Download as PDF, PPTX


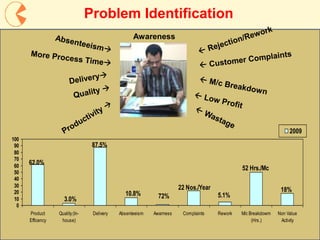






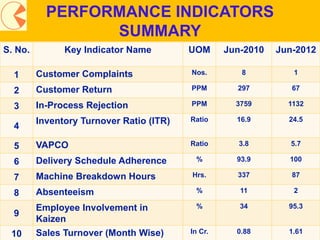




1 Carrier Engineers Pvt. Ltd. is a manufacturing company established in 1995, focusing on high-pressure hydraulic fittings and transmission components with around 120 employees. After participating in a cluster program led by CII, they implemented numerous improvements, resulting in significant enhancements in productivity, quality, and employee engagement, alongside substantial cost savings. Key achievements from the program include a drastic reduction in customer complaints, inventory turnover, and absenteeism, along with recognition for quality from major clients.



















































































