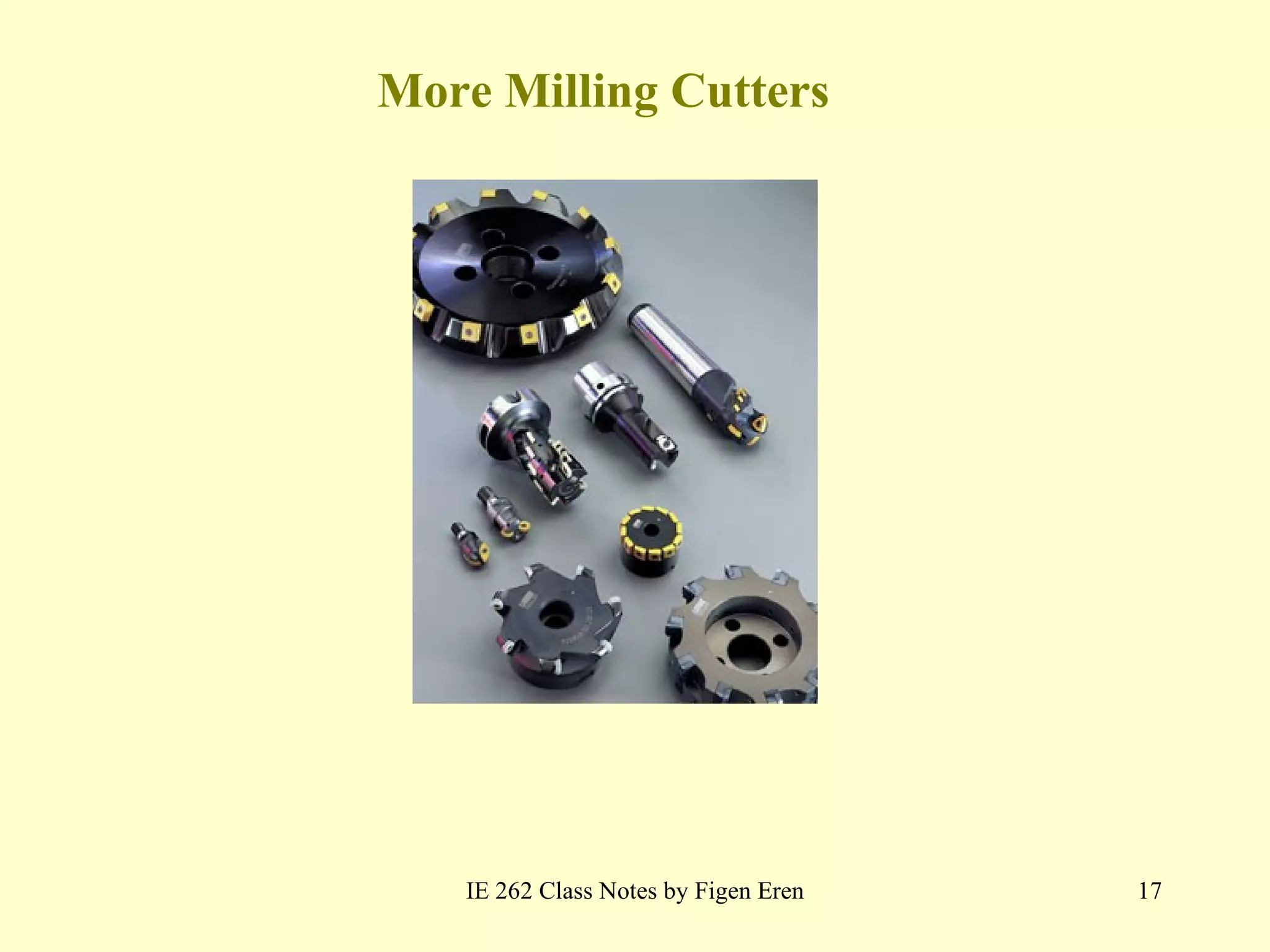
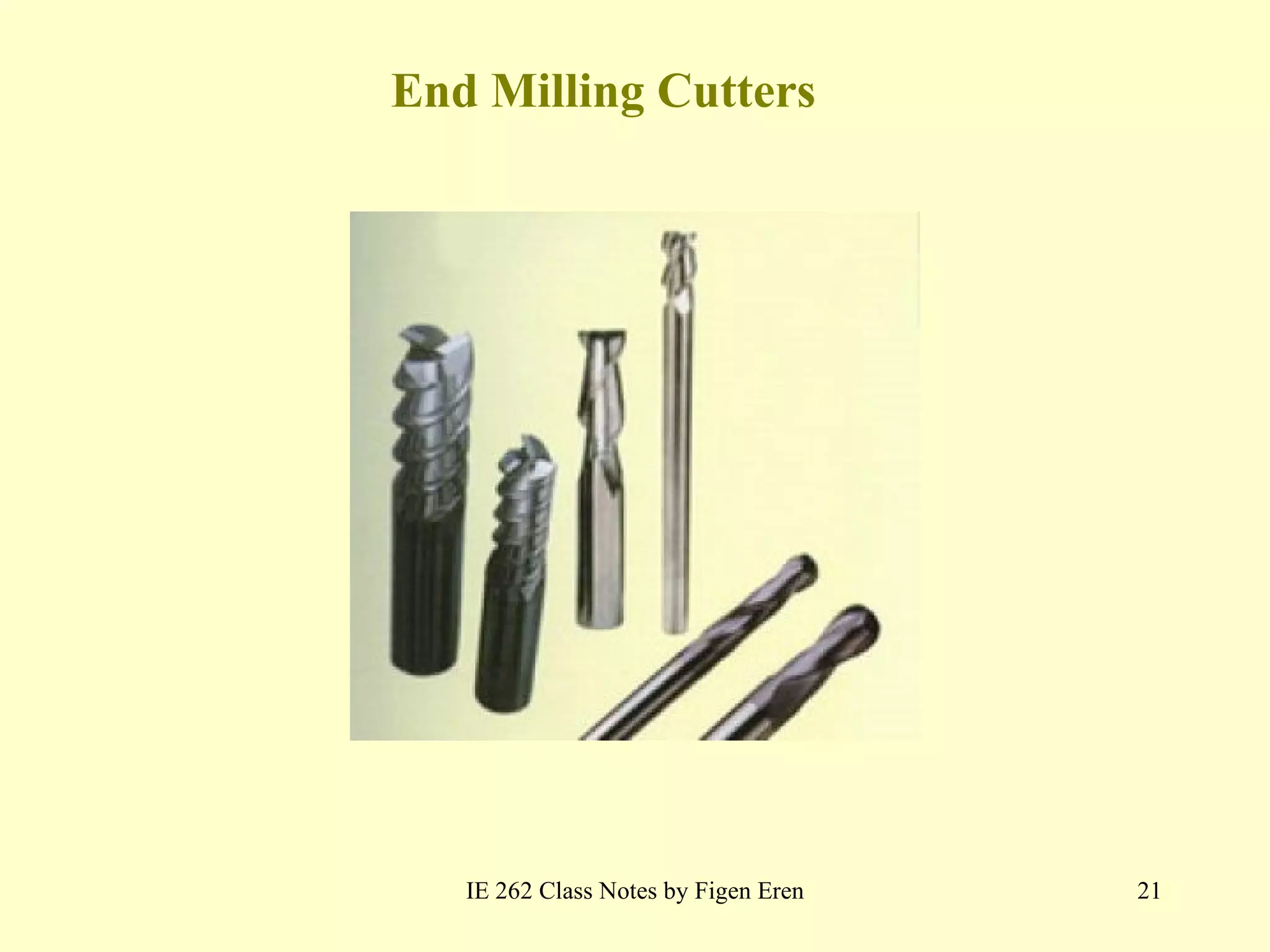
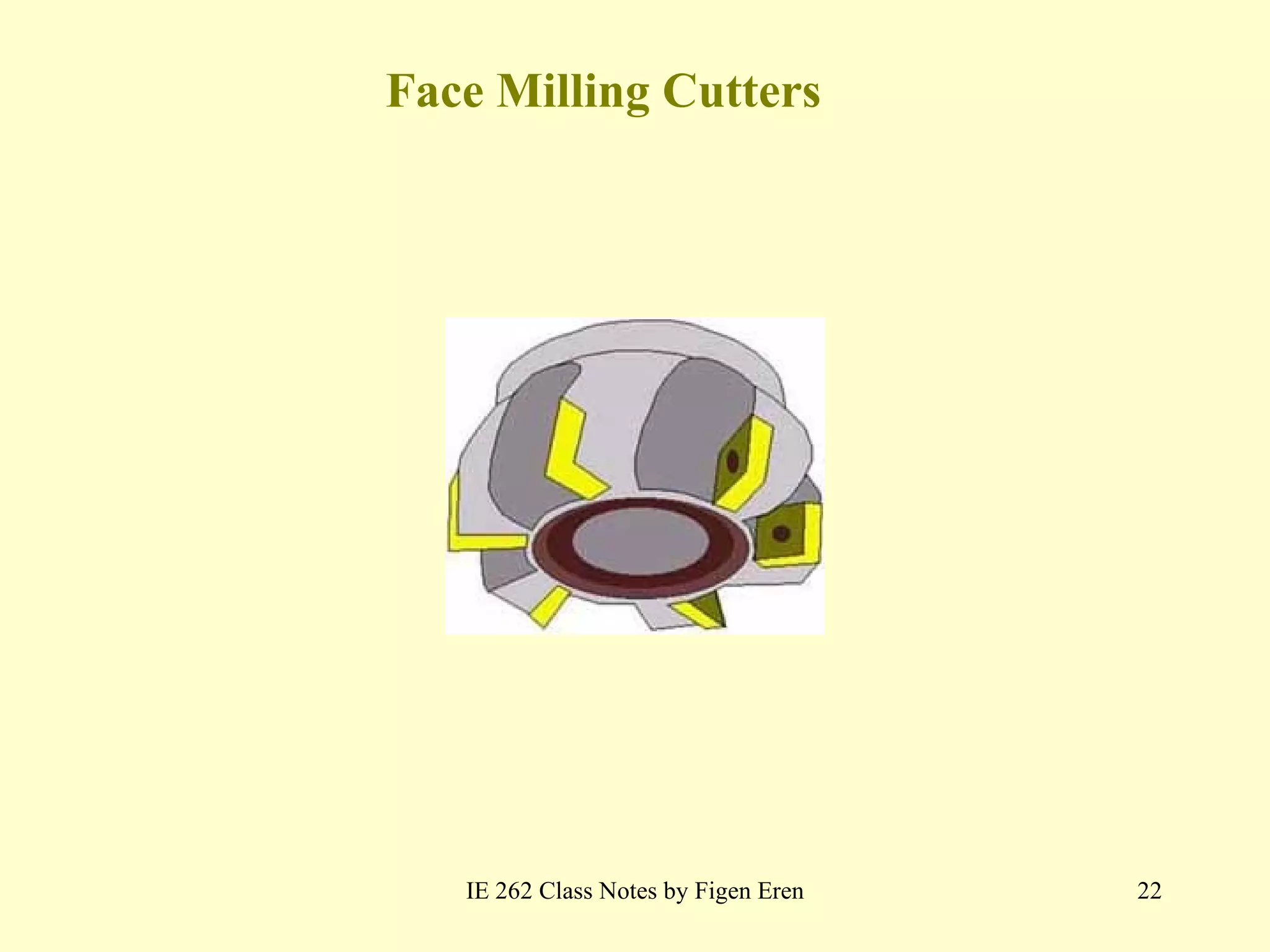
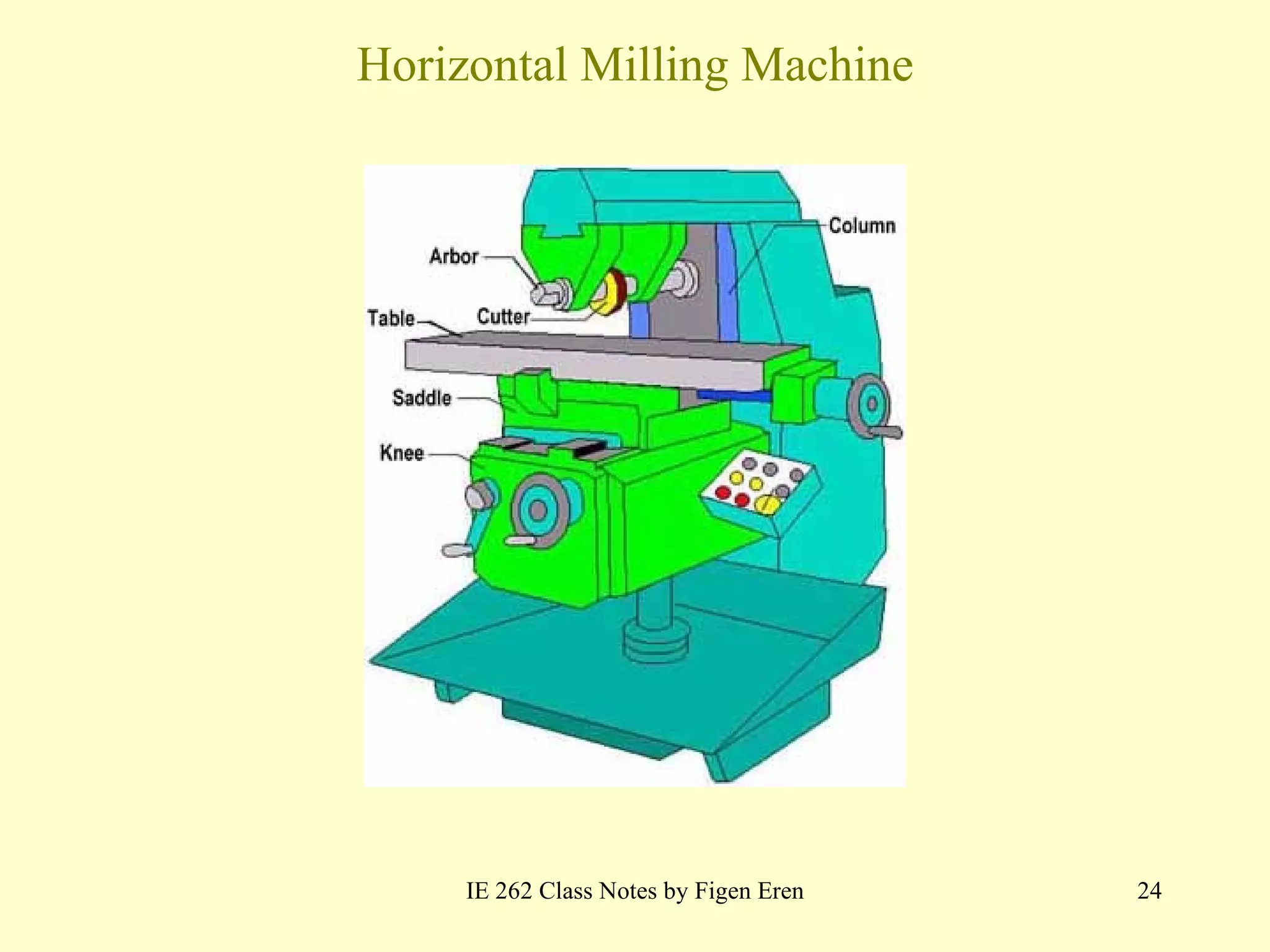
