Download as PDF, PPTX
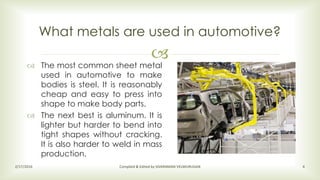
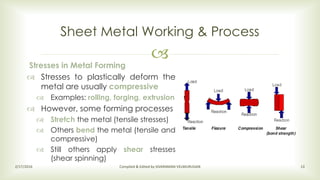
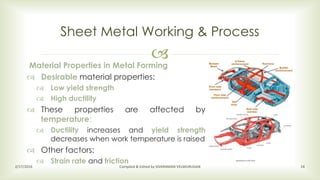
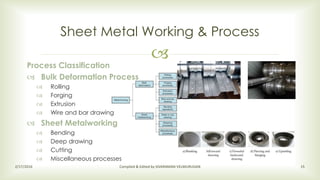
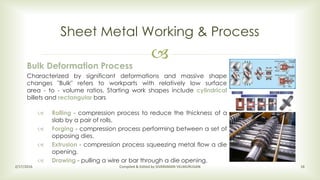
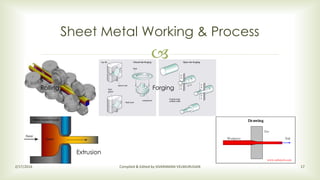
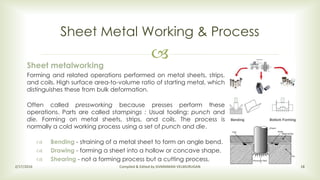
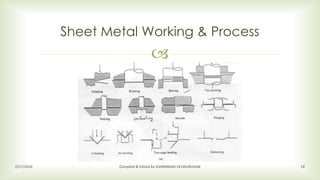

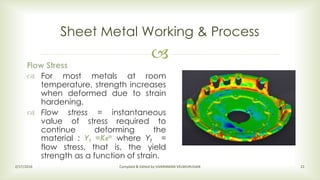
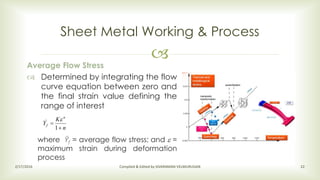





The document provides an overview of sheet metal, its properties, and the types of metals commonly used in automotive applications. It discusses various metal forming processes, such as bending and cutting, as well as the effects of temperature and strain rate on metal behavior during these processes. Additionally, it covers the advantages and disadvantages of cold, warm, and hot working methods in metal forming.















































































