Downloaded 17 times

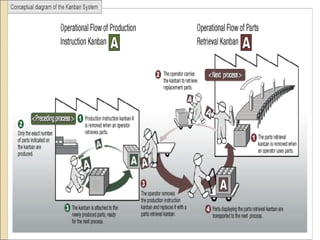
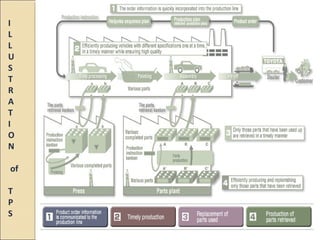
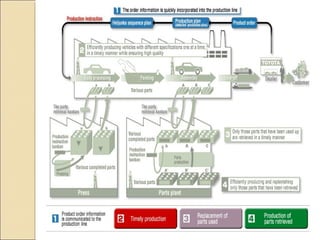
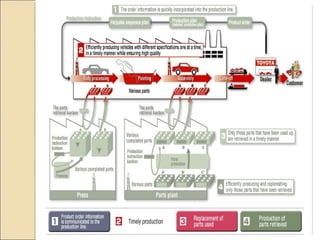
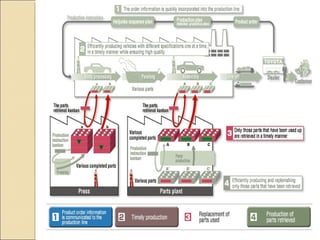
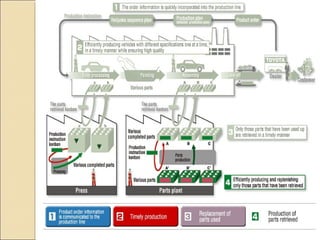
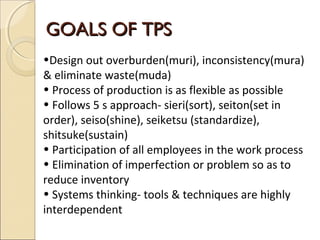

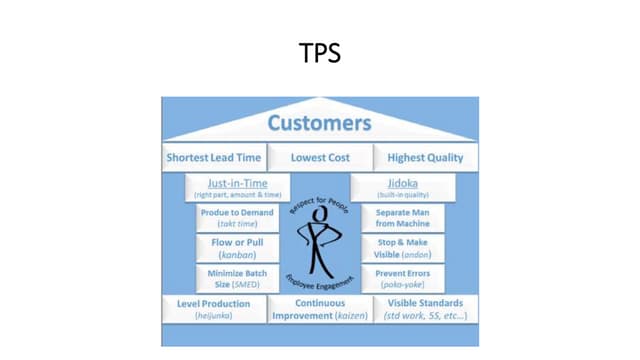
The Toyota Production System (TPS) was developed by Toyota to improve productivity after World War II. [1] Taiichi Ohno drew upon ideas from the West and experimentation to develop TPS between 1948-1975. [2] TPS focuses on just-in-time production, built-in quality control through jidoka, and the elimination of waste through concepts like kanban. [3] The goals of TPS are to design out inconsistency and waste, have flexible production processes, and encourage participation to reduce defects and inventory.














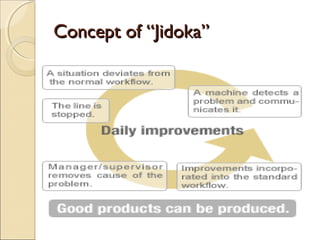
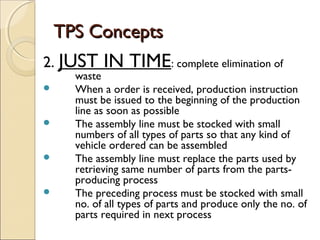
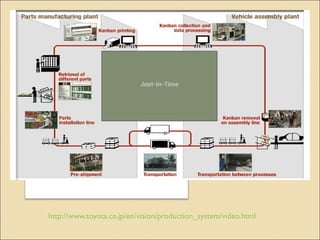
![The Toyota Way (Toyota Production System) [Operations Management]](https://cdn.slidesharecdn.com/ss_thumbnails/om-150830140656-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)