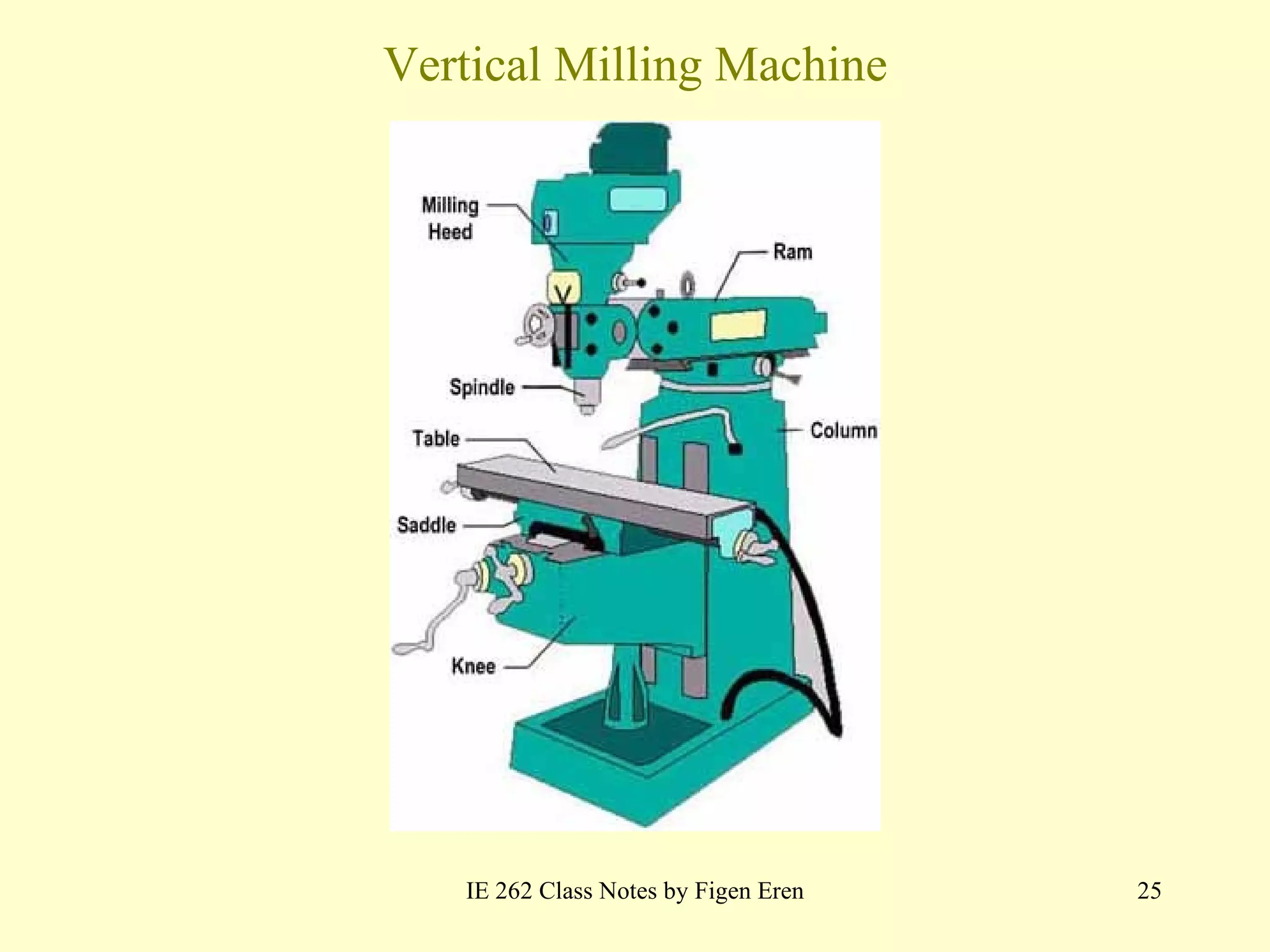

The document discusses different types of milling processes and machines. It describes peripheral milling and face milling operations. Peripheral milling involves rotating the cutter parallel to the workpiece surface, and can be slab milling, slotting, side milling or straddle milling. Face milling produces a surface perpendicular to the cutter axis using cutter face and periphery. The document also covers different milling cutters, machines, and basic cutting conditions for milling operations.


















































































