Downloaded 51 times


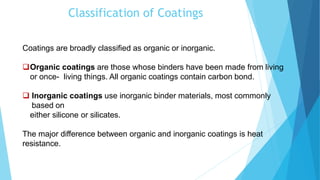
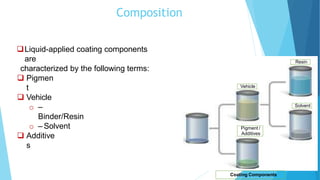






















































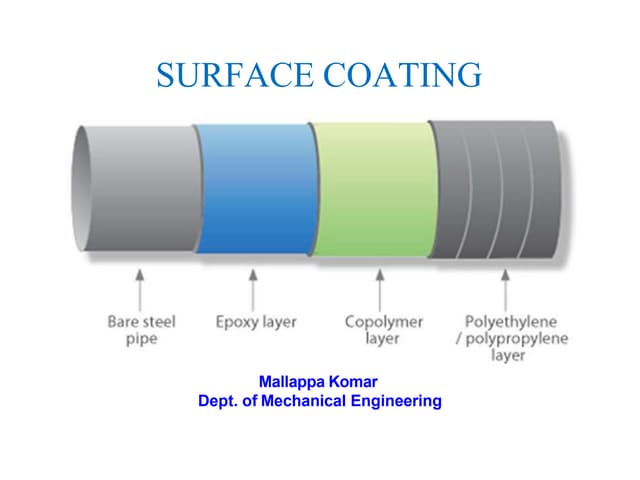
This document discusses coating chemistry and properties. It describes desirable coating properties, how coatings are classified as organic or inorganic, coating components like pigments, binders, solvents and additives. It explains different curing mechanisms for coatings like evaporation, coalescence, oxidation and co-reaction. Common coating types are described like epoxy, polyurethane, zinc and their characteristics. Factors for selecting coatings and how they provide corrosion protection as barrier, inhibitive or sacrificial coatings is also summarized